飞灰成型成化方法、系统、控制方法、设备及存储介质
文献发布时间:2023-06-19 11:19:16
技术领域
本申请涉及固体废弃物资源化利用技术领域,尤其是涉及一种飞灰成型成化方法、系统、控制方法、设备及存储介质。
背景技术
飞灰是指燃料(比如是煤、生活垃圾、危险废物等可燃烧的物质)在燃烧过程中排出的微小灰粒,其粒径一般为1~100μm,又称粉煤灰或烟灰,其约占垃圾焚烧灰渣总量的20%左右,是垃圾焚烧后烟气除尘器收下的物质。
目前高温稳定化处置飞灰成为研究、应用的热点,主要是因为高温稳定化处置技术能够在高温下固化飞灰中的重金属、去除二噁英等有害物质,且熔渣可用作土木、水泥、建筑等材料。飞灰在高温熔融处理前需要先经压制成型及成化,以利于飞灰中的重金属固化,但是,目前相关技术中,其成型成化后飞灰混合物要么强度达不到高温熔融处理过程要求,在转运、进炉过程中容易破碎,要么其含水量较大,增加了高温熔融的能耗。
发明内容
为了改善飞灰成型后抗压强度达不到高温熔融处理过程要求以及高温熔融能耗高的问题,本申请提供了飞灰成型成化方法、系统、控制方法、设备及存储介质。
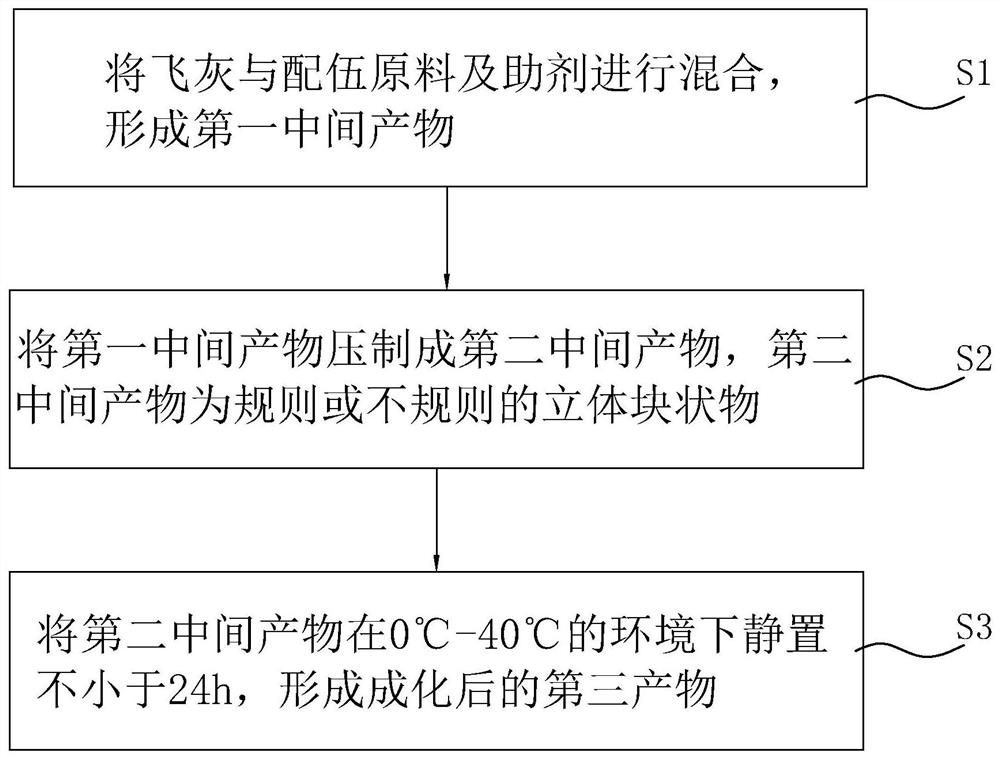
第一方面,本申请提供的飞灰成型成化方法,包括以下步骤:
S1:将飞灰与配伍原料及助剂进行混合,形成第一中间产物;
S2:将第一中间产物压制成第二中间产物,第二中间产物为规则或不规则的立体块状物;
S3:将第二中间产物在0℃-40℃的环境下静置不小于24h,形成成化后的第三产物;
其中,所述第二中间产物含水率为10Wt.%-30Wt.%,密度1.6~1.8g/cm
通过采用上述技术方案,成型成化后的飞灰第三产物具有较佳的抗压强度,避免转运、进炉过程中破碎,减少了烟气中的灰尘量,能够达到高温熔融处理过程,且降低了其中的含水量,在熔融过程中减少了水汽蒸发造成的能耗。
在一些实施方式中,所述配伍原料在与飞灰混合前粉碎至粒径≤5mm。
通过采用上述技术方案,更利于准确配伍以及利于后期的输送和混合。
在一些实施方式中,所述S2采用静态压制方式将第一中间产物压制形成第二中间产物。
通过采用上述技术方案,能够提高第二中间产物的稳定性,改善破碎现象。
在一些实施方式中,S2中,将第一中间产物压制成第二中间产物时压力控制在500~1500T,压制时间为3~200s。
通过采用上述技术方案,能够实现成型固化,减小第二中间产物的体积,方便运输、存储,同时使得成型后产物具有一定的强度,减少离散颗粒物,从而减小熔融过程烟气含尘量。
通过采用上述技术方案,使第二中间产物达到含水率为10Wt.%-30Wt.%,密度1.6~1.8g/cm
通过采用上述技术方案,能够减少熔融过程能量损耗,降低生产成本,同时也能保证成型后,该水分条件下物料养护强度提升。
在一些实施方式中,每份所述第二中间产物的质量为200g~10000g。
第二中间产物太少,会导致生产效率的低下,物料太多则导致在短时间内不易完全熔融,通过采用上述技术方案,保持单块第二中间产物在一个合适的范围内,平衡生产效率及熔融效果。
第二方面,本申请公开的飞灰成型成化系统,包括:
飞灰成型装置,用于将第一中间产物压制成第二中间产物;
立体库,用于第二中间产物的成化,形成第三产物;
入库堆垛单元,用于将通过飞灰成型装置压制成的第二中间产物输送至立体库;
