一种氘代甲醇驰放气中氘气的回收系统
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种氘代甲醇驰放气中氘气的回收系统,属于氘代化学品制备技术领域。
背景技术
氘代甲醇,分子式CD
目前氘代甲醇主要是利用合成气(CO、D
发明内容
针对目前氘代甲醇驰放气中回收氘气存在的不足,本发明提供一种氘代甲醇驰放气中氘气的回收系统,该回收系统经过两级膜分离,对氘代甲醇驰放气中的氘气进行了充分的回收利用,回收率达到98%以上,而且同时对驰放气中的CO和N
本发明的目的是通过以下技术方案实现的。
一种氘代甲醇驰放气中氘气的回收系统,所述回收系统包括一级膜分离单元、变压吸附分离单元、二级膜分离单元、氘气储罐以及CO-N
一级膜分离单元的输入端与合成氘代甲醇产生的驰放气通过驰放气管路连接,一级膜分离单元的渗透气输出端通过氘气管路与氘气储罐连接,一级膜分离单元的非渗透气输出端通过非渗透气管路与变压吸附分离单元的输入端连接,变压吸附分离单元的输入端还通过氮气管路与外部的氮气源连接,变压吸附分离单元的未吸附气输出端通过CO-N
进一步地,一级膜分离单元以及二级膜分离单元中的分离膜优选选用聚酰胺中空纤维膜或醋酸纤维螺旋卷式膜。
进一步地,变压吸附分离单元的吸附材料优选选用硅胶、活性氧化铝或活性炭。
进一步地,驰放气进入一级膜分离单元的压力优选4.5MPa~7MPa。
进一步地,驰放气进入一级膜分离单元的温度优选40℃~50℃。
采用上述回收系统回收氘气的具体过程如下:合成氘代甲醇产生的驰放气通过驰放气管路进入一级膜分离单元进行分离,氘气作为渗透气渗透一级膜后通过氘气管路进入氘气储罐,CO、N
有益效果:
本发明所述回收系统结构简单,在两级膜分离单元和变压吸附分离单元的协同作用下实现了对驰放气中氘气的有效回收,回收率达到98%以上,同时也实现了对驰放气中CO和N
附图说明
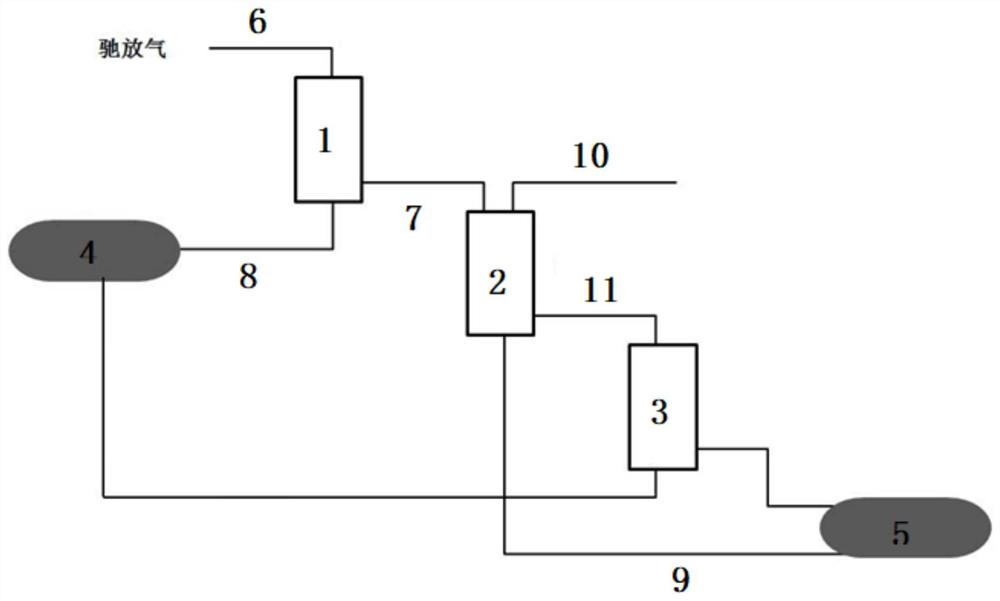
图1为实施例中所述回收系统的结构示意图。
其中,1-一级膜分离单元,2-变压吸附分离单元,3-二级膜分离单元,4-氘气储罐,5-CO-N
具体实施方式
下面结合具体实施方式对本发明作进一步阐述,其中,所述方法如无特别说明均为常规方法,所述原材料如无特别说明均能从公开商业途径获得。
以下实施例中,对合成氘代甲醇产生的驰放气中氘气进行回收的系统包括一级膜分离单元1、变压吸附分离单元2、二级膜分离单元3、氘气储罐4以及CO-N
其中,一级膜分离单元1以及二级膜分离单元3中的分离膜可以选用聚酰胺中空纤维膜或醋酸纤维螺旋卷式膜;变压吸附分离单元2的吸附材料可以选用硅胶、活性氧化铝或活性炭;
一级膜分离单元1的输入端与合成氘代甲醇产生的驰放气通过驰放气管路6连接,一级膜分离单元1的渗透气输出端通过氘气管路8与氘气储罐4连接,一级膜分离单元1的非渗透气输出端通过非渗透气管路7与变压吸附分离单元2的输入端连接,变压吸附分离单元2的输入端还通过氮气管路10与外部的氮气源连接,变压吸附分离单元2的未吸附气输出端通过CO-N
实施例1
合成氘代甲醇产生的驰放气以12000Nm
在本实施例中,如果只使用一级膜分离技术从驰放气中回收氘气,氘气回收率只有75%左右;而利用两级膜分离技术和变压吸附技术从驰放气中回收氘气,氘气回收率达到98.5%以上。
实施例2
合成氘代甲醇产生的驰放气以20000Nm
在本实施例中,如果只使用一级膜分离技术从驰放气中回收氘气,氘气回收率只有71%左右;而利用两级膜分离技术和变压吸附技术从驰放气中回收氘气,氘气回收率达到98%以上。
综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种氘代甲醇驰放气中氘气的回收系统
- 一种氘代甲醇驰放气中氘气的回收系统