端子线束定位焊接设备
文献发布时间:2023-06-19 10:06:57
技术领域
本发明涉及焊接设备领域,尤其是端子线束定位焊接设备。
背景技术
端子线束在生产加工的时候,需要将链式端子的端子逐个切开后,将单个端子与线束连接在一起,然后进行焊接。但是现有的端子与线束的连接处进行焊接的工作效率较低。
发明内容
本发明要解决的技术问题是:为了解决背景技术中描述的技术问题,本发明提供了一种端子线束定位焊接设备。通过端子水平传送台将链式端子往前水平传送。通过线束及端子压紧机构将线束及端子压紧在支撑块上。通过线束感应机构来确定线束是否安装到位。通过切断机构将端子从料带上切断。通过焊接头将线束和端子进行焊接。本申请提高了端子线束的焊接效率。
本发明解决其技术问题所采用的技术方案是:
一种端子线束定位焊接设备,包括机台、端子水平传送台、支撑块、线束及端子压紧机构、线束感应机构、切断机构、焊接头、焊接头升降机构,所述机台上固定有端子水平传送台、支撑块、线束及端子压紧机构、线束感应机构、切断机构、焊接头升降机构,焊接头升降机构上安装有焊接头。
具体地,所述端子水平传送台由水平直线流道、滑块、拨块、限位螺杆、连接头、限位螺杆二、基块、拨块驱动气缸组成,基块固定在机台上,基块顶部固定有水平直线流道,水平直线流道上设有用于穿过拨块的穿槽,拨块驱动气缸的缸体固定在基块上,拨块驱动气缸的活塞杆上固定有滑块,滑块上铰接有拨块,拨块与滑块之间连接有弹簧,基块上螺纹连接有限位螺杆和限位螺杆二,限位螺杆的端头处设有连接头,连接头置于滑块的内腔里。
具体地,所述线束及端子压紧机构由压块、压块升降气缸组成,压块升降气缸的缸体固定在机台上,压块升降气缸的活塞杆上固定有压块。
具体地,所述支撑块左右两侧分别设有两个相互对称的线束及端子压紧机构。
具体地,所述线束感应机构由感应器、感应器驱动气缸组成,感应器驱动气缸的缸体固定在机台上,感应器驱动气缸的活塞杆上固定有挡块,挡块上设有感应器。
具体地,所述切断机构由切刀、切刀升降气缸、压板、缓冲弹簧组成,切刀升降气缸的缸体固定在机台上,切刀升降气缸的活塞杆上固定有连接块,连接块上固定有切刀,连接块与压板滑配连接,连接块与压板之间连接有缓冲弹簧。
具体地,所述焊接头升降机构为电缸,焊接头升降机构的缸体固定在机台上,焊接头升降机构的活塞杆上固定有焊接头。
本发明的有益效果是:本发明提供了一种端子线束定位焊接设备。通过端子水平传送台将链式端子往前水平传送。通过线束及端子压紧机构将线束及端子压紧在支撑块上。通过线束感应机构来确定线束是否安装到位。通过切断机构将端子从料带上切断。通过焊接头将线束和端子进行焊接。本申请提高了端子线束的焊接效率。
附图说明
下面结合附图和实施例对本发明进一步说明。
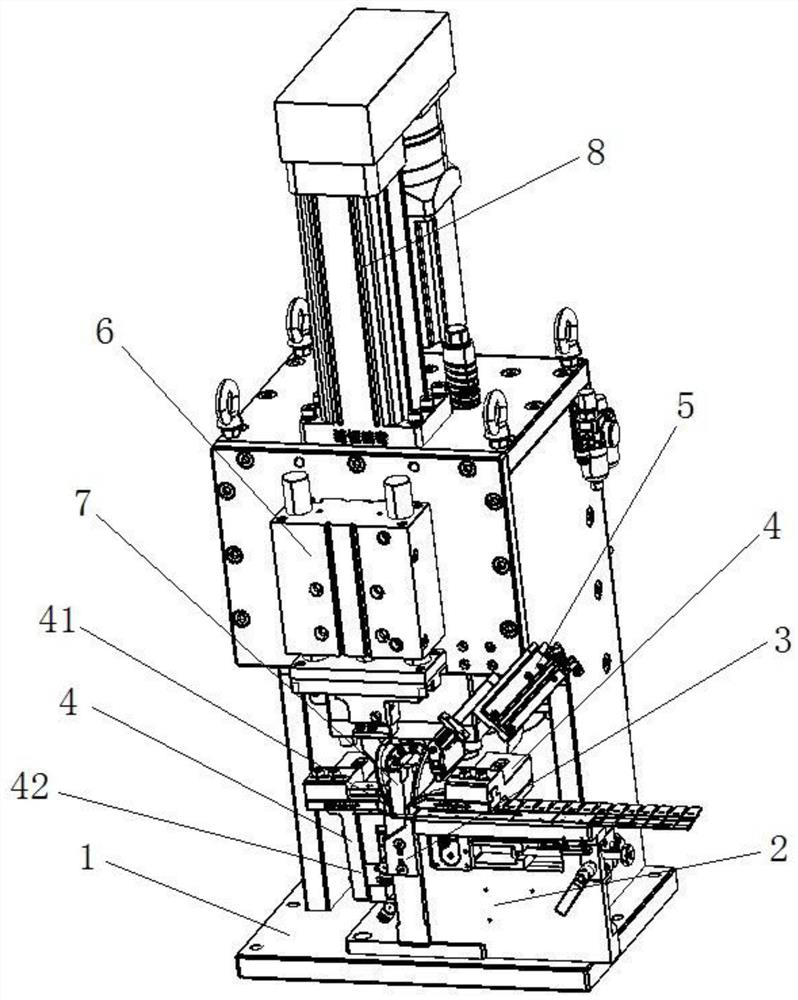
图1是本发明的结构示意图;
图2是本发明的端子水平传送台的第一视角的结构示意图;
图3是本发明的端子水平传送台的第二视角的结构示意图;
图4是本发明的线束感应机构的结构示意图;
图5是本发明的切断机构的结构示意图;
图中1.机台,2.端子水平传送台,3.支撑块,4.线束及端子压紧机构,5.线束感应机构,6.切断机构,7.焊接头,8.焊接头升降机构,21.水平直线流道,22.滑块,23.拨块,24.限位螺杆,25.连接头,26.限位螺杆二,27.基块,28.拨块驱动气缸,41.压块,42.压块升降气缸,51.感应器,52.感应器驱动气缸,61.切刀,62.切刀升降气缸,63.压板。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
图1是本发明的结构示意图,图2是本发明的端子水平传送台的第一视角的结构示意图,图3是本发明的端子水平传送台的第二视角的结构示意图,图4是本发明的线束感应机构的结构示意图,图5是本发明的切断机构的结构示意图。
