基于智能网关设备的通讯系统及方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明属于通信技术领域,具体涉及基于智能网关设备的通讯系统及方法。
背景技术
随着社会的快速发展和社会需求的增加,要求公司的生产能力也要增强,公司在面对社会需求时,由原来的一个生产厂扩建到多个,相应的生产控制系统也增加多个。对于生产系统而言,原有的控制系统为西门子S7系列PLC控制系统,原有集中管控系统为厂家自主开发的集中展示系统。采用的网关型号是DF-NS 310S,该网关采用特殊硬件设备实现主机与主机之间、主机与网络之间、网络与网络之间的隔离,使用单向连接、单向数据传输、数据分阶段非网络方式传送等技术方法进行有效的网络安全隔离。它是通过设置规则表的方式对两端数据进行访问控制,一旦规则表被人掌握,则网络隔离将形同虚设,而规则表的设置一般都为常用端口设置如5555,8888等,容易被掌握。每个生产厂内的生产系统均是由各个厂分开、独立控制,不利于调度不同厂之间的生产控制、工作节奏的监控;生产介质的平衡使用依托于公司能源控制系统平台,在不对原有控制系统进行大范围升级改造条件下,可将全公司的生产控制状况数据通过网关统一集中上传采集,而传统的网关技术仅仅只是进行IP地址隔离,容易被攻陷影响现场生产控制系统运转,传统的数据采集技术的采样频率对数据质量要求不高,很容易出现误数据上报,同时因为协议解析较慢,现场应用过程中数据传输速度不能达到1s标准的采集频率,从而不能适应现场生产快速响应的作用。
因此,需要提供一种针对上述现有技术中不足的改进技术方案。
发明内容
本发明的目的是提供一种基于智能网关设备的通讯系统及方法,用以克服上述现有技术中容易被攻陷和采样频率达不到要求的问题。
为了实现上述目的,本发明提供如下技术方案:
一种基于智能网关设备的通讯系统,所述系统包括至少两个现场PLC控制端、智能网关设备和监控终端;所述智能网关设备通讯连接在所述监控终端和所述现场PLC控制端之间;
所述现场PLC控制端包括PLC控制器、数据采集单元和现场设备;所述数据采集单元兼容多种通讯协议,所述数据采集单元采集所述现场设备的第一生产数据,所述PLC控制器控制发送所述第一生产数据;
所述智能网关设备接收所述第一生产数据,并对所述第一生产数据进行协议转换和数据预处理得到第二生产数据;
所述监控终端基于Modbus TCP/IP协议从所述智能网关设备接收所述第二生产数据。
优选地,所述采集单元包括多种硬件接口;所述硬件接口至少包括RS485接口、RS232接口和TCP/IP接口;
相对应的,所述第一生产数据支持RS485协议数据、RS232协议数据和TCP/IP协议数据。
优选地,所述智能网关设备包括:
数据预处理单元,用于对第一生产数据进行预处理得到第一中间数据;
协议转换单元,用于将所述第一中间数据的协议格式进行协议转换后为所述第二生产数据。
优选地,所述智能网关设备包括:
协议转换单元,用于将所述第一生产数据的协议格式进行协议转换后得到第二中间数据;
数据预处理单元,用于对所述第二中间数据进行预处理得到所述第二生产数据。
优选地,所述协议转换包括:
将所述RS485协议数据转换为ModbusTCP/IP协议数据;
将所述RS232协议数据转换为Modbus TCP/IP协议数据;
将所述TCP/IP协议数据转换为Modbus TCP/IP协议数据。
优选地,所述数据预处理单元包括:
工程量转换模块,用于将第一生产数据进行工程量的转换;
数运算处理模块,用于对第一生产数据进行数运算的处理;
异信号处理模块,用于对第一生产数据的异常信号进行归零处理。
优选地,所述第一生产数据包括现场工艺数据和热工参数数据,所述热工参数数据包括温度类型数据、压力类型数据和流量类型数据。
优选地,所述智能网关设备以1s的频率向所述监控终端发送所述第二生产数据。
为了实现上述目的,本发明提供如下技术方案:
