一种带进口导叶齿轮组装整体撬装式离心压缩机
文献发布时间:2023-06-19 11:16:08
技术领域
本发明属于离心压缩机的技术领域,具体涉及到一种带进口导叶齿轮组装整体撬装式离心压缩机。
背景技术
进口导叶是为了解决离心压缩机的进口介质流动均匀性问题,本申请人曾经设计过一种《径向进口导叶调节器》(CN201786393U),但结构仍感到复杂,需要稍加改良。
现有的压缩机组其压缩机与润滑油系统是分体安装的,导致管路复杂,能耗增大,且结构不紧凑,安装和维修都不方便。
发明内容
本发明的带有进口导叶齿轮组装整体撬装式离心压缩机,包括齿轮上箱盖、齿轮下箱体、齿轮对组、轴承组、密封组、叶轮、蜗壳、进气机壳、进口导叶、进气管、排气管、联轴器、驱动电机、底座、润滑泵组、油冷却器、油过滤器及底座安装螺栓、螺母,其特征在于:
(1)齿轮对组由大齿轮轴和小齿轮轴组成,大齿轮轴和小齿轮轴通过轴承的支撑安装在齿轮下箱体中;
(2)齿轮上箱盖和下箱体通过中分面螺栓把合到一起,蜗壳通过螺栓与齿轮下箱体连接到一起;
(3)叶轮安装到齿轮对组小齿轮轴一端,并用轴端锁母锁紧;
(4)密封分别安装到蜗壳和齿轮箱上,安装在蜗壳上的密封可以防止蜗壳内部经过叶轮压缩机后的气体泄露到蜗壳外,安装在齿轮箱上的密封可以防止齿轮箱内的润滑油泄漏到齿轮箱体外部;
(5)进口导叶安装到进气机壳上,并通过关节轴承和销固定,然后通过螺杆和关节轴承与驱动环连接一起,驱动环在与外部的驱动装置连接,以便来调整进口导叶的角度;
(6)然后进口管通过螺栓与进气机壳连接到一起;排气管通过螺栓与蜗壳连接到一起;
(7)齿轮箱、驱动电机通过螺栓安装到底座上,齿轮箱箱体内的低速轴通过联轴器载与驱动电机连接到一起;
(8)润滑油泵组、油冷却器以及油过滤器通过螺栓安装固定到底座上,在底座内部注有润滑油,再通过管路依次把油泵、油冷却器、油过滤器以及齿轮箱连接到一起,然后给轴承以及啮合的齿轮提供润滑油。
本发明的优点和积极效果:
本发明离心压缩机组采用整体撬装结构,结构紧凑,用户现场安装方便;不像以往需要把压缩机组和润滑油系统两部分分别安装;并且带有进口导叶,可以改变气体进入叶轮的流动角度,提高压缩机工作效率。
附图说明
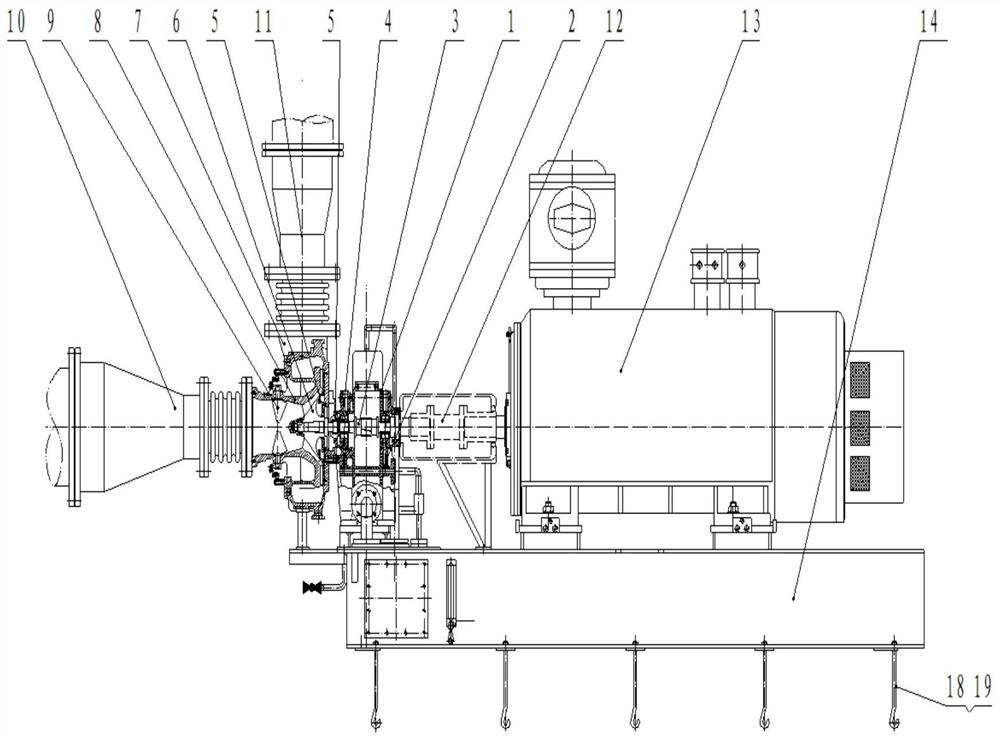
图1为本发明的主视图;
图2为图1的俯视图;
图3为装有进口导叶的进气机壳视图;
图4为装有叶轮的齿轮对视图;
其中:1为齿轮上箱盖,2为齿轮下箱体,3为齿轮对组,4为轴承组,5为密封组,6为叶轮,7为蜗壳,8为进气机壳,9为进口导叶,10为进气管,11为排气管,12为联轴器,13为驱动电机,14为底座,15为润滑泵组,16为油冷却器,17为油过滤器,18和19为底座安装螺栓、螺母。
具体实施方式
下面结合附图对本发明作进一步详述。
