一种应用于进气歧管和排气歧管的法兰孔位置度检测装置
文献发布时间:2023-06-19 09:57:26
技术领域
本发明属于汽车配件检测领域,具体涉及一种应用于进气歧管和排气歧管的法兰孔位置度检测装置。
背景技术
进气歧管和排气歧管均设置有多个分歧气道和一个总气道,其分歧气道端部与发动机气缸体相连,可以减少排气阻力,并避免各缸之间相互干扰。
进气歧管和排气歧管以其带有分歧气道的端部连接发动机,该连接端的法兰面上设置有多个孔,用于与发动机实现连接。往往因为排气歧管法兰面上安装孔系加工的位置偏离其内流道,造成安装误差。因此,为了保证与发动机后续的安装过程中的良好配合,要对该法兰面上的安装孔系相对于其内流道进行位置度的检测。但是,由于进气歧管和排气歧管的形状特异、不规则,对于排气歧管的定位较为困难,依靠三坐标检查效率低下,同时三坐标打点流道毛坯面,测量误差较大,这将严重影响对于进气歧管和排气歧管的检测效率及检测质量。
发明内容
针对现有技术中存在的不足,本发明的目的在于提供一种应用于进气歧管和排气歧管的法兰孔位置度检测装置,定位机构通过第一线性分中机构和第二线性分中机构实现对待测管件的分中定位,且第一线性分中机构的定位点连线与第二线性分中机构定位点连线相互垂直以实现对待测管件的快速精确定位,并配合夹紧机构实现对待测管件在装置中的固定,进而实现高精度定位并快速检测孔系相对于其内流道位置度的目的。
为实现上述目的,本发明的技术方案为:
一种应用于进气歧管和排气歧管的法兰孔位置度检测装置,该检测装置用于进气歧管和排气歧管与发动机连接端的法兰面上孔位置度的检测,其特征在于,该检测装置包括底板、设置于所述底板上的定位机构、用于压紧所述法兰面的夹紧机构以及检测组件;
所述定位机构包括第一线性分中机构和第二线性分中机构,所述第一线性分中机构包括两个使用时悬伸至所述法兰面上气道内的第一定位销,两个所述第一定位销反向移动以实现抵紧所述气道的内侧壁;所述第二线性分中机构包括两个使用时悬伸至所述气道内的第二定位销,两个所述第二定位销反向移动以实现抵紧所述气道的内侧壁,两个所述第二定位销的连线与两个所述第一定位销的连线垂直;
所述检测组件包括连接于所述底板的检测底座以及活动连接于所述检测底座且用于检测所述法兰面上的孔的测量销。
优选地,所述第一定位销和所述第二定位销均设置有用于规避所述气道的口部毛刺的凹槽。
优选地,所述第一线性分中机构还包括设置于所述底板上的滑轨、两个滑动连接于所述滑轨且用于支撑所述第一定位销的第一滑块以及设置于两个所述第一滑块之间且整体呈现楔形的驱动块,所述驱动块的两个斜面分别抵接于两个所述第一滑块。
优选地,所述第一滑块靠近所述驱动块的端部设置有旋转件,所述旋转件的旋转面抵接所述驱动块。
优选地,所述第一线性分中机构还包括用于驱动所述第一滑块复位的第一复位机构,所述第一复位机构包括设置于所述第一滑块远离所述驱动块的一侧的支撑座以及设置于所述支撑座和所述第一滑块之间的第一弹性件。
优选地,所述第二线性分中机构还包括设置于所述支撑座和所述第一滑块之间且具有滑道的滑座、两个设置于所述滑道的第二滑块以及设置于两个所述第二滑块之间且端部呈锥形的驱动杆,所述驱动杆的锥形面抵接于所述第二滑块,所述第二滑块与所述驱动杆抵接的端部设置有斜面;两个所述第二定位销分别连接于两个所述第二滑块。
优选地,所述驱动杆通过连接于所述支撑座的杠杆驱动。
