具有吹塑成型加强件的热塑性提升式门装置
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及实现有吹塑成型加强件的提升式门装置。
背景技术
汽车工业中的当前趋势之一是降低车辆重量以帮助实现更好的燃油经济性,从而有助于满足燃油经济性标准并且弥补更高的燃油价格的影响。另一趋势是,存在的车辆模型的范围更广,这又减少了在每种模型的基础上所生产的车辆的量。提升式门传统上是由冲压钢面板制成的,冲压钢面板很重并且具有很高的工装成本而且易受腐蚀。片状模塑料(SMC)是用于提升式门的内面板和外面板的钢的替代品。使用SMC具有涉及材料和工艺的一些制造问题。钢提升式门和SMC提升式门相比于热塑性塑料具有许多缺点。传统的片状金属部件和SMC部件还存在着式样限制。
在提升式门是由复合材料制成的某些应用中,金属板用于增强提升式门。钢板的使用增加了重量、并可能难以附接且增加了组装的复杂性。因此,期望的是设计具有下述加强件的提升式门:该加强件更易于组装、需要较少的特定附接点、并且相比使用金属嵌件而言提供同等或更高等级的强度。还期望的是开发下述加强件结构:该加强件结构提供可以用于使其他结构附接至提升式门的中空通道。
发明内容
本发明涉及一种提升式门装置,该提升式门装置包括具有外表面和内表面的热塑性内面板。热塑性内面板还包括下部周缘表面区域,该下部周缘表面区域包括腰线并且延伸横跨内面板的大致整个宽度。提升式门装置还包括一个或更多个吹塑成型加强件,所述一个或更多个吹塑成型加强件连接至内面板的外表面的一部分并延伸横跨内面板的外表面的这一部分。
所述一个或更多个吹塑成型加强件用于在期望位置处增强内面板。例如,在一个实施方式中,所述一个或更多个吹塑成型加强件用于在通常称为D柱的位置处加强内面板。所述一个或更多个吹塑成型加强件还包括中空通道,该中空通道在所述一个或更多个吹塑成型加强件上的两个开口之间延伸。中空通道可以用于许多目的,比如通过提供封闭的隔室结构而为吹塑成型加强件提供强度,以及提供用于下述各者的空腔或管道系统:加热通路和冷却通路、电线线束通路、或者用于流体比如清洗液的软管、或者甚至用于接纳其他附件比如尾灯、雨刮器、扬声器、锁或闩锁、致动器或其他物体的凹部。中空通道也可以填充有结构泡沫,以进一步增加强度。
所述一个或更多个加强件还包括形成在所述一个或更多个吹塑成型加强件的外部表面上的一个或更多个安装表面区域。安装表面区域可以用于附接挺杆板、铰链或其他结构,这将允许连接其他部件比如铰链、气动致动器、闩锁板或其他结构。
本发明的其他适用领域将根据下文中所提供的详细描述而变得明显。应当理解的是,详细描述和具体示例尽管指示了本发明的优选实施方式,但是仅意在用于说明的目的而不意在限制本发明的范围。
附图说明
根据详细描述和附图将更加全面地理解本发明,在附图中:
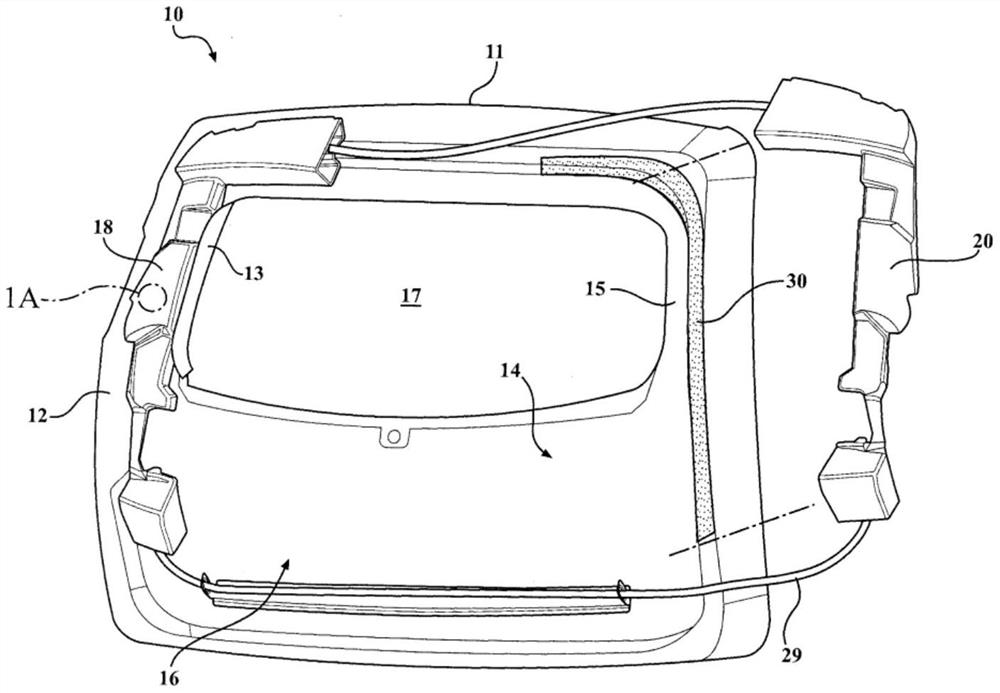
图1是提升式门内面板的成角度的立体图,其中,一个吹塑成型加强件与内面板连接,并且第二吹塑成型加强件从内面板分解出来。
图1A是具有加强纤维的本体的聚合材料的放大视图。
图2是根据本发明的替代实施方式的放大立体图,其示出了通过丝网使用电阻植入焊接而连接至提升式门内面板的吹塑成型加强件。
图3是连接至提升式门内面板的单个吹塑成型加强件的放大后视图。
图4A是根据本发明的替代方面的左侧吹塑成型加强件的后视立体图,该左侧吹塑成型加强件带有所附接的支架以及在吹塑成型的支架中的泡沫填充剂。
