电机壳体自动复合加工装置
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及电机壳体加工设备领域,特别涉及一种电机壳体自动复合加工装置。
背景技术
电机又称为马达,它是指依据电磁感应定律实现电能转换或传递的一种电磁装置,现有的电机外壳多数为金属材质,且大多数电机外壳都是铸件,因此在组装电机之前,需要先将电机壳体打孔攻丝再进行组件,现有的电机壳体加工流水线一般都为人工分别进行打孔和攻丝,打孔时需要先在打孔位置用记号笔做出标记,然后用冲子打出小的凹槽,再用枪钻或其他设备进行打孔,再用冲子打出小的凹槽时,极容易容易打偏,为了解决这一问题,现有技术中,如申请号为202011266332.6的发明专利申请公开了一种电机壳体钻铣攻流水线加工装置,包括底板、顶板、冲孔组件、校准组件和钻头驱动装置,所述底板内壁与冲孔组件固定连接,所述冲孔组件顶端与顶板固定连接,所述冲孔组件内壁与钻头驱动装置活动连接,所述钻头驱动装置底端与校准组件固定连接;通过驱动电机运行带着半齿柱转动,半齿柱带着支撑柱运动,半齿柱转动直至与长齿带接触点没有轮齿时,弹簧推杆带着支撑柱运动,支撑柱带着横板运动,横板带着冲头组件运动,冲头本体在电机壳体标记点冲出一个小凹槽,该一种电机壳体钻铣攻流水线加工装置自动对齐孔位,避免了人工对齐孔位时发生的孔位偏移所导致的电机壳体质量。
但上述加工装置的不足之处在于:该装置只能对电机壳体的某一个孔进行加工,同时在加工过程中需要不断调整电机壳体的位置,加工效率低下,同时影响加工精度。
发明内容
因此,针对上述的问题,本发明提出一种电机壳体自动复合加工装置。
为实现上述技术问题,本发明采取的解决方案为:电机壳体自动复合加工装置,包括机架,还包括通过移动给进装置滑动安装在机架上的夹具,该夹具携带电机壳体进入加工工位,机架上位于夹具的两侧通过移动给进装置滑动安装有镗刀组件和/或自动攻牙机,镗刀组件和/或自动攻牙机沿夹具滑移方向的垂直向同步滑移以实现同步进刀和退刀,所述镗刀组件包括刀座以及转动安装在刀座上的镗刀,所述镗刀的轴向和/或自动攻牙机的刀头轴向与电机壳体上待加工的孔位轴向对应。
进一步改进的是:所述镗刀组件的数量为五支,自动攻牙机为一台,第一镗刀、第二镗刀以及自动攻牙机位于同一侧并沿前后向分布,第三镗刀、第四镗刀和第五镗刀位于另一侧并沿前后向分布,镗刀与电机传动连接。
进一步改进的是:位于同一侧的镗刀通过同步带轮与电机传动连接。
进一步改进的是:所述夹具包括底板、固定安装在底板上的支架,固定安装在支架顶部的压紧气缸,所述压紧气缸的活塞杆上装配有弧形压块,所述底板上位于所述弧形压块的正下方固定安装有U型座。