识别出库单元,基于第二中间产物在立体库的成化时间,按顺序将第三产物输出立体库,成化时间长的第三产物优先被所述识别出库单元取出;
其中,所述立体库还包括:
标的检测单元,用于检测立体库各个库位是否存储有货品;
计时单元,基于标的检测单元发出的有货品信号开始计时,并基于标的检测单元发出的无货品信号停止计时;
另外还包括控制器,所述控制器与所述标的检测单元、计时单元连接,并与所述入库堆垛单元及识别出库单元通信,所述控制器基于检测单元及计时单元反馈的信息数据控制所述入库堆垛单元及识别出库单元运行。
通过采用上述技术方案,实现了第二中间产物成型成化的管理。
在一些实施方式中,所述标的检测单元为红外检测单元或图像获取识别单元。
通过采用上述技术方案,能够自动识别立体库的各库位是否有储货,以便于自动进出料。
第三方面,本申请公开的飞灰成型成化控制方法,包括以下步骤:
Sa:获取立体库各库位的储货信息;
Sb:基于库位有货信息对各库位的储货时长分别进行计时;同时,基于空库位与飞灰成型装置之间的距离生成入库优先级指令,距离飞灰成型装置较远的库位优先存入第二中间产物;
Sc:比对各有货库位的储货时长,并将最大储货时长与预先存储的阈值时长比对,储货时长最大且大于阈值时长的第三产物优先从立体库取出。
通过采用上述技术方案,基于预先设置程序,实现了飞灰成型后成化管理,实现先进先出。
第四方面,本申请公开的飞灰成型成化系统控制设备,包括:
存储器,用于存储计算机程序;
处理器,用于执行所述计算机程序时实现如上述成化时间长的第三产物优先被所述识别出库单元取出的动作,以及基于空库位与飞灰成型装置之间的距离生成入库优先级指令。
第五方面,本申请公开的一种计算机可读存储介质,计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上述成化时间长的第三产物优先被所述识别出库单元取出的动作,以及基于空库位与飞灰成型装置之间的距离生成入库优先级指令。
综上所述,本申请提供的飞灰成型成化方法、系统、控制方法、设备及存储介质包括以下至少一种有益技术效果:
1、实现了成型成化后的飞灰第三产物具有较佳的抗压强度,避免转运、进炉过程中破碎,减少了烟气中的灰尘量,能够保证高效高温熔融处理过程,且降低了其中的含水量,在熔融过程中减少了水汽蒸发造成的能耗。
2、实现了第二中间产物的自动进库,和成化后的第三产物自动出库,实现了在规定的时间范围内先进先出,实现了成型和成化的自动管理。
附图说明
图1为本申请提供的飞灰成型成化方法的流程图;
图2为本申请提供的飞灰成型成化系统的结构框图;
图3为本申请提供的飞灰成型成化控制方法的流程图;
图4为玻璃体衍射谱图;
图5为玻璃体含量测定图。
图中:1、飞灰成型装置;2、立体库;21、标的检测单元;22、计时单元;3、入库堆垛单元;4、识别出库单元;5、控制器。
具体实施方式
以下结合附图对本申请作进一步详细说明。
本申请实施例首先披露了飞灰成型成化方法,如图1所示,具体包括以下步骤:
S1:将飞灰与配伍原料及助剂进行配伍混合,形成第一中间产物;
其中,配伍原料包括碳化渣、炉渣、电镀污泥、其他危废固体及助剂。其中,碳化渣为有机固废经热解处理后的残余物,其中碳元素的质量百分含量为35-40%,因此,碳化渣与飞灰混合后,在高温熔融过程中可以作为助燃剂,提供一定的热值,从而降低高温熔融成本;炉渣为危废炉渣、城市垃圾焚烧炉渣、煤渣、炼钢炉渣中的一种或者几种均可;其他危废固体为除飞灰、碳化渣、炉渣、电镀污泥以外的危险固体废物均可,如污染土、固态、半固态的工业废物等;助剂包括CaO、SiO