优选地,所述第二线性分中机构还包括用于驱动所述第二滑块复位的第二复位机构,所述第二复位机构包括设置于所述第二滑块的复位孔、悬伸至所述复位孔且连接于所述滑座的复位挡销以及设置于所述复位挡销和所述复位孔侧壁之间的第二弹性件。
优选地,所述检测底座包括固定检测底座以及翻转检测底座;所述固定检测底座包括悬伸至所述法兰面上方的固定臂板;所述翻转检测底座包括固定座、翻板挡座、衬套、销轴、辅助固定座、第五快速夹钳、支座、翻转臂板、手柄、复位弹簧、翻板定位块。
优选地,所述夹紧机构包括两个快速夹钳,两个所述快速夹钳通过支撑块支撑。
采用本发明技术方案的有益效果为:
本发明可以实现对待测管件的快速高精度定位及固定,并配合检测组件实现对进排气岐管法兰面上孔系相对于其内流道位置度的检测,定位方便快捷,精确度高,提高了检测效率以及检测精度。通过在底板上设置第一、第二线性分中机构,且使第一线性分中机构的两个第一定位销连线与第二线性分中机构的两个第二定位销连线相垂直,实现对进排气岐管的分中定位和控制其在该装置中X、Y向的位置唯一。选择相互垂直的定位点对气道内壁抵紧定位,定位精度高;并通过在底板上设置夹紧机构,压紧法兰面配合定位机构实现对待测管件的固定,实现对进排气岐管法兰面上的安装孔系相对于其内流到位置度的高精度、高效检测。
附图说明
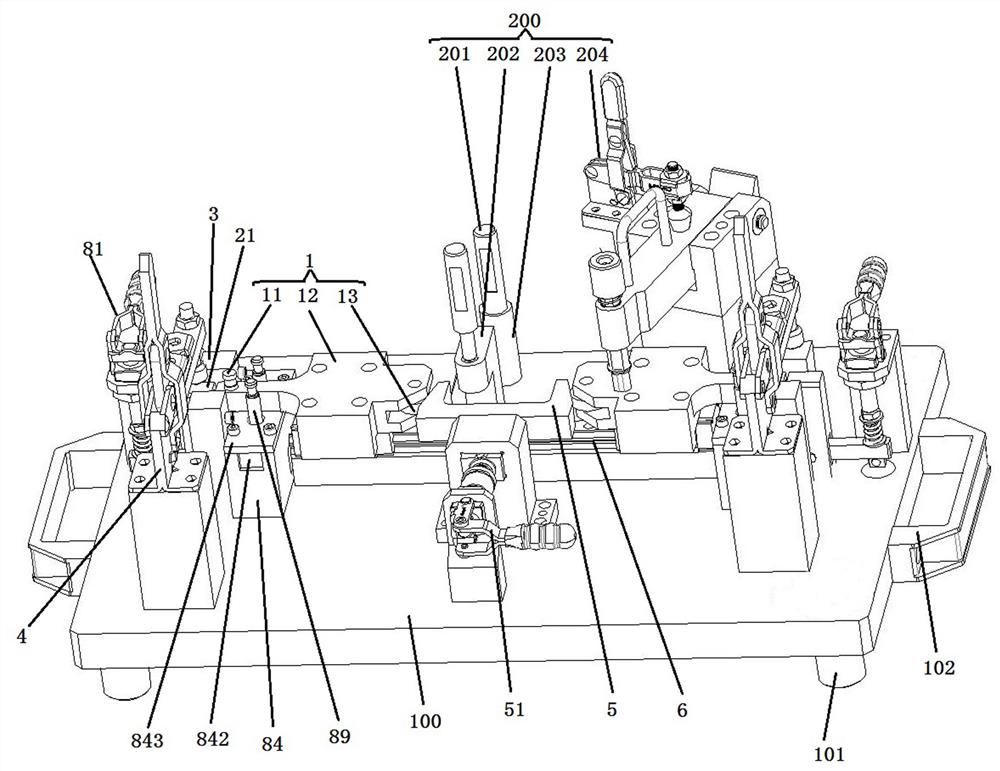
图1为一种应用于进气歧管和排气歧管的法兰孔位置度检测装置的实施例整体示意图;
图2为图1去除压紧机构的示意图;
图3为图1的俯视示意图;
图4为图3中A-A局部剖面示意图;
图5为图4中B处局部放大示意图;
图6为第二线性分中机构的爆炸图;
图7为待检测的排气歧管示意图。
其中,图1-7中,100-底板,101-支脚,102-把手;200-检测机构,201-测量销,202-固定检测底座,203-存销座,204-翻转检测底座,2041-第二测量销,2042-手柄,2043-第五快速夹钳,2044-翻板挡座,2045-支座,2046-衬套,2047-销轴,2048-翻转臂板,2049-固定座;1-第一定位件,11-第一定位销,111-第一凹槽,12-第一滑块,13-轴承,2-第一复位机构,21-支撑座,22-弹簧,3-定位支撑块,4-第一快速夹钳,5-驱动块,51-第二快速夹钳,6-滑轨,7-第三快速夹钳,8-第二线性分中机构,81-第四快速夹钳,82-杠杆,83-驱动杆,84-滑座,841-滑动槽,842-滑道,843-盖板,85-复位挡销,86-第二弹簧,87-第二滑块,88-复位孔,89-第二定位销,891-第二凹槽;X1-第一X向定位点,X2-第二X向定位点,Y1-第一Y向定位点,Y2-第二Y向定位点,Y3-第三Y向定位点,Y4-第四Y向定位点。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,并不限制本发明的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
一种应用于进气歧管和排气歧管的法兰孔位置度检测装置,该检测装置包括底板、定位机构、夹紧机构以及检测组件,定位机构通过第一线性分中机构和第二线性分中机构实现对待测管件的分中定位,且第一线性分中机构的定位点连线与第二线性分中机构定位点连线相互垂直以实现对待测管件在装置中的快速精确定位,并配合夹紧机构实现对待测管件固定,以便可以对待测管件快速精确定位并进行检测,实现高精度、高效检测。