进一步改进的是:所述移动给进装置包括固定安装在机架上的滑轨,固定安装在滑轨一侧的给进气缸以及滑动安装在滑轨上的滑座。
进一步改进的是:所述滑轨的顶部架设有盖板,所述滑座上开设有供所述盖板穿过的穿槽。
进一步改进的是:还包括滑动安装有机架上的自动钻孔机,所述自动钻孔机的刀头轴向与电机壳体上待钻孔的孔位轴向对应。
通过采用前述技术方案,本发明的有益效果是:
本发明结构紧凑,设计合理,通过在机架上滑动安装有夹具,并在夹具的两侧沿其垂直向滑动安装有镗刀组件和/或自动攻牙机,且镗刀组件和/或自动攻牙机同步进退刀,镗刀的轴向和/或自动攻牙机的刀头轴向与电机壳体上待加工的孔位轴向对应,从而实现电机壳体两侧对应孔位的同步加工,大幅度缩短加工时间,整个加工动作时间25-30秒,极大地提高了工作效率,且在加工过程中,电机壳体无需进行位置调整,极大地提高了加工精度。
附图说明
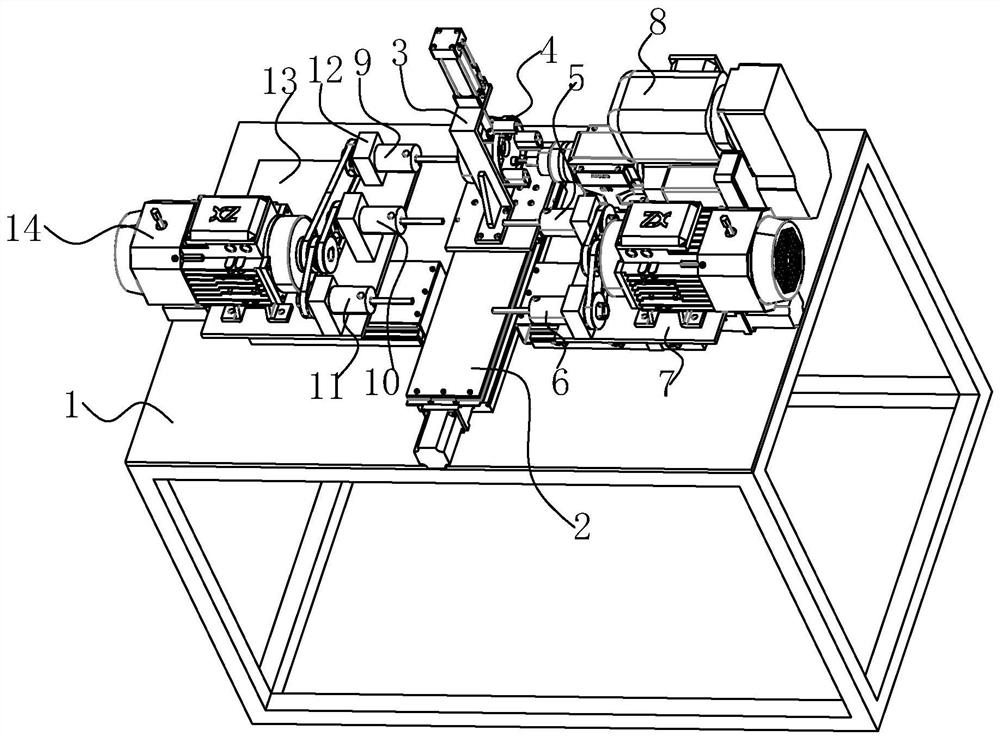
图1是本发明实施例电机壳体自动复合加工装置的结构示意图。
图2是本发明实施例电机壳体自动复合加工装置的俯视图。
图3是本发明实施例电机壳体自动复合加工装置中夹具的结构示意图。
图4是本发明实施例电机壳体自动复合加工装置中移动给进装置的结构示意图。
图5为电机壳体的背面示意图;
图6为电机壳体的正面示意图;
图中:机架1、移动给进装置2、夹具3、电机壳体4、第一镗刀5、第二镗刀6。第一台板7、自动攻牙机8、第三镗刀9。第四镗刀10。第五镗刀11、刀座12、第二台板13、电机14、支架15、底板16、U型座17、弧形压块18、压紧气缸19、第一轴孔壁20、丝孔21、机壳内圈22、第二轴孔壁23、装配孔24、滑轨25、滑座26、给进气缸27、盖板28。
具体实施方式
现结合附图和具体实施例对本发明进一步说明。
实施例一:
参考图1和图2,本发明实施例所揭示的是电机壳体自动复合加工装置,包括机架1,通过移动给进装置2滑动安装在机架1上的夹具3,移动给进装置2带动夹具3在机架1上作前后向直线滑移,夹具3用于对电机壳体4进行夹装,以使电机壳体4固定夹紧,便于加工,机架1上位于夹具3的两侧通过移动给进装置2滑动安装有镗刀组件和/或自动攻牙机8,位于两侧的镗刀组件和/或自动攻牙机8同步进退刀,所述镗刀组件包括刀座12以及转动安装在刀座12上的镗刀,自动攻牙机8采用现有设备,其中,镗刀的轴向和/或自动攻牙机8的刀头轴向与电机壳体4上待加工的孔位轴向对应。需要提醒的中,当需要对电机壳体4进行钻孔时,还包括滑动安装有机架上的自动钻孔机(图中未示出),所述自动钻孔机的刀头轴向与电机壳体上待钻孔的孔位轴向对应。
