一种表面密封方法及耐腐蚀部件
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及表面工程领域,具体涉及一种表面密封方法及耐腐蚀部件。
背景技术
在海洋工况下,工件面临高湿、高温、海水、盐雾等腐蚀因素。耐腐蚀性是影响工件安全性和服役寿命的重要影响因素。
相关技术通过基体表面设置保护层(如热喷涂涂层)以提高基体的耐腐蚀能力。然而,保护层存在不同程度的孔隙、微裂缝等缺陷,这些缺陷的存在将会降低涂层的耐腐蚀性、绝缘、疲劳等性能,对保护层的使用效果和使用寿命有影响。
表面密封技术(封孔技术)是一种针对工件表面(如保护层表面)孔隙的填封方法。该技术能够消除保护层内在孔隙,堵塞保护层至基体的腐蚀通道,提高保护层的耐腐蚀性能。
发明内容
对基体表面设置保护层(如涂层、阳极氧化膜)后,通常需对保护层进行磨削处理,获得所需的表面形貌、尺寸、粗糙度。发明人发现,在磨削前对保护层进行第一封孔处理,能够防止磨削过程中切削液浸入涂层的孔隙及微裂纹中,避免腐蚀从基体界面萌生。发明人还发现,磨削后保护层内部新的孔隙会裸露出来,因此,在磨削后对保护层进行第二封孔处理,能够有效封闭磨削后露出的新孔隙。
本专利提出了一种创新的表面密封方法。发明人发现,第一封孔处理后的磨削操作会产生较多的热量,因此发明人对第一封孔剂的成分进行了特别设计,使得第一封孔剂不仅具有渗透性优、耐高温的优点,还能够利用磨削过程中产生的热进行自封孔。此外,发明人还对第二封孔剂的成分进行了特别设计,使得第二封孔剂具有渗透性优、成膜薄的优点。本专利的表面密封方法处理后的工件具有改善的耐腐蚀性能和使用寿命,特别适合于对海洋工况下使用。
本公开提供一种表面密封方法,包括:
(1)在基体表面涂覆第一封孔剂,形成第一封孔剂涂层;
(2)对上一步产物进行磨削处理;
(3)在上一步产物表面涂覆第二封孔剂,形成第二封孔剂涂层;
可选地,
(4)对上一步产物进行抛光处理。
在一些实施方案中,第一封孔剂与第二封孔剂是相同或不同的组成的封孔剂。
在上述方案中,在磨削前对保护层进行第一封孔处理,能够防止磨削过程中切削液浸入涂层的孔隙及微裂纹中,避免腐蚀从基体界面萌生。发明人还发现,磨削后保护层内部新的孔隙会裸露出来,因此,在磨削后对保护层进行第二封孔处理,能够有效封闭磨削后露出的新孔隙。
在一些实施方案中,按第一封孔剂中各组分的重量份计,第一封孔剂包括以下成分:
在上述实施方案中,第一封孔剂含有潜伏性固化剂2,3-二氯顺丁烯二酸酐。第一封孔剂的配方巧妙利用磨削过程摩擦产生的高温,利用2,3-二氯顺丁烯二酸酐与双酚A型环氧树脂的扩链反应,增加环氧树脂分子链长度和分子量以提高拉伸强度和断裂延伸率,实现高温时自封孔,使封孔剂仍能保持一定强度和韧性,避免磨削加工时腐蚀从基体界面萌生。
在上述实施方案中,第一封孔剂还含有4,7,10,13-四氮杂十六烷二腈作为固化剂,其作用是常温固化剂,在磨削温度还没上升到一定温度时,固化成膜,使封孔剂在工件表面能固化一定厚度。
在上述实施方案中,4,7,10,13-四氮杂十六烷二腈具有如下的化学结构式:
在一些实施方案中,按第二封孔剂中各组分的重量份计,第二封孔剂包括以下成分:
苯基三甲氧基硅烷50-60份(例如53~56份);和
甲氧基封端的甲基苯基硅油30-40份(例如33~36份)。
在上述实施方案中,第二封孔剂利用苯基三甲氧基硅烷和基体表面的基团(如羟基)发生缩合反应,以其水解缩聚产物作为主要成膜物质,使得硅烷以化学吸附的形式牢固附着在涂层的表面,成膜薄且均匀,避免后续抛光工艺时,粘连抛光带、偏磨等问题。此外,第二封孔剂中的甲氧基封端的甲基苯基硅油成分有助于提高韧性、耐候性和流平性,且为涂层的抛光提供润滑使用,加工余量小,提高加工效率。
在一些实施方案中,双酚A型环氧树脂是指环氧当量为184~240g/eq的环氧树脂,例如环氧当量为184~200g/eq的环氧树脂。
在一些实施方案中,双酚A型环氧树脂的黏度为7000-18000mPa.s(25℃)。
在一些实施方案中,聚酰胺固化剂的胺值为380-420mg/KOH/g。
在一些实施方案中,第一封孔剂还包括碳酸丙烯酯6-8份。这进一步改善了封孔剂涂层的韧性。
在一些实施方案中,第一封孔剂还包括抗氧剂0.1-0.5份。这进一步改善了封孔剂涂层的耐候性。
在一些实施方案中,抗氧剂是阻酚类抗氧剂。
在一些实施方案中,抗氧剂是抗氧剂1010,即四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯。
第二封孔剂还含有乙酰乙酸乙酯1-2份。这改善了第二封孔剂的溶解度梯度。
在一些实施方案中,第二封孔剂还包括以下一种或多种成分:甲基三乙氧基硅烷、二苯基二甲氧基硅烷、甲基三甲氧基硅烷。上述成分有利于改善封孔剂层的机械性能,同时降低固化温度。
在一些实施方案中,第二封孔剂还包括甲基三乙氧基硅烷3-5份。
在一些实施方案中,第二封孔剂还包括二苯基二甲氧基硅烷1-2份。
在一些实施方案中,第二封孔剂还包括甲基三甲氧基硅烷1-2份。
在一些实施方案中,第二封孔剂中,甲氧基封端的甲基苯基硅油的黏度值为20mm
在一些实施方案中,第二封孔剂中,甲氧基封端的甲基苯基硅油的苯基含量为20~30摩尔%。
在一些实施方案中,第二封孔剂中,甲氧基封端的甲基苯基硅油的甲氧基含量为5~10摩尔%。
在一些实施方案中,步骤(1)中,涂覆第一封孔剂时,基体表面的温度为70~90℃。
在一些实施方案中,步骤(3)中,涂覆第二封孔剂时,上一步产物表面温度控制在25~40℃。
在一些实施方案中,按溶剂中各组分的体积份计,溶剂包括:
在上述实施方案中,溶剂含有苯酚、二环己烷醚、苯甲醇、2-环己烷基环己酮、二甲苯、正丁基缩水甘油醚,该溶剂配方使得第一封孔剂具有较低的粘度,具有渗透深度深的优点。
在一些实施方案中,所述基体表面有待密封的孔隙。
在一些实施方案中,所述基体的表面在封孔处理前预先设置有表面保护层。
在一些实施方案中,所述表面保护层包括以下一种或多种:金属镀层、金属涂层、陶瓷涂层和/或阳极氧化膜。
在一些实施方案中,所述表面保护层的通过以下一种或多种方法获得:电镀、热喷涂、激光熔覆、阳极氧化。
在一些实施方案中,第一封孔剂涂层的涂覆厚度为0.2mm~0.4mm,第二封孔剂涂层的涂覆厚度为0.1~0.3mm。
在一些实施方案中,所述基体为活塞杆或轴承。