需要说明的是,以下实施例以一个带有四个分歧气道的排气歧管为例进行说明。
具体实施例如下:
实施例1,如图1-7所示,一种应用于进气歧管和排气歧管的法兰孔位置度检测装置,该检测装置包括底板100、定位机构、夹紧机构以及检测组件200。底板100的底部四角分别设置有支脚101,并在底板100的左右两端设置有把手102,方便该检测装置的稳定放置以及转移。在底板100上设置有四个定位支撑块3,四个定位支撑块3两两成对分别处于底板100的左右两端,在检测时排气歧管放置在四个定位支撑块3上。
定位机构连接在底板100上。定位机构包括第一线性分中机构和第二线性分中机构8。第一线性分中机构包括滑轨6、第一定位件1以及驱动块5。滑轨6固定在底板100上,处于四个定位支撑块3之间,且沿左右方向延伸。在本实施例中,滑轨6采用脊式轨道。滑轨6上滑动连接有两个第一定位件1;第一定位件1包括第一滑块12以及第一定位销11,第一滑块12设置有与脊式轨道配合的滑槽;并在两个第一滑块12相互远离的端部设置有第一定位销11,第一定位销11与第一滑块12顶面垂直。在使用时,两个第一定位销11分别悬伸至排气歧管的两个气道内。
在两个第一滑块12之间设置有驱动块5。驱动块5整体呈现为楔形,其两个斜面分别抵接在两个第一滑块12的端部。更具体地,驱动块5的前端连接一个第二快速夹钳51,驱动块5在第二快速夹钳51的作用下实现前后移动,调节方便快捷。在驱动块5沿底板100前后的方向向后移动时,驱动块5顶压两个第一定位件1,使得两个第一定位件1分别向底板100的两端移动,此时两个第一定位销11分别抵紧两个气道的靠外的一侧侧壁上,即两个第一定位销11分别抵紧第一X向定位点X1和第二X向定位点X2,实现从X方向对于排气歧管的分中定位。
第二线性分中机构8设置有两个,两个第二线性分中机构8分别设置在第一线性分中机构的左右两侧。
第二线性分中机构8包括滑座84、第二定位件以及驱动杆83。第二定位件包括两个第二滑块87以及连接在第二滑块87上的第二定位销89。在使用时,一个第二线性分中机构8的两个第二定位销89悬伸至排气歧管的一个气道内,另一个第二线性分中机构8的两个第二定位销89则悬伸至排气歧管另一个气道内。
滑座84设置在支撑座21和相应的第一滑块12之间,滑座84上设置有沿底板100前后方向延伸的滑道842。两个第二滑块87设置在滑道842内。在滑座84中部还设置有滑动槽841,滑动槽841上端与滑道842连通。驱动杆83则设置在滑动槽841内,可以上下滑动。驱动杆83的上端设置有圆锥端,圆锥端的圆锥面与两个第二滑块87的相互靠近的一端抵接。驱动杆83向上滑动时,驱动两个第二滑块87向两侧移动,带动两个第二定位销89向两侧移动,进而抵紧气道的前后侧壁,即四个第二定位销89分别抵紧第一Y向定位点Y1、第二Y向定位点Y2、第三Y向定位点Y3和第四Y向定位点Y4,实现从Y方向对于排气歧管的分中定位。第二线性分中机构8和第一线性分中机构分别从Y方向和X方向对排气歧管分中定位,定位精度高,且定位操作简便,方便在使用过程中对待测管件进行快速高精度的定位。
夹紧机构则包括至少两个快速夹钳。在本实施例中,快速夹钳设置有两个,分别是第一快速夹钳4和第三快速夹钳7,两个快速夹钳分别通过支撑块进行支撑,与底板连接。第一快速夹钳4和第三快速夹钳7分别压紧排气歧管的进气法兰面的两端,实现对排气歧管的压紧固定。
检测组件则包括固定检测底座202、翻转检测底座204、存销座203、第一测量销201以及第二测量销2041。