如图1所示,本发明包括齿轮上箱盖1及齿轮下箱体2;其中轴承组4安装到齿轮下箱体2中;齿轮对组3通过轴承4的支撑安装到齿轮下箱体2内;蜗壳7通过螺栓以及齿轮下箱体2上的止口与箱体连接到一起;然后把密封组5分别安装到蜗壳上和齿轮箱体上,减少蜗壳内气体的泄露和防止箱体内润滑油泄露到箱体外。然后把叶轮6通过专用工具安装到齿轮对组高速轴上,并通过轴头锁母锁紧;进气机壳8通过螺栓和蜗壳7上的止口配合与蜗壳连接到一起;进口导叶9安装到进气机壳上;进气管10通过螺栓与进气机壳9连接到一起;排气管11通过螺栓与蜗壳7连接到一起;然后驱动电机13以及齿轮箱体通过螺栓安装到底座14上;驱动电机15与齿轮对组低速轴通过联轴器12连接到一起。润滑油泵组15、油冷却器16以及油过滤器17通过螺栓固定到底座14上,并通过管道与齿轮箱体连接到一起;然后在底座14内部注有润滑油,通过润滑油泵组15给轴承组4供润滑油;压缩机机组到达用户现场后待找平后通过螺栓18和螺母19固定到基础地面上。
以下在通过具体的实施例对本发明的带进口导叶齿轮组装整体撬装式离心压缩机参数作进一步的说明。
实施例1正丁烷深加工产业链项目气提风机。
如图1、2所示,分别加工好齿轮上箱盖1和下箱体2;齿轮对组3;轴承组4;密封组5;叶轮6;蜗壳7;进气机壳8和进口导叶9等部件。先用ASTM A705时效硬化不锈钢加工出一个直径为280mm的后弯、半开式叶轮。用35CrMoV合金钢锻件车削制齿轮对高速轴,轴上加工的齿面经过氮化处理;齿轮对低速轴采用35CrMo合金钢锻件车削制而成,然后用35CrMoV加工的齿轮齿面采用氮化处理并通过键与低速轴安装到一起;然后把齿轮对低速轴和高速轴通过轴承组4安装到齿轮下箱体2中,形成齿轮对组2。采用HT250铸件铸造并加工成齿轮上箱盖1、下箱体2、蜗壳7以及进气机壳8;在采用2A14锻造铝合金制成密封组5;采用ZG12Cr13铸造并加工出进口导叶9;然后把叶轮6通过专用工具安装到齿轮对组高速轴上,并通过轴头锁母锁紧;进气机壳8通过螺栓和蜗壳7上的止口配合与蜗壳连接到一起;进口导叶9安装到进气机壳上;进气管10采用Q235焊接而成,并通过螺栓与进气机壳9连接到一起;排气管11采用Q235焊接而成,并通过螺栓与蜗壳7连接到一起;底座14采用Q235焊接并加工成型;然后外购的驱动电机13以及齿轮箱体通过螺栓安装到底座14上;驱动电机15与齿轮对组低速轴通过联轴器12连接到一起。润滑油泵组15、油冷却器16以及油过滤器17通过螺栓固定到底座14上,并通过管道与齿轮箱体连接到一起;然后在底座14内部注有润滑油,通过润滑油泵组15给轴承组4供润滑油;压缩机机组到达用户现场后待找平后通过螺栓18和螺母19固定到基础地面上。于是本发明带有进口导叶齿轮组装整体撬装式离心压缩机便制造、安装成功。
实施例2丙烯装置装置循环气压缩机。
如图1、2所示,分别加工好齿轮上箱盖1和下箱体2;齿轮对组3;轴承组4;密封组5;叶轮6;蜗壳7;进气机壳8和进口导叶9等部件。先用ASTM A705时效硬化不锈钢加工出一个直径为450mm的后弯、半开式叶轮。用20CrMnMo合金钢锻件车削制齿轮对高速轴,轴上加工的齿面经过碳化处理;齿轮对低速轴采用20CrMnMo合金钢锻件车削制而成,然后用20CrMnMo加工的齿轮齿面采用碳化处理并通过键与低速轴安装到一起;然后把齿轮对低速轴和高速轴通过轴承组4安装到齿轮下箱体2中,形成齿轮对组2。