本实施例中,参阅图5和图6,图5为电机壳体4的背面示意图,图6为电机壳体4的正面示意图,由图中可以直观看出,该电机壳体4待加工的孔位包括位于其正面的第二轴孔壁23、装配孔24以及机壳内圈22,位于其背面的第一轴孔壁20以及丝孔21。其中,该丝孔21需要进行镗孔和攻丝,因此,选择对应数量的镗刀组件和自动攻牙机8以实现对电机壳体4两侧待加工的孔位进行同步加工。
具体的,本实施例中,该电机壳体4自动加工装置选用五支镗刀以及一台自动攻牙机8,其中,第一镗刀5、第二镗刀6以及自动攻牙机8位于同一侧并沿前后向分布,第三镗刀9、第四镗刀10和第五镗刀11位于另一侧并沿前后向分布,镗刀与电机14传动连接,优选的,位于同一侧的镗刀通过同步带轮与电机14传动连接,以实现同一电机14驱动同一侧的多组镗刀同步转动,电机壳体4随着夹具3的运动自前向后依次滑动至三个加工工位上并对对应的孔进行加工,其中,第二镗刀6和第五镗刀11分别对电机壳体4两侧的丝孔21和机壳内圈22进行同步镗孔加工,第一镗刀5和第四镗刀10分别对电机壳体4两侧的第一轴孔壁20和第二轴孔壁23进行同步镗孔加工,第三镗刀9对电机壳体4上的装配孔24进行镗孔加工,自动攻牙机8对丝孔21进行同步攻丝,进而完成电机壳体4上各孔的加工作业,全部加工完毕后,电机壳体4退回位于前侧的零点处,人工取出加工完毕的工件,通过两侧的镗刀组件以及自动攻牙机8的对应设置,以实现电机壳体4两侧对应孔位的同步加工,大幅度缩短加工时间,整个加工动作时间25-30秒,极大地提高了工作效率。需要注意的是,镗刀组件的数量以及自动攻牙机8的数量可随电机壳体4上待加工的孔位数量进行增减。
参阅图3,具体的,所述夹具3包括底板16、固定安装在底板16上的支架15,固定安装在支架15顶部的压紧气缸19,所述压紧气缸19的活塞杆上装配有弧形压块18,所述底板16上位于所述弧形压块18的正下方固定安装有U型座17。
参阅图4,本实施例中,具体的,所述移动给进装置2包括固定安装在机架1上的滑轨25,固定安装在滑轨25一侧的给进气缸27以及滑动安装在滑轨25上的滑座26。其中,位于两侧的镗刀组件分别通过第一台板7和第二台板13固定安装在对应的滑座26上。
为了避免孔位加工时产生的废屑进入滑轨25内,所述滑轨25的顶部架设有盖板28,所述滑座26上开设有供所述盖板28穿过的穿槽。
运用本创作所做的修饰、变化,皆属本创作主张的专利范围,而不限于实施例所揭示者。
- 电机壳体自动复合加工装置
- 一种轻合金电机壳体自动组装检测装置