固定检测底座202整体呈现弯折板状,上端为悬伸至第一线性分中机构上方的固定臂板。固定臂板上设置有与排气歧管的进气法兰面上孔的位置匹配的通孔,通孔供测量销201穿过,实现对孔的位置度的检测。
翻转检测底座204包括固定座2049、翻板挡座2044、衬套2046、销轴2047、辅助固定座(图中未示出)、第五快速夹钳2043、支座2045、翻转臂板2048、手柄2042、复位弹簧(图中未示出)、翻板定位块(图中未示出)。固定座2049固定在底板100上,固定座2049上端设置有支座2045。支座2045上通过衬套2046和销轴2047连接翻转臂板2048,并在支座2045的底部与翻转臂板2048之间设置有翻板定位块,翻板定位块用于保持翻转臂板2048的水平度。翻转臂板2048端部设置有通孔,通孔内连接第二测量销2041,在第二测量销2041和通孔之间设置有复位弹簧,支座2045的后端设置有用于对翻转臂板2048限位的翻板挡座2044。翻转臂板2048上还设置有手柄2042。在固定座2049的一侧设置有辅助固定座,辅助固定座上固定有第五快速夹钳2043,在翻转臂板2048悬伸至法兰面的上方时第五快速夹钳2043对于翻转臂板2048压紧。
存销座203用于存放不使用的测量销201,减少了测量销201丢失的概率。
本实施例一种应用于进气歧管和排气歧管的法兰孔位置度检测装置在使用时,将排气歧管的进气法兰面放置在四个定为支撑块3之上,并通过第二快速夹钳51驱动驱动块5向后移动,两个第一滑块12在驱动块5的作用下分别向两端滑动,此时伸入气道的第一定位销11抵紧外侧的侧壁,实现对于排气歧管的X向分中定位。此时操作驱动杆83向上移动,驱动两个第二滑块87向两侧移动,四个第二定位销89分别抵紧气道的前后侧壁,实现对于排气歧管的Y向分中定位。此时利用第一快速夹钳4和第三快速夹钳7向下压紧进气法兰面,配合定位机构实现对排气歧管的固定。固定完成后,将第一测量销201置于固定检测底座202上的通孔内,将第二测量销2041置于翻转检测底座204的通孔内,对排气歧管的法兰面上孔系位置度进行检测。
第二线性分中机构8和第一线性分中机构分别从Y方向和X方向对排气歧管分中定位,定位精度高,且定位操作简便,方便在使用过程中对待测管件进行快速高精度的定位。并配合夹紧机构固定排气歧管,实现对排气歧管的快速精确定位以及孔位置度的检测。
进一步地,在第一定位销11靠近上端的侧壁设置有第一凹槽111,第一凹槽111用于在气道的口部存在毛刺时进行避让,避免了气道口部的毛刺影响定位精度的现象。更具体地,在第二定位销89 靠近上端的侧壁设置有第二凹槽891,第二凹槽891用于在气道的口部存在毛刺时进行避让。
进一步地,为保证驱动块5推动第一滑块12的顺滑性,在第一滑块12靠近驱动块5的端部设置有旋转件,旋转件的旋转面与驱动块5抵接。并在第一滑块12连接旋转件的端部前侧设置有避让的斜面。在驱动块5向后移动时,带动旋转件旋转,减少摩擦力,提升操作动作的流畅度。在本实施例中,旋转件采用轴承13。在第一滑块12端部设置有连接槽并在连接槽内通过竖直方向延伸的轴连接轴承13。