一种基于智能网关设备的通讯方法,用于包括至少两个现场PLC控制端、智能网关设备和监控终端的应用系统,所述智能网关设备通讯连接在所述监控终端和所述现场PLC控制端之间,所述现场PLC控制端包括PLC控制器、数据采集单元和现场设备,所述数据采集单元兼容多种通讯协议;所述方法包括如下步骤:
所述数据采集单元采集所述现场设备的第一生产数据;
所述智能网关接收所述第一生产数据,并对所述第一生产数据进行协议转换和数据预处理得到第二生产数据;
所述监控终端基于Modbus TCP/IP协议从所述智能网关设备接收所述第二生产数据。
优选地,所述数据预处理包括
工程量转换,用于将第一生产数据进行工程量的转换处理;
数运算处理,用于对第一生产数据进行数运算的处理;
异信号处理,用于对第一生产数据的异常信号进行归零处理。
与现有技术相比,本申请的技术方案的有益效果:
本申请的基于智能网关设备的通讯系统和方法,系统包括至少两个现场PLC控制端、智能网关设备和监控终端,智能网关设备通讯连接在监控终端和PLC控制端之间,现场PLC控制端通过数据采集单元采集现场设备的第一生产数据,在PLC控制器的控制作用下,第一生产数据从现场PLC控制端发送出去,智能网关设备接收第一生产数据,对第一生产数据进行协议转换和数据预处理后得到第二生产数据,智能网关设备同时对第一生产数据进行协议转换和数据预处理,能够进行有效的实现物理隔离,提高数据传输的可靠性;然后监控终端再基于Modbus TCP/IP协议从智能网关设备接收得到的第二生产数据,既符合监控终端的传输协议要求,又能保证数据传输过程的安全、可靠性。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。其中:
图1为本发明实施例中基于智能网关设备的通讯系统的应用场景示意图;
图2为本发明基于智能网关设备的通讯系统的结构示意图;
图3为本申请智能网关设备内部结构示意图;
图4为本申请智能网关设备的硬件正面图;
图5为本申请基于智能网关设备的通讯方法流程图。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
下面将参考附图并结合实施例来详细说明本发明。各个示例通过本发明的解释的方式提供而非限制本发明。实际上,本领域的技术人员将清楚,在不脱离本发明的范围或精神的情况下,可在本发明中进行修改和变型。例如,示为或描述为一个实施例的一部分的特征可用于另一个实施例,以产生又一个实施例。因此,所期望的是,本发明包含归入所附权利要求及其等同物的范围内的此类修改和变型。
系统实施例:
如图1所示为本申请实施例中基于智能网关设备的通讯系统应用场景示意图,包括监控终端、智能网关设备和现场PLC控制端。
现场PLC控制端主要作用是对现场工艺、热工参数数据,如流量、压力、温度、液位、成分等进行显示并通过PLC控制器进行参数调节。该部分在整个智能网关通讯系统中起到提供数据的作用。
现场生产控制环网主要是由硬件交换机、千兆光纤组成,实现现场不同生产环境下的现场PLC控制端的生产数据与智能网关设备和HMI(Human Machine Interface,用户与机器间沟通、传达及接收信息接口)服务器的通讯功能。
智能网关设备的主要设备是由智能、底板、24VDC电源模块等组成,主要作用是实现对下层PLC控制系统的各种现场工艺、热工参数数据的采集及协议转换,并将转换后数据通过标准协议上传给上层监控终端的能源中心系统平台。智能网关设备通过能源中心主环网与上层监控终端的能源中心系统平台所属的网络进行通讯。
能源中心系统平台主要作用是实现数据采集与监视控制系统(SupervisoryControl And Data Acquisition,SCADA)的功能,SCADA系统是以计算机为基础的DCS与电力自动化监控系统;它应用领域很广,可以应用于电力、冶金、石油、化工、燃气、铁路等领域的数据采集与监视控制以及过程控制等诸多领域。