图4B是根据本发明的替代方面的右侧吹塑成型加强件的后视立体图,该右侧吹塑成型加强件带有所附接的支架以及在吹塑成型的支架中的泡沫填充剂。
图5是吹塑成型加强件的前侧立体图。
图6是吹塑成型加强件的后侧立体图。
图7是形成有头部加强件、底部加强件和两个侧部加强件的吹塑成型加强件实施方式的侧视立体图。
图8是形成有头部和两个侧部的吹塑成型加强件实施方式的侧视立体图,其中,头部和两个侧部形成为单个加强件。
图9是内面板的前侧视图,其中,吹塑成型加强件被包覆成型至内面板。
具体实施方式
以下对优选实施方式的描述在本质上仅是示例性的,并且决不意在对本发明、本发明的应用或用途进行限制。
现在参照附图,特别是参照图1,存在提升式门结构装置10,该提升式门结构装置10具有由聚合材料形成的内面板12。内面板12包括附接有其他结构的外表面14。内面板12形成提升式门的内面板,并且其他结构包括支承构件以及外部显示表面面板、尾灯、门闩锁等,其中,支承构件将在后面进行讨论。内面板12还包括含有腰线的下部周缘表面区域16,下部周缘表面区域16位于孔口17的下方,孔口17可以用于形成提升式门装置10的后窗。从下部周缘表面区域16向上延伸有支柱13、15,当提升式门装置10连接至车辆时,支柱13、15有时被称为D柱。支柱13、15在下部周缘表面区域16与头部11之间延伸。头部11、支柱13、15和下部周缘表面区域16限定了孔口17的边界。
在某些应用中,内面板16需要额外的结构支承。根据应用,内面板16上的任何位置处都可能需要支承,该位置包括但不限于以下区域:支柱13、15、头部11、腰线或下表面区域16。
为了向内面板提供额外的支承,现有技术的应用已经使用连接至内面板的金属板。本申请提供了由加强复合材料形成的吹塑成型加强件18、20。如附图所示,吹塑成型加强件18、20各自具有中空通道22、22',中空通道22、22'在吹塑成型加强件18、20中的每一者上的两个开口24、24'、26、26'之间延伸。中空通道22、22'用于形成封闭的隔室结构,该封闭的隔室结构为吹塑成型加强件18、20增加了强度。中空通道22、22'通过吹塑成型形成,使得每个吹塑成型加强件18、20的本体19、19'具有聚合材料。本体19、19'可以由不同类型的材料形成,但通常包括聚合树脂比如聚丙烯树脂以及图1A中所示的增强纤维27比如玻璃纤维或碳纤维。对吹塑成型加强件18、20进行吹塑成型的方法可以包括使吹塑成型加强件18、20形成为一个件、两个件、多个件的过程以及将吹塑成型加强件18、20作为零散的件进行分组组装或安装的过程。
中空通道22、22'可以用于多种用途并且可以使用填充剂31、31'比如结构粘合剂或泡沫材料而被进一步加强,但中空通道22、22'还可以用于使系绳29穿过内面板12上的不同位置而布线。系绳29用作张紧机构,其穿过提升式门结构装置10上的各个点而布线,以在发生事故时保持提升式门装置的碎片。在本发明的范围内的是,将中空通道22、22'用于对线束或水管线以及对用于连接灯、雨刮器马达、车窗致动器、门致动器的通道进行布线或者用作HVAC管道系统。