采用ZG230-450铸件铸造并加工成齿轮上箱盖1、下箱体2、蜗壳7以及进气机壳8;在采用2A14锻造铝合金制成密封组5;采用ZG12Cr13铸造并加工出进口导叶9;然后把叶轮6通过专用工具安装到齿轮对组高速轴上,并通过轴头锁母锁紧;进气机壳8通过螺栓和蜗壳7上的止口配合与蜗壳连接到一起;进口导叶9安装到进气机壳上;进气管10采用Q235焊接而成,并通过螺栓与进气机壳9连接到一起;排气管11采用Q235焊接而成,并通过螺栓与蜗壳7连接到一起;底座14采用Q235焊接并加工成型;然后外购的驱动电机13以及齿轮箱体通过螺栓安装到底座14上;驱动电机15与齿轮对组低速轴通过联轴器12连接到一起。润滑油泵组15、油冷却器16以及油过滤器17通过螺栓固定到底座14上,并通过管道与齿轮箱体连接到一起;然后在底座14内部注有润滑油,通过润滑油泵组15给轴承组4供润滑油;压缩机机组到达用户现场后待找平后通过螺栓18和螺母19固定到基础地面上。于是本发明带有进口导叶齿轮组装整体撬装式离心压缩机便制造、安装成功。
实施例3催化裂化装置增压机组。
如图1、2所示,分别加工好齿轮上箱盖1和下箱体2;齿轮对组3;轴承组4;密封组5;叶轮6;蜗壳7;进气机壳8和进口导叶9等部件。先用钛合TC4金加工出一个直径为400mm的后弯、半开式叶轮。用20CrMnMo合金钢锻件车削制齿轮对高速轴,轴上加工的齿面经过碳化处理;齿轮对低速轴采用20CrMnMo合金钢锻件车削制而成,然后用20CrMnMo加工的齿轮齿面采用碳化处理并通过键与低速轴安装到一起;然后把齿轮对低速轴和高速轴通过轴承组4安装到齿轮下箱体2中,形成齿轮对组2。采用ZG230-450铸件铸造并加工成齿轮上箱盖1、下箱体2、蜗壳7以及进气机壳8;在采用2A14锻造铝合金制成密封组5;采用ZG12Cr13铸造并加工出进口导叶9;然后把叶轮6通过专用工具安装到齿轮对组高速轴上,并通过轴头锁母锁紧;进气机壳8通过螺栓和蜗壳7上的止口配合与蜗壳连接到一起;进口导叶9安装到进气机壳上;进气管10采用Q235焊接而成,并通过螺栓与进气机壳9连接到一起;排气管11采用Q235焊接而成,并通过螺栓与蜗壳7连接到一起;底座14采用Q235焊接并加工成型;然后外购的驱动电机13以及齿轮箱体通过螺栓安装到底座14上;驱动电机15与齿轮对组低速轴通过联轴器12连接到一起。润滑油泵组15、油冷却器16以及油过滤器17通过螺栓固定到底座14上,并通过管道与齿轮箱体连接到一起;然后在底座14内部注有润滑油,通过润滑油泵组15给轴承组4供润滑油;压缩机机组到达用户现场后待找平后通过螺栓18和螺母19固定到基础地面上。于是发明带有本进口导叶齿轮组装整体撬装式离心压缩机便制造、安装成功。
以上所述的仅为本发明的优选实例而已,本发明不仅限于这几个实施例。就本发明而言,还可以有其它的实例。对于本领域的技术人员来说,凡是在本发明的精神和原则之内,所做出的任何修改、等同替换、改进等等,均应包含在本发明的权利要求保护保护范围之内。
- 一种带进口导叶齿轮组装整体撬装式离心压缩机
- 一种带进口导叶齿轮组装整体撬装式离心压缩机