如图2所示为本申请基于智能网关设备的通讯系统的结构示意图;所述系统包括至少两个现场PLC控制端、智能网关设备和监控终端;所述智能网关设备通讯连接在所述监控终端和所述现场PLC控制端之间;所述现场PLC控制端包括PLC控制器、数据采集单元和现场设备;所述数据采集单元兼容多种通讯协议,所述数据采集单元采集所述现场设备的第一生产数据,所述PLC控制器控制发送所述第一生产数据;所述智能网关设备接收所述第一生产数据,并对所述第一生产数据进行协议转换和数据预处理得到第二生产数据;所述监控终端基于Modbus TCP/IP协议从所述智能网关设备接收所述第二生产数据。
本申请的基于智能网关设备的通讯系统包括现场PLC控制端、智能网关设备和监控终端,现场PLC控制端通过数据采集单元采集现场设备的第一生产数据,在PLC控制器的控制作用下,第一生产数据从现场PLC控制端发送出去,智能网关设备接收存在多种通讯协议的第一生产数据,对第一生产数据进行协议转换和数据预处理后得到第二生产数据,然后监控终端再基于Modbus TCP/IP协议从智能网关设备接收第二生产数据。智能网关设备同时对第一生产数据进行协议转换和数据预处理,能够进行有效的实现物理隔离,提高数据传输的安全性;进而提高整个通讯系统数据传输过程的安全、可靠性。
在本申请实施例中,所述智能网关设备中的CPU运算频率设定为1s的恒定周期,使智能网关设备以1s的采样频率向所述监控终端发送所述第二生产数据。本申请智能网关设备对第一生产数据进行协议转换和数据预处理后得到的第二生产数据,以1s的恒定周期向外输出,这样能够保证网关通讯系统在现场应用过程中的传输速度能够达到1s的标准采样频率,更好的适应现场生产控制过程中快速响应的需求。
在本申请实施例中,采集单元包括多种硬件接口,硬件接口至少包括RS485接口、RS232接口和TCP/IP接口;相对应的,所述第一生产数据支持RS485协议数据、RS232协议数据和TCP/IP协议数据。
本申请的基于智能网关设备的通讯系统根据采集单元的硬件接口能够同时支持现场PLC控制端的RS485协议数据、RS232协议数据和TCP/IP协议数据,并通过智能网关设备对不同协议格式的第一生产数据进行处理得到第二生产数据,然后监控终端基于ModbusTCP/IP协议从所述智能网关设备接收所述第二生产数据,至此,实现现场PLC控制端兼容的多种通讯协议要求的生产数据安全、高效的传输。
在本申请实施例中,采集单元主要采集的第一生产数据包括工艺数据和热工参数数据,具体的,所述热工参数数据包括温度类型数据、压力类型数据和流量类型数据。所述工艺数据包括加热工艺、轧制工业等各种生产状态数据、含量成分数据等,其中生产状态数据主要是指启、停、关、开、行进等等。
本申请现场PLC控制端采集获取包括工艺数据和热工参数数据的第一生产数据,然后智能网关设备将工艺数据和热工参数数据作为智能网关设备的数据输入,通过智能网关设备对工艺数据和热工参数数据进行协议转换和数据预处理得到第二生产数据,第二生产数据为智能网关设备的数据输出,然后监控终端基于Modbus TCP/IP协议从智能网关设备处接收输出的第二生产数据,监控终端对现场PLC控制端的工艺数据和热工参数数据进行处理和显示,实时、有效的帮助调度人员实时监控现场生产状态,从而调度生产计划运行、能源介质平衡。
在一些优选实施例中,现场PLC控制端还包括现场生产控制环网,所述现场生产控制环网分别通讯连接现场PLC控制端和智能网关设备;每个PLC控制器所控制发送的第一生产数据均通过所述现场生产控制环网发送至智能网关设备。
基于智能网关设备的通讯系统通过现场生产控制环网能够实现将现场PLC控制端采集的第一生产数据通过一个通讯网进行数据的传输,避免为不同的第一生成数据建立不同的通讯链路,提高网络资源的利用效率。
在一些优选实施例中,监控终端还包括能源中心主环网,所述能源中心主环网分别通讯连接智能网关设备和监控终端;智能网关设备将第一生产数据进行协议转换和数据预处理后得到的第二生产数据通过所述能源中心主环网发送至监控终端。