现在参照图1至图3、图4A、图4B和图5,示出了吹塑成型加强件18、20的细节。图5示出了吹塑成型加强件18、20的外表面36、36',而图4A、图4B示出了吹塑成型加强件18、20的内表面34、34'。图1和图3中示出,吹塑成型加强件18、20的内表面34、34'搁置抵靠内面板12上的附接表面38、38'。每个吹塑成型加强件18、20的内表面34、34'具有安装区域28、28'、30、30',安装区域28、28'、30、30'是这样的表面:在该表面处,支架32、32'、33、33'可以连接至吹塑成型加强件18、20。支架32、32'、33、33'可以是用于将铰链或支杆连接至吹塑成型加强件18、20的支承板。尽管支架32、32'、33、33'示出为连接至吹塑成型加强件18、20的内表面34、34',但是对于将支架32、32'、33、33'连接至吹塑成型加强件18、20的外表面而言也在本发明的范围内。
吹塑成型加强件18、20与内面板12的附接表面38、38'之间的连接是使用许多不同的技术实现的。在本发明的范围内的是,吹塑成型加强件18、20被机械地附接、粘结、凸缘连接或夹紧就位。例如图1示出了,使用粘合剂30将吹塑成型加强件20在内面板12上粘合就位。也在本发明的范围内的是,吹塑成型加强件18、20和内面板12的连接或附接使用电阻植入焊接、热铆接实现或在加强件的使得吹塑成型加强件在形成内面板12之前被放置到模具中的某些成型中实现。图2示出了安置在吹塑成型加强件18与内面板12的外表面14之间的丝网35。丝网35被加热以将吹塑成型加强件18电阻植入焊接至内面板12。
关于将支架32、32'、33、33'连接至相应的安装区域28、28'、30、30',在本发明的范围内的是,使用电阻植入焊接、热铆接或粘合剂将支架32、32'、33、33'机械地附接、嵌件/包覆成型地连接。提升式门结构装置只是完整的提升式门的一部分。一旦形成了提升式门结构装置10,则添加其他的件比如玻璃、闩锁、锁、支杆、外部面板等以产生完整的提升式门。
现在参照图7,示出了根据本发明的替代实施方式。在该实施方式中,示出了一件式吹塑成型加强件100,该吹塑成型加强件100具有连接至左侧部118和右侧部120的头部102和下部支承件104。一件式吹塑成型加强件100使用吹塑成型过程形成并且是单个整体件,然后一件式吹塑成型加强件100如其他附图中所示的那样连接至内面板12。图8描绘了第二替代构型,其示出了一件式吹塑成型加强件200,该吹塑成型加强件200具有头部202,该头部202与左侧部218和右侧部220连接为一个件,从而形成大体上颠倒的U形形状。一件式吹塑成型加强件200形成如其他附图中所示的那样连接至内面板12的单个整体件。图7和图8中所示的一件式吹塑成型加强件100、200在头部和内面板下部部分的区域中提供了额外的支承,同时还提供了中央中空通道,该中央中空通道可以用于附加结构比如系绳或者可以用作用于软管或电线束的导管。
现在参照图9,示出了替代的提升式门结构装置300,其中,一件式吹塑成型加强件100已经使用包覆成型或嵌件成型技术连接至提升式门内面板12'。一件式吹塑成型加强件100在形成内面板12'之前被放置在模具内,并且头部102、左侧部118、右侧部120和下部支承件104被封装在形成内面板12'的聚合物材料内。嵌件成型技术的使用省去了额外的连接步骤,这些额外的连接步骤可能需要粘合剂、紧固件或电阻植入焊接技术,如其他实施方式中所示。
本发明的描述在本质上仅是示例性的,并且因此,不背离本发明的要旨的变型意在落入本发明的范围内。这些变型不应被认为是对本发明的精神和范围的背离。
- 具有吹塑成型加强件的热塑性提升式门装置
- 带玻璃护栏的极窄加强中挺式一扇一固提升窄边推拉门