一种注塑模具投料用定量稳压装置
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种稳压装置,尤其涉及一种注塑模具投料用定量稳压装置。
背景技术
注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时,将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品的一种加工方法。
随着社会的不断发展,人们对注塑产品质量的要求日益提升,这对注塑成型技术提出了更高的要求,注射压力是影响注塑成型加工过程的重要因素,型腔内加压不足或材料不足时,注塑制品由于熔融注塑树脂尚未完全充满模腔时就已冷却硬化而造成充填不足,当注射压力过高或材料过多时熔融注塑树脂从模具分型面上溢出而形成溢边毛刺损伤模具分型面。
因此亟需研发一种可实现注塑模具定量投料、控制并稳定维持模具型腔气体压力大小的注塑模具投料用定量稳压装置。
发明内容
为了克服型腔内加压不足时,注塑制品由于熔融注塑树脂尚未完全充满模腔时就已冷却硬化而造成充填不足,当注射压力过高时熔融注塑树脂从模具分型面上溢出而形成溢边毛刺的缺点,技术问题:提供一种可实现注塑模具定量投料、控制并稳定维持模具型腔气体压力大小的注塑模具投料用定量稳压装置。
技术方案如下:一种注塑模具投料用定量稳压装置,包括:底板,底板顶部一侧均匀间隔设置有三脚架;支撑柱,底板顶部对称设置有支撑柱;挤出机构,底板顶部与多个三脚架顶部之间设置有挤出机构;计量下料机构,两个支撑柱之间设置有计量下料机构;注射机构,底板顶部远离三脚架一侧设置有注射机构。
可选地,挤出机构包括:电热圆筒,多个三脚架顶部之间设置有电热圆筒;螺旋叶片,电热圆筒内间隙配合设置有螺旋叶片;斜齿轴,螺旋叶片远离三脚架一侧设置有斜齿轴;啮合套,斜齿轴上滑动式设置有啮合套;滑台,底板顶部靠近斜齿轴一侧设置有滑台;轴承座,滑台顶部设置有轴承座;转轴,轴承座上设置有转轴;圆齿轮,转轴与啮合套外圈上均设置有圆齿轮,两个圆齿轮相互啮合;伺服电机,滑台顶部设置有伺服电机,伺服电机输出轴与第一转轴通过联轴器连接。
可选地,计量下料机构包括:锥形筒,两个支撑柱之间设置有锥形筒;转杆,锥形筒上侧转动式设置有转杆;落料盘,转杆上设置有落料盘;摆动杆,转杆一端设置有摆动杆;配重块,摆动杆上对称滑动式设置有配重块;固定块,两个支撑柱顶部之间设置有固定块;第一滑轨,固定块中部靠近伺服电机一侧设置有第一滑轨;漏斗,固定块中部设置有漏斗;滑块,第一滑轨上滑动式设置有滑块;开关板,滑块靠近漏斗一侧设置有开关板,开关板与漏斗出料口配合;连杆,滑块远离漏斗一侧设置有连杆;夹紧块,连杆端部设置有夹紧块。
可选地,注射机构包括:支撑杆,底板顶部靠近伺服电机一侧对称设置有支撑杆;液压腔体,两个支撑杆顶部之间设置有液压腔体;顶块,液压腔体内滑动式设置有顶块,顶块与斜齿轴连接;密封罩,液压腔体上设置有密封罩;连接管,密封罩上设置有连接管;液压缸,底板顶部靠近伺服电机一侧设置有液压缸,液压缸与连接管连通。
可选地,还包括:检测传感器,锥形筒靠近摆动杆的侧壁上设置有检测传感器,检测传感器与相近配重块配合。
可选地,还包括:连接阀,电热圆筒顶部远离伺服电机一侧设置有连接阀;接合套,连接阀上设置有接合套;压力表,接合套顶部设置有压力表。
可选地,还包括:第二滑轨,底板顶部设置有第二滑轨,第二滑轨与滑台滑动式配合;螺纹套,第二滑轨底部设置有螺纹套;螺杆,螺纹套上螺纹配合设置有螺杆;扳手,螺杆端部可拆卸设置有扳手;连接套,螺旋叶片与转轴之间设置有连接套。