在一些实施方案中,所述基体为海工活塞杆或海工轴承。
在一些方面,本公开提供一种部件,其表面有封孔剂涂层,所述封孔剂涂层由上述密封方法获得。
在一些实施方案中,所述部件是活塞杆或轴承。
在一些实施方案中,第一封孔剂涂层在常温30min后能够达到表面干燥,常温放置24h-48h后,能够进行磨削加工。
在一些实施方案中,第二封孔剂涂层在常温20min后能够达到表面干燥,常温放置24h-48h后,能够进行抛光加工。
在一些实施方案中,常温是指20~40℃。
术语解释
双酚A型环氧树脂符合《GBT 13657-2011双酚A型环氧树脂》。
聚酰胺固化剂651是由二聚植物油脂肪酸与脂肪胺为原料缩聚而成的低分子聚酰胺树脂,是环氧树脂优良的增韧型固化剂。由于结构中含有较长的脂肪酸碳链和氨基,可使固化产物具有高的弹性和粘接力及耐水性。
有益效果
本公开方法或产品具有以下一项或多项优点:
(1)第一封孔剂具有改善的渗透性能,渗透深度深。
(2)第一封孔剂具有改善的耐高温性能。
(3)第一封孔剂在聚酰胺固化剂体系的基础上,还含有潜伏性固化剂2,3-二氯顺丁烯二酸酐,在磨削过程摩擦产生高温时,利用二元酸与双酚A型环氧树脂的扩链反应,增加环氧树脂分子链长度和分子量以提高拉伸强度和断裂延伸率,实现高温时自封孔,使封孔剂仍能保持一定强度和韧性,避免磨削加工时腐蚀从基体界面萌生。
(4)第二封孔剂利用硅烷和涂层表面羟基的缩合反应使得硅烷以化学吸附的形式牢固附着在涂层的表面,成膜薄且均匀,避免后续抛光工艺时,粘连抛光带、偏磨等问题。
(5)第二封孔剂还含有甲氧基封端的甲基苯基硅油,提高韧性、耐候性和流平性,且为涂层的抛光提供润滑使用,加工余量小,提高加工效率。
附图说明
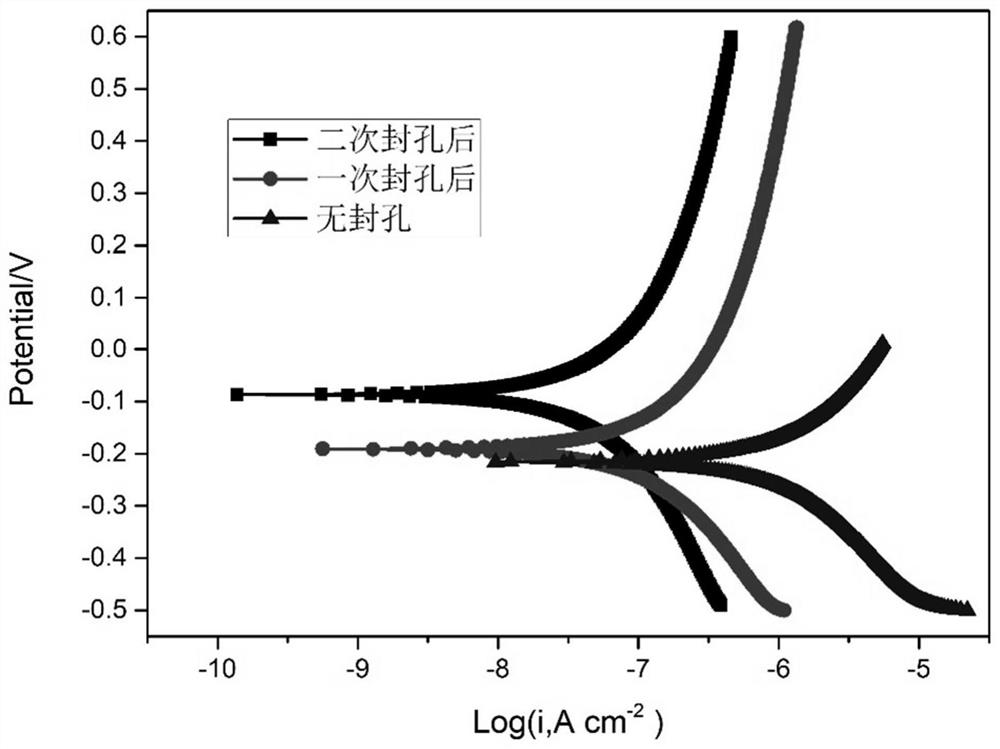
图1实施例1的活塞杆在25℃3.5wt.%NaCl溶液中的动电位极化曲线。
具体实施方式
下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
表1示出以下实施例使用的原料与试剂。
表1
实施例1:
(1)待加工部件为海工油缸活塞杆。该海工油缸活塞杆经等离子喷涂氧化铬-氧化钛涂层后,(直径250mm,长度为1m)。冷却至80℃。
(2)对活塞杆进行第一封孔。第一封孔剂成分比例如下:以100g双酚A型环氧树脂为基准,还包括30g 651聚酰胺环氧固化剂,2.5g4,7,10,13-四氮杂十六烷二腈,8g 2,3-二氯顺丁烯二酸酐,8g碳酸丙烯酯,15g溶剂,0.1g 1010受阻酚类抗氧剂,由苯酚、二环己烷醚、苯甲醇、2-环己烷基环己酮、二甲苯、正丁基缩水甘油醚以体积比10:8:5:5:1:1混合的溶剂。
通过刷涂方式,使上述部件表面均匀涂覆第一封孔剂,1平方米涂覆100g第一封孔剂(涂覆厚度约0.2mm),常温30min后部件表面干燥,常温放置12h后,形成第一封孔剂涂层。
(3)对活塞杆进行磨削加工,磨削加工后,清洗表面。
(4)对活塞杆进行第二封孔。第二封孔剂成分比例如下:以100g所述封孔剂为基准,还包括:56.5g苯基三甲氧基硅烷、35.2g甲氧基封端的甲基苯基硅油、1.2g乙酰乙酸乙酯、4.3g甲基三乙氧基硅烷、1.6g二苯基二甲氧基硅烷、1.2g甲基三甲氧基硅烷。