在配伍前,首先对飞灰及各配伍原料进行取样,并对各样品进行制样压片,分析各样品中的物质成分,从而获取飞灰及各配伍原料中的原有成分;然后基于飞灰及各配伍原料中的物质成分以及目标产物的标准成分生成配伍方案,从而使配伍后的混合物料的成分与制备的玻璃成分基本保持一致,其中,在生成配伍方案时需满足公式:
T=a-0.25b-0.1c-d-e 1
式中:
a为飞灰在配伍原料中的质量百分比;
b为炉渣在配伍原料中的质量百分比;
c为炭化渣在配伍原料中的质量百分比;
d为电镀污泥在配伍原料中的质量百分比;
e为其他危废固体在配伍原料中的质量百分比;
且T取值范围为-0.8—0.5;与此同时,在生成配伍方案时还需满足碱性氧化物与酸性氧化物质量比为0.8-1.5:1进行配比,其中,这里的碱性氧化物包括:氧化钙、氧化镁、氧化铁、氧化钠、氧化钾;酸性氧化物包括:二氧化硅、三氧化二铝、二氧化钛,从而达到合适的硅钙比,使物料成份保持一致,以便保证后续工艺的稳定处理。
然后,对飞灰进行水洗脱氯处理,使水洗后的飞灰中的含水量≤30%,Cl
具体的,水洗工艺包括:
步骤1:通过多点多频次进行取样分析,分析飞灰中的含氯量,即建立多罐同时出灰运行机制,每4小时对拟处理的飞灰含氯量进行分析;
步骤2:根据Sa中的分析结果,按照水灰比2-4:1确定水洗水的流量;
步骤3:通过多级逆流水洗工艺对飞灰进行水洗,对后一级水洗的灰水通过脱水压滤进行固液分离,滤液作为上一级的水洗水,固体进入下一级水洗,在最后一级水洗中补充新鲜水,脱水压滤作业中分别采用第一板框式过滤机、第二板框式过滤机和第三板框式过滤机,第一板框式过滤机、第二板框式过滤机和第三板框式过滤机的滤板面积范围均为1.5-2m
步骤4:进行固液分离。
经飞灰水洗系统,水洗结束后的飞灰中含水量≤30%,Cl
飞灰经水洗脱氯处理后即与选定的配伍原料及助剂进配伍混合,形成第一中间产物,在混合前将各配伍原料粉碎至粒径≤5mm,使其更利于准确配伍以及利于后期的输送和混合。
在飞灰与配伍原料及助剂混合形成第一中间产物后进入S2,
S2:通过制砖机将第一中间产物静压压制成第二中间产物,使第二中间产物形成为规则或不规则的立体块状物,如:长方体、立方体、其他不规则四面体、圆柱体、椭圆体、球体、半球体等。在压制过程中,其压力控制在500~1500T,压制时间为3~200s,使第二中间产物含水率控制在为10Wt.%-30Wt.%,密度1.6~1.8g/cm
压制成第二中间产物后,进行S3成化处理,
S3:将第二中间产物在0℃-40℃的环境下静置不小于24h,形成成化后的第三产物,成化后可降低混合物中的含水量,从而在熔融过程中,减少水汽蒸发造成的能耗,提高成型后物料的强度,避免转运、进炉过程中破碎,减少烟气中的灰尘量。
如图2所示,本申请还公开了飞灰成型成化系统,包括:
飞灰成型装置1,可以是制砖机,其用于将第一中间产物压制成块状的第二中间产物;
立体库2,其用于第二中间产物的存放成化,以形成第三产物,在本申请实施方式中,立体库2为多排阵列设置的货架,货架成多层结构;