可选地,检测传感器为计数传感器。
本发明的有益效果是:1、工作人员启动伺服电机,继而带动螺旋叶片转动将注塑颗粒传送至电热圆筒内熔化成液态,通过控制液压缸内液压油可实现注塑模具稳压。
2、当工作人员需要进行注塑模具投料用定量稳压时,工作人员将注塑颗粒倒进漏斗内,拉动滑块在第一滑轨上移动带动开关板移动打开漏斗出料口,通过检测传感器可测得漏斗内注塑颗粒落料量。
3、当工作人员需要进行注塑模具投料用定量稳压时,工作人员启动电热圆筒,通过压力表可了解电热圆筒内作业状态。
4、当工作人员需要进行注塑模具投料用定量稳压时,工作人员可通过多次转动扳手带动螺杆在螺纹套内转动调节滑台与第二滑轨相对位置控制电热圆筒内压强大小,连接套可保证装置稳定运行。
附图说明
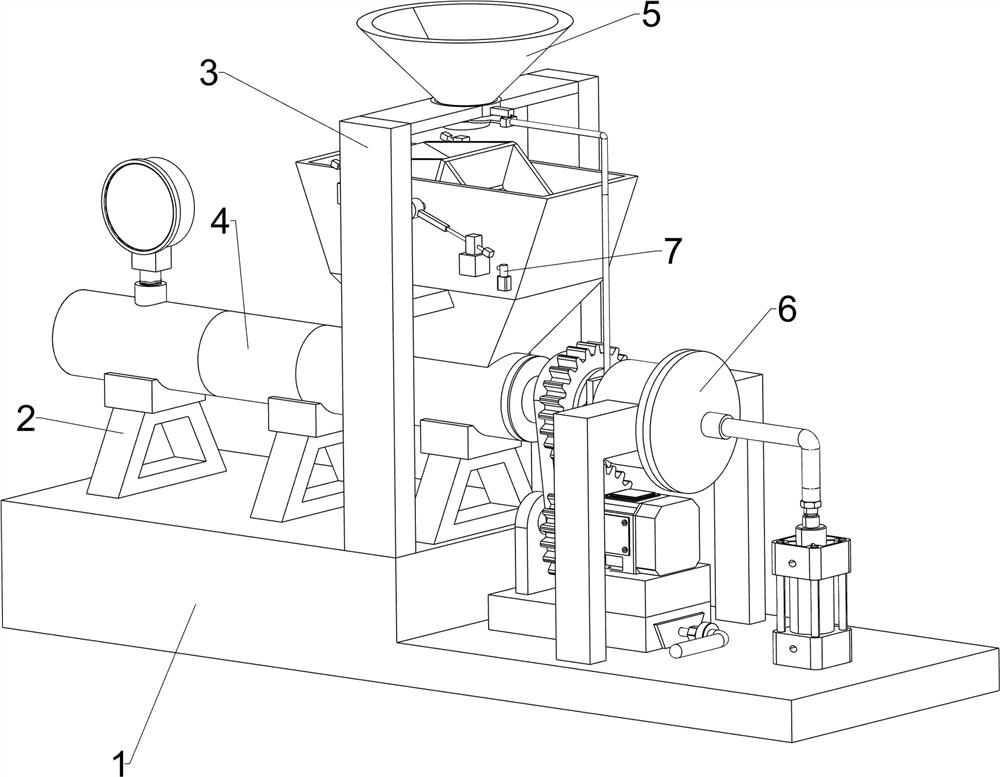
图1为本发明的立体结构示意图。
图2为本发明挤出机构的立体结构示意图。
图3为本发明计量下料机构的立体结构示意图。
图4为本发明注射机构的立体结构示意图。
图5为本发明的第一种部分立体结构示意图。
图6为本发明的第二种部分立体结构示意图。
附图标记说明:1底板,2三脚架,3支撑柱,4挤出机构,41电热圆筒,42螺旋叶片,43斜齿轴,44啮合套,45滑台,46轴承座,47转轴,48圆齿轮,49伺服电机,5计量下料机构,51锥形筒,52转杆,521落料盘,53摆动杆,54配重块,55固定块,56第一滑轨,57漏斗,58滑块,59开关板,510连杆,511夹紧块,6注射机构,61支撑杆,62液压腔体,63顶块,64密封罩,65连接管,66液压缸,7检测传感器,8连接阀,9接合套,10压力表,11第二滑轨,12螺纹套,13螺杆,14扳手,15连接套。
具体实施方式
以下参照附图对本发明的实施方式进行说明。
实施例1
如图1、图2、图3和图4所示,一种注塑模具投料用定量稳压装置,包括有底板1、三脚架2、支撑柱3、挤出机构4、计量下料机构5和注射机构6,底板1顶部左侧均匀间隔设置有三脚架2,底板1顶部中间前后对称设置有支撑柱3,底板1顶部与多个三脚架2顶部之间设置有挤出机构4,两个支撑柱3之间设置有计量下料机构5,底板1顶部右侧设置有注射机构6。
挤出机构4包括有电热圆筒41、螺旋叶片42、斜齿轴43、啮合套44、滑台45、轴承座46、转轴47、圆齿轮48和伺服电机49,多个三脚架2顶部之间设置有电热圆筒41,电热圆筒41内间隙配合设置有螺旋叶片42,螺旋叶片42右侧设置有斜齿轴43,斜齿轴43上滑动式设置有啮合套44,底板1顶部右侧设置有滑台45,滑台45顶部设置有轴承座46,轴承座46上设置有转轴47,转轴47与啮合套44外圈上均设置有圆齿轮48,两个圆齿轮48相互啮合,滑台45顶部设置有伺服电机49,伺服电机49输出轴与第一转轴47通过联轴器连接。
计量下料机构5包括有锥形筒51、转杆52、落料盘521、摆动杆53、配重块54、固定块55、第一滑轨56、漏斗57、滑块58、开关板59、连杆510和夹紧块511,两个支撑柱3之间设置有锥形筒51,锥形筒51上侧转动式设置有转杆52,转杆52上设置有落料盘521,转杆52前端设置有摆动杆53,摆动杆53上左右对称滑动式设置有配重块54,两个支撑柱3顶部之间设置有固定块55,固定块55中部右侧设置有第一滑轨56,固定块55中部设置有漏斗57,第一滑轨56上滑动式设置有滑块58,滑块58左侧设置有开关板59,开关板59与漏斗57出料口配合,滑块58右侧设置有连杆510,连杆510底端设置有夹紧块511。