如附图1所示,一种端子线束定位焊接设备,包括机台1、端子水平传送台2、支撑块3、线束及端子压紧机构4、线束感应机构5、切断机构6、焊接头7、焊接头升降机构8,所述机台1上固定有端子水平传送台2、支撑块3、线束及端子压紧机构4、线束感应机构5、切断机构6、焊接头升降机构8,焊接头升降机构8上安装有焊接头7。
结合附图2和附图3所示,端子水平传送台2由水平直线流道21、滑块22、拨块23、限位螺杆24、连接头25、限位螺杆二26、基块27、拨块驱动气缸28组成,基块27固定在机台1上,基块27顶部固定有水平直线流道21,水平直线流道21上设有用于穿过拨块23的穿槽,拨块驱动气缸28的缸体固定在基块27上,拨块驱动气缸28的活塞杆上固定有滑块22,滑块22上铰接有拨块23,拨块23与滑块22之间连接有弹簧,基块27上螺纹连接有限位螺杆24和限位螺杆二26,限位螺杆24的端头处设有连接头25,连接头25置于滑块22的内腔里。
端子水平传送台2的工作方式为,拨块驱动气缸28的活塞杆可以驱使滑块22水平移动,滑块22会带动拨块23来回水平移动。拨块23在弹簧的支持下呈竖直状态。当拨块23位于相邻两个端子之间时,可以推动链式端子往前水平移动。当拨块23往前水平移动一段距离之后,拨块23往后回退的时候,会被后方的端子干涉,从而驱使拨块23旋转,这样拨块23可以绕过后方的端子进入到后方的相邻端子之间。当拨块23进入相邻端子之间时,在弹簧回弹带动下反向旋转复位,从而重新穿出后,可以继续推动链式端子往前移动。拧动限位螺杆24,可以驱使连接头25来回移动,连接头25无法穿出滑块22的内腔,连接头25可以在滑块22的内腔里来回移动,这样就可以限制滑块22往前移动的行程。拧动限位螺杆二26,可以调节限位螺杆二26端头的左右位置,这样可以通过限位螺杆二26端头顶住滑块22,就可以限制滑块22往后移动的行程。
线束及端子压紧机构4由压块41、压块升降气缸42组成,压块升降气缸42的缸体固定在机台1上,压块升降气缸42的活塞杆上固定有压块41。
支撑块3左右两侧分别设有两个相互对称的线束及端子压紧机构4。
如附图4所示,线束感应机构5由感应器51、感应器驱动气缸52组成,感应器驱动气缸52的缸体固定在机台1上,感应器驱动气缸52的活塞杆上固定有挡块,挡块上设有感应器51。
如附图5所示,切断机构6由切刀61、切刀升降气缸62、压板63、缓冲弹簧组成,切刀升降气缸62的缸体固定在机台1上,切刀升降气缸62的活塞杆上固定有连接块,连接块上固定有切刀61,连接块与压板63滑配连接,连接块与压板63之间连接有缓冲弹簧。
切断机构6的工作方式为,切刀升降气缸62的活塞杆驱使切刀61及压板63往下移动,压板63压住端子之后,会经由缓冲弹簧来提供缓冲压力。切刀61继续下移,将端子从料带上切断。
焊接头升降机构8为电缸,焊接头升降机构8的缸体固定在机台1上,焊接头升降机构8的活塞杆上固定有焊接头7。
本申请的工作方式为,首先将链式端子放置到端子水平传送台2上进行水平传送,当链式端子最前端的端子被传送到支撑块3上之后停止移动。接着支撑块3左右两侧的压块升降气缸42驱使压块41下移,两个压块41分别压住端子的左右两端。接着切断机构6将被压紧的端子从料带上切断。然后感应器驱动气缸52驱使感应器51移动至端子的前方,接着将线束端头放置到该端子上方。当线束端头接触到感应器51上之后,感应器51将感应信息传送给控制机。最后控制机驱使感应器51回退复位,而焊接头升降机构8驱使焊接头7朝下方的线束及端子的连接处移动,从而将线束及端子焊接在一起。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
- 端子线束定位焊接设备
- 电子线束加工用线束定位机构