基于智能网关设备的通讯系统中的监控终端,其不同服务器能够分别独立的从能源中旬主环网上获取所需要的第二生产数据,从而有效的避免了第二生产数据集中发送至监控终端后再分配的过程,提高了运行、处理的效率。
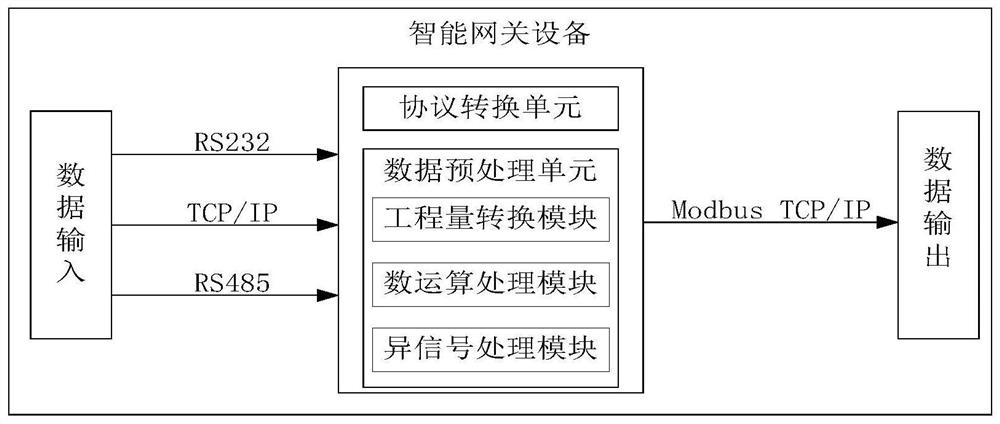
如图3所示为本申请智能网关设备内部结构示意图,图4为本申请智能网关设备的硬件正面图;智能网关设备包括数据预处理单元和协议转换单元,数据预处理单元用于对第一生产数据进行预处理,协议转换单元用于对第一生产数据的协议格式进行协议转换。
在本申请实施例中,智能网关设备对第一生产数据先进行协议转换,后进行预处理;相对应的,协议转换单元用于将所述第一生产数据的协议格式进行协议转换后得到第二中间数据,数据预处理单元用于对所述第二中间数据进行预处理得到所述第二生产数据。
在一些其他实施例中,智能网关设备对第一生产数据先进行预处理,后进行协议转换;相对应的,数据预处理单元用于对第一生产数据进行预处理得到第一中间数据,协议转换单元用于将所述第一中间数据的协议格式进行协议转换后为所述第二生产数据。
其中,协议转换包括将所述RS485协议数据转换为Modbus TCP/IP协议数据;将所述RS232协议数据转换为Modbus TCP/IP协议数据;将所述TCP/IP协议数据转换为ModbusTCP/IP协议数据。
本申请的基于智能网关设备的通讯系统的智能网关设备在对TCP/IP协议数据、RS485协议数据、RS232协议数据等进行协议转换,其协议转换原理是利用智能网关设备的集中控制CPU强大的运算功能,将接收的信号数据(即第一生产数据)进行解析出后,由用户根据需求自主编写程序,对信号数据进行工程量转换运算和地址赋值,然后由该CPU控制将运算结果(即第二生产数据)输出。在智能网关设备的协议转换和预处理作用下,实现了物理和软件上的完全隔离。
本申请的智能网关设备的两个通讯端口分别与现场PLC控制端和控制终端进行通讯,智能网关设备对现场PLC控制端中存储的工艺数据和热工参数数据进行协议转换和预处理,实现物理上的端口的完全隔离,从根本上导致病毒木马等手段不能通过网络手段攻击到现场生产控制系统,从而提供通讯数据传输过程的安全性和可靠性,进而保障现场PLC控制端现场设备生产运行的安全。
在本申请实施例中,所述数据预处理单元包括工程量转换模块、数运算处理模块和异信号处理模块;工程量转换模块用于将第一生产数据进行工程量的转换;数运算处理模块用于对第一生产数据进行数运算的处理;异信号处理模块用于对第一生产数据的异常信号进行归零处理。其中所述数据预处理单元通过TWinSoft软件管理平台实现,即TWinSoft软件管理平台通过标准PLC通讯固件将PLC数据块中的模拟量数据,通过PLC兼容协议将原始工程量数据存放到智能网关设备的数据输入端。
本申请将智能网关设备对工艺数据和热工参数数据进行预处理,即根据不同类型不同需求的第一生产数据在TWinSoft软件管理平台分别进行工程量转换、数运算处理、异信号处理等预处理操作,预处理后的第二生产数据通过智能网关设备输出给能源中心系统平台,由能源中心系统平台进行后续的处理、分析。
本申请的数据预处理包括的工程量转换模块、数运算处理模块和异信号处理模块的计算过程及其使用的算法根据产品规则有用户自主进行编写完成(如有开方、加、减、值比较等常规技术手段),也可以设置成新开发或者新改建的规则。
在本申请实施例中,以下结合热工参数数据来分别介绍本申请中数据预处理中工程量转换模块、数运算处理模块和异信号处理模块的主要过程。
(1)工程量转换模块:对需要进行工程量转换的压力类型数据,智能网关设备进行转换的过程如下:
创建输入变量存放PLC端过来的原始工程量信号,然后通过编程语言封装好的工程量转换模块将PLC输入的0-65535的工程值信号转换成习惯读取的0-30KPa标准示值信号。封装好的工程量转换模块名称是根据用户需求自主自定义名称。