注射机构6包括有支撑杆61、液压腔体62、顶块63、密封罩64、连接管65和液压缸66,底板1顶部右侧前后对称设置有支撑杆61,两个支撑杆61顶部之间设置有液压腔体62,液压腔体62内滑动式设置有顶块63,顶块63与斜齿轴43连接,液压腔体62上设置有密封罩64,密封罩64上设置有连接管65,底板1顶部右侧设置有液压缸66,液压缸66与连接管65连通。
当工作人员需要进行注塑模具投料用定量稳压时,工作人员将模具放置在电热圆筒41一端,启动电热圆筒41预热,将注塑颗粒倒进漏斗57内,拉动滑块58在第一滑轨56上移动带动开关板59移动打开漏斗57出料口,漏斗57内注塑颗粒落至落料盘521内带动落料盘521绕转杆52转动向锥形筒51一侧倾斜,落料盘521绕转杆52转动带动转杆52转动,转杆52转动带动摆动杆53绕转杆52转动,摆动杆53绕转杆52转动带动配重块54移动,通过配重块54实现落料盘521内注塑颗粒定量下料至锥形筒51内落至电热圆筒41中螺旋叶片42上,工作人员启动伺服电机49,伺服电机49输出轴转动带动转轴47转动,转轴47转动通过圆齿轮48带动啮合套44转动,啮合套44转动带动斜齿轴43转动,斜齿轴43转动带动螺旋叶片42转动,螺旋叶片42转动将注塑颗粒传送落至电热圆筒41内熔化成液态,工作人员启动液压缸66挤压液压缸66内液压油通过连接管65和液压腔体62带动顶块63移动,顶块63移动带动斜齿轴43在啮合套44内移动,斜齿轴43在啮合套44内移动带动螺旋叶片42在电热圆筒41内移动将注塑液注射至模具内,工作人员控制液压缸66吸回液压油带动顶块63移动复位,继而带动螺旋叶片42在电热圆筒41内移动复位,重复上述操作可实现注塑模具投料用定量稳压。
实施例2
如图3、图5和图6所示,在实施例1的基础上,一种注塑模具投料用定量稳压装置,还包括有检测传感器7,锥形筒51前侧壁上设置有检测传感器7,检测传感器7与相近配重块54配合。
当工作人员需要进行注塑模具投料用定量稳压时,工作人员将注塑颗粒倒进漏斗57内,拉动滑块58在第一滑轨56上移动带动开关板59移动打开漏斗57出料口,通过检测传感器7可测得漏斗57内注塑颗粒落料量。
还包括有连接阀8、接合套9和压力表10,电热圆筒41顶部左侧设置有连接阀8,连接阀8上设置有接合套9,接合套9顶部设置有压力表10。
当工作人员需要进行注塑模具投料用定量稳压时,工作人员启动电热圆筒41,通过压力表10可了解电热圆筒41内作业状态。
还包括有第二滑轨11、螺纹套12、螺杆13、扳手14和连接套15,底板1顶部设置有第二滑轨11,第二滑轨11与滑台45滑动式配合,第二滑轨11底部设置有螺纹套12,螺纹套12上螺纹配合设置有螺杆13,螺杆13右端可拆卸设置有扳手14,螺旋叶片42与转轴47之间设置有连接套15。
当工作人员需要进行注塑模具投料用定量稳压时,工作人员可通过多次转动扳手14带动螺杆13在螺纹套12内转动调节滑台45与第二滑轨11相对位置控制电热圆筒41内压强大小,连接套15可保证装置稳定运行。
检测传感器7为计数传感器,它能感受到被测量的信息,并能将感受到的信息,按一定规律变换成为电信号或其他所需形式的信息输出,只要给它一个接点信号或者传感信号都可以精准计数。
尽管已经参照本公开的特定示例性实施例示出并描述了本公开,但是本领域技术人员应该理解,在不背离所附权利要求及其等同物限定的本公开的精神和范围的情况下,可以对本公开进行形式和细节上的多种改变。因此,本公开的范围不应该限于上述实施例,而是应该不仅由所附权利要求来进行确定,还由所附权利要求的等同物来进行限定。
- 一种注塑模具投料用定量稳压装置
- 一种管材生产用可定量注塑的注塑模具