进一步地,第一线性分中机构还包括第一复位机构2。在驱动块5向前移动后,第一复位机构2驱动第一滑块12向底板100的中间移动,进行复位,解除了对排气歧管的定位限制。第一复位机构2包括支撑座21以及第一弹簧22。支撑座21固定在底板100上,且靠近第一滑块12远离驱动块5的端部。支撑座21上靠近第一滑块12的一侧设置有槽体,在槽体在连接第一弹簧22,并在第一滑块12端部设置有槽体,第一弹簧22的另一端连接在第一滑块12的槽体内。在驱动块5向前回位时,第一滑块12失去了顶压力,此时第一弹簧22的弹性支撑第一滑块12反向滑动,进而解除对于排气歧管的定位作用力。
进一步地,第二滑块87靠近驱动杆83的端部的下侧设置有斜面,更加方便驱动杆的圆锥端与第二滑块87之间的配合。
进一步地,驱动杆83通过杠杆82驱动上下。在滑座84靠近支撑座21的一侧设置有与滑动槽841连通的穿入孔,杠杆82端部伸进穿入孔与驱动杆83连接。杠杆82从支撑座21穿过,并通过轴与支撑座21转动连接,一支撑座21为支点形成杠杆结构。更具体地,杠杆82远离驱动杆83的端部连接第四快速夹钳81。通过第四快速夹钳81驱动杠杆82端部的上下运动,进而杠杆82另一端向下向上移动,杠杆82带动驱动杆83上下,实现对于第二滑块87的驱动。
进一步地,第二线性分中机构还包括第二复位机构。在驱动杆83向下移动,失去对第二滑块87的顶压力后,在第二复位机构的作用下第二滑块87复位,方便快速取下排气歧管。
第二复位机构包括复位孔88、复位挡销85以及第二弹簧86。第二滑块87上设置有上下贯通的复位孔88。复位挡销85处于复位孔88内,且与复位孔88之间为间隙配合。复位挡销85下端固定在滑道842的底部。在复位挡销85与复位孔88的侧壁之间设置有第二弹簧86。在驱动杆83向上移动时,驱动第二滑块87向两侧移动,此时复位孔88侧壁与复位挡销85对于第二弹簧86形成挤压;在驱动杆83先改下移动后,第二滑块87失去受力,此时第二弹簧86弹性支撑第二滑块87恢复原位,结构简单,复位灵活性高。
使用时,首先将排气歧管放置在四个定位支撑块3上,贴实;
然后,操作第二线性分中机构8。 驱动第四快速夹钳81,第四快速夹钳81带动杠杆82端部下移,杠杆82进行杠杆运动,在杠杆82作用下驱动杆83在滑座84内向上移动,此时两个第二滑块87沿滑道842向两侧线性移动,直至各第二定位销89与排气歧管气道定位面接触;继续驱动第四快速夹钳81,至第二定位销89与排气歧管气道定位面紧密接触,然后锁死第四快速夹钳81。
接着,分别推动两个第一快速夹钳4,抵压排气歧管的法兰面,实现预压紧。
之后,操作第一线性分中机构,通过第二快速夹钳51推动驱动块5,在驱动块5推力作用下使第一滑块12沿滑轨6向两侧线性移动,驱动块5推动第一滑块12时与轴承13接触并带动轴承13旋转,保证推动过程中的顺滑性;第一滑块12带动第一定位销11与气道定位面紧密接触,然后锁死第二快速夹钳51,对驱动块5位置固定。
最后,第二次推动两个第一快速夹钳4并进行锁死,对于排气歧管固定。
完成排气歧管的固定后,操作翻转检测底座204使得翻转臂板2048置于排气歧管的法兰面上方,并操作第五快速夹钳2043压紧翻转臂板2048推动第二测量销2041检测被测孔。同时,从存销座203中取出第一测量销201并插入固定检测底座的固定臂板内,检测被测孔。
待检测完成后,先取出第一测量销201,将翻转检测底座204复位,再松开夹紧机构,取出排气歧管,检测工作结束。
以上结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
- 一种应用于进气歧管和排气歧管的法兰孔位置度检测装置
- 一种应用于进气歧管和排气歧管的法兰孔位置度检测装置