压力类型数据的工程量转换公式为:
其中:TP是压力输出值;
Px是PLC传输过来的实际连续瞬时变化值;
30是压力点工艺量程;
65535是PLC默认传输数值最大范围值。
在工程量转换模块的作用下,对压力类型数据进行了工程量的转换,能够统一压力类型数据,便于快速识别压力数据,减少了监控终端对数据的判断处理过程。
(2)数运算处理模块:对需要进行数运算处理的流量类型数据,智能网关设备进行处理过程如下:
创建输入变量存放PLC端过来的原始工程量信号,然后通过编程语言封装好的数运算处理模块将PLC输入的0-65535的工程值信号转换成习惯读取的0-2000m
流量类型数据的数运算公式为:
其中:Flow是流量输出值;
Fx是PLC传输过来的介质流量实际连续瞬时变化值;
Px是PLC传输过来的介质压力实际连续瞬时变化值;
Tx是PLC传输过来的介质压力实际连续瞬时变化值;
Ps是传感器设计压力值;
Ts是传感器设计温度值;
2000是流量点工艺量程;
65535是PLC默认传输数值最大范围值;
101.3是标准大气压力值;
273.15是绝对零点温度补正值。
在数运算处理模块的作用下,对流量类型数据进行了数运算处理,能够处理成习惯读取的标准示值信号,减少了监控终端对数据的计算,提高了监控终端的运行效率。
(2)异信号处理模块:对需要进行异信号处理的温度类型数据,智能网关设备进行处理过程如下:
创建输入变量存放PLC端过来的原始工程量信号,然后通过编程语言封装好的数运算处理模块将PLC输入的0-65535的工程值信号转换成习惯读取的0-100℃标准示值信号。
温度类型异处理的公式为
其中:Tp是温度输出值;
Tx是PLC传输过来的介质压力实际连续瞬时变化值;
在异信号处理模块的作用下,对温度类型数据进行了异信号处理,能够对异常的温度数据进行诊断、判断,当温度类型数据异常时,进行归零处理,有效的避免监控终端依据异常的数据做出错误的分析判断,从而能够提高监控终端输出结果的可靠性。
在一些优选实施例中,智能网关设备还增设断点续传模块,能够在将发生断点的数据进行继续传输,提高数据传输过程的可靠性。
在一些优选实施例中,智能网关设备还设置有存储模块,智能网关设备接收的第一生产数据进行存储,并对第一生产数据进行协议转换和预处理过程及其产生的数据进行存储,便于后续进行查询和维护。
在本申请智能网关设备的作用下,能够实现断点续传、通讯状态诊断、异常数据过滤等各种优化数据质量功能,同时还能存储部分过程数据,提高了个智能网关通讯系统的性能和适用性。
方法实施例:
为解决现有技术存在的技术问题,本申请还提供一种智能网关通讯方法,该方法用于包括至少两个现场PLC控制端、智能网关设备和监控终端的应用系统,所述智能网关设备通讯连接在所述监控终端和所述现场PLC控制端之间;所述现场PLC控制端包括PLC控制器、数据采集单元和现场设备;所述数据采集单元兼容多种通讯协议;如图5所示为本申请基于智能网关设备的通讯方法流程图,所述方法包括如下步骤:
步骤1,数据采集单元采集现场设备的第一生产数据;
步骤2,智能网关设备接收所述第一生产数据,并对所述第一生产数据进行协议转换和数据预处理得到第二生产数据;
步骤3,监控终端基于Modbus TCP/IP协议从所述智能网关设备接收所述第二生产数据。
该基于新型智能网关的通讯方法所能实现的过程已在上述系统实施例中详细介绍,此处不再赘述。
本发明的通讯采集网关项目的实施,不仅解决了传统网关通讯容易被攻陷,造成生产安全风险的难点,更有效的帮助调度人员实时监控现场生产状态,从而调度生产计划运行,能源介质平衡。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均在本发明待批权利要求保护范围之内。
- 基于智能网关设备的通讯系统及方法
- 一种基于Modbus通讯协议的数据合帧采集并聚合传输的方法及装置、智能网关