入库堆垛单元3,其用于将通过飞灰成型装置1压制成的第二中间产物输送至立体库2,在本申请实施方式中,入库堆垛单元3为AGV自动搬运机器人,其能够按照设定的路径将飞灰成型装置1成型的第二中间产物搬运至立体库2指定位置;
识别出库单元4,为AGV自动搬运机器人,其能够按照设定的程序以基于第二中间产物在立体库2的成化时间,按顺序将第三产物输出立体库2,成化时间长的第三产物优先被识别出库单元4取出。
为了实现识别出库单元4能够基于第二中间产物在立体库2的成化时间,按顺序将第三产物输出立体库2,立体库2还包括:
标的检测单元21,其用于检测立体库2各个库位是否存储有货品,标的检测单元21可以是安装于立体库2各个库位的红外检测单元,如红外探测器,也可以是图像获取识别单元,包括安装于立体库2任一空间的多个摄像机及与摄像机连接的图像识别单元,红外探测器能够反馈不同信号以区分是否有货品存放,而摄像头能够拍摄覆盖区域内的照片并反馈至图像识别单元以与初始为存放物品时的照片进行比对识别,判断各库位是否有货品存放;
控制器5,控制器5与标的检测单元21通信,以获取标的检测单元21的判断信息,并控制其他元件动作;
计时单元22,与控制器5通信连接,其能够基于标的检测单元21发出的有货品信号开始计时,并基于标的检测单元21发出的无货品信号停止计时;
控制器5还与入库堆垛单元3及识别出库单元4通信,控制器5基于检测单元21及计时单元22反馈的信息数据控制入库堆垛单元3将第二中间产物存储于立体库,以及控制识别出库单元4基于第二中间产物在立体库2的成化时间,按顺序将第三产物输出立体库2。
如图3所示,本申请还公开了飞灰成型成化控制方法,包括以下步骤:
Sa:获取立体库2各库位的储货信息;
Sb:基于库位有货信息对各库位的储货时长分别进行计时;同时,基于空库位与飞灰成型装置1之间的距离生成入库优先级指令,距离飞灰成型装置1较远的库位优先存入第二中间产物;
Sc:比对各有货库位的储货时长,并将最大储货时长与预先存储的阈值时长比对,储货时长最大且大于阈值时长的第三产物优先从立体库2取出,这里的阈值时长为24h。
本申请开公开了飞灰成型成化控制设备,其特征在于,包括:
存储器,用于存储计算机程序;
处理器,用于执行计算机程序时实现如上述的成化时间长的第三产物优先被识别出库单元4取出的动作,以及基于空库位与飞灰成型装置1之间的距离生成入库优先级指令。
本申请还公开了计算机可读存储介质,计算机可读存储介质上存储有计算机程序,计算机程序被处理器执行时实现如上述的成化时间长的第三产物优先被识别出库单元4取出的动作,以及基于空库位与飞灰成型装置1之间的距离生成入库优先级指令。
实施例
选择以下配伍原料及助剂进行配伍,并且在混合前将各配伍原料粉碎至粒径≤5mm:
配伍形成的第一中间产物中主要物质含量如下单位:Wt.%
将上述实施例配伍后的混合均匀,并通过制砖机将第一中间产物静压压制成第二中间产物,其压制条件与含水量、密度的关系如下:
取上述实施例3的第二中间产物进行成化,成化条件与含水量和密度的关系如下:
因此可知,第三产物的含水量随着成化时间的增加逐渐减少,含水量的降低减少了烟气中的灰尘量,能够达到高温熔融处理过程,减少了水汽蒸发造成的能耗。
成化后送入高温熔炉进行高温熔融,最后水淬成玻璃态物质。
飞灰熔融后,水淬成玻璃态物质,对所获得的玻璃体进行酸浸出毒性检测检测HJT300-2007固体废物浸出毒性浸出方法-醋酸缓冲溶液法,得到如下结果:
其中,总银、汞(以总汞计)、镍(以总镍计)、铍(以总铍计)、铅(以总铅计)、铜(以总铜计)、硒(以总硒计)、锌(以总锌计)、总铬、砷(以总砷计)、镉(以总镉计)、钡(以总钡计),检测依据:GB5085.3-2007《危险废物鉴别标准浸出毒性鉴别》,主要仪器设备/编号:NexION300XICP-MS(C-735);
无机氟化物(不含氟化钙),检测依据:GB5085.3-2007《危险废物鉴别标准浸出毒性鉴别》附录F,主要仪器设备/编号:ICS-2100离子色谱仪(C-712);
氰化物,检测依据:GB5085.3-2007《危险废物鉴别标准浸出毒性鉴别》附录G,主要仪器设备/编号:ICS-2100离子色谱仪(C-712);
六价铬,检测依据:GB5085.3-2007《危险废物鉴别标准浸出毒性鉴别》,主要仪器设备/编号:752N紫外可见分光光度计(17320424);
pH,检测依据:GB/T15555.12-1995《固体废物腐蚀性测定玻璃电极法》,主要仪器设备/编号:PHS-3C pH计(16320268);
玻璃体含量,检测依据:GB18046-2017《用于水泥、砂浆和混凝土中的粒化高炉渣粉》6.7,主要仪器设备/编号:Ultima IV X-射线衍射仪(C-584);
烧失量,检测依据:6B18046-2017《用于水泥、砂浆和混凝土中的粒化高护渣粉》6.7,主要仪器设备/编号:SQP电子天平(19320634TL-3014陶瓷纤维马弗炉(C725))。
依据《GB/T18046-2008用于水泥和混凝土中的粒化高炉矿渣粉》附录C《矿渣粉玻璃体含量的测定方法》,对送检的矿渣样品玻璃体含量进行测定;研磨至手捻无颗粒感,取适量放置于铝样品池,用玻璃板轻轻压平,上机测试。
仪器:XRD-6100;
激发源:CuKα,λ=0.15406nm;
单色化:石墨单色器;
管压/管流:40kV/40mA;
扫描模式:步进扫描;
DS/SS/RS:1°/1°/0.3mm;
步长/时间:0.02°/1.5s;
角度范围:20-45°。
如图4所示,通过玻璃态物质的玻璃体衍射谱图可知:谱图中除箭头标示处,有一较弱的较尖锐的衍射峰外,基本为馒头峰,表明样品中基本为非晶相(玻璃体)。
如图5所示,依据前述国标文件,扣除背底后,计算非晶馒头峰的积分强度与总峰积分强度之比,来表征非晶相(玻璃体)含量,非晶相(玻璃体)含量为99.6%。
使用XRD衍射仪依据《GB/T18046-2008用于水泥和混凝土中的粒化高炉矿渣粉》,对矿渣中的玻璃体含量进行了测定;结果表明,该样品基本为非晶相,玻璃体含量达99.6%。
另外,通过上述方案,其熔融温度控制在1250-1350℃,保温时间在30-60min,既能够达到熔融标准,因此,在降低了对于高温熔融温度和时间的要求的同时能够达到高温熔融的标准,从而降低了能耗。
以上所述,以上实施例仅用以对本申请的技术方案进行了详细介绍,但以上实施例的说明只是用于帮助理解本申请的方法及其核心思想,不应理解为对本申请的限制。本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本申请的保护范围之内。
- 飞灰成型成化方法、系统、控制方法、设备及存储介质
- 基于垃圾分类飞灰净化系统的干垃圾飞灰净化控制方法