在20℃,通过刷涂方式,使上述部件表面均匀涂覆第二封孔剂,1平方米涂覆50g第二封孔剂(涂覆厚度约0.1mm),常温静置20min后部件表面干燥,常温放置24h后,形成第二封孔剂涂层。
(5)对第二封孔剂涂层进行抛光加工,使表面粗糙度达到Ra0.2。
实施例2:
(1)待加工部件为绝缘轴承。该绝缘轴承经等离子喷涂氧化铝涂层后,待冷却至80℃。
(2)对轴承进行第一封孔。第一封孔剂成分比例如下:以100g双酚A型环氧树脂为基准,还包括25g 651聚酰胺环氧固化剂,3g4,7,10,13-四氮杂十六烷二腈,7.5g 2,3-二氯顺丁烯二酸酐,8g碳酸丙烯酯,15g溶剂,0.1g 1010受阻酚类抗氧剂。溶剂以苯酚、二环己烷醚、苯甲醇、2-环己烷基环己酮以体积比10:8:5:6混合。
通过刷涂方式,使轴承表面涂覆第一封孔剂,1平方米涂覆100g第一封孔剂(涂覆厚度约0.2mm),常温30min后可表面干燥,常温放置24h后,形成第一封孔剂涂层。
(3)对轴承进行磨削加工,磨削加工后,清洗表面。
(4)对轴承进行第二封孔。第二封孔剂成分比例如下:以100g所述封孔剂为基准,还包括57.2g苯基三甲氧基硅烷、35.2g甲氧基封端的甲基苯基硅油、1.2g乙酰乙酸乙酯、3.8g甲基三乙氧基硅烷、1.6g二苯基二甲氧基硅烷、1.2g甲基三甲氧基硅烷组成。
在20℃时,通过刷涂方式,使轴承表面涂覆第二封孔剂,1平方米涂覆50g第二封孔剂(涂覆厚度约0.1mm),常温静置20min后轴承表面干燥,常温放置24h后,形成第二封孔剂涂层。
(5)对轴承进行抛光加工,使表面粗糙度达到Ra0.2。
性能评价实验
(1)耐腐蚀性实验:
以实施例1的活塞杆作为待测试样。采用辰华CHI660E电化学工作站,腐蚀溶液采用人工海水(ASTM D1141)。其中的参比电极为银-氯化银电极,对电极为石墨电极。待试样的开路电位维持在一定数值时,分别测试无封孔涂层、一次封孔涂层、二次封孔涂层的动电位极化曲线,三类试样的Tafel曲线如图1所示。表2示出在25℃3.5wt.%NaCl溶液中的动电位极化参数。
表2
如图1和表2所示,二次封孔的涂层的自腐蚀电流最小,为3.16×10
(2)绝缘电阻测试:
以实施例2制备的绝缘轴承为待测试样(3个同规格试样,编号1、2、3)。绝缘电阻测试采用FS2670绝缘兆欧表(量程为0-9999MΩ)分别在测试电压250V、500V和1000V测量并记录无封孔涂层、一次封孔涂层、二次封孔涂层绝缘电阻值,每种电压下分别测试3个试样。
表3绝缘电阻值
由图可知,二次封孔涂层在1000V电压测试下,绝缘电阻大于9999MΩ,满足绝缘轴承对绝缘性能的常规要求(在DC1000V下绝缘电阻≥100MΩ)。
由上述实验可知,使用本公开的第一封孔剂、第二封孔剂,实现严苛工况下热喷涂涂层耐腐蚀性、绝缘性能等性能的提升,提高生产效率,降低加工成本。
尽管本发明的具体实施方式已经得到详细的描述,但本领域技术人员将理解:根据已经公开的所有教导,可以对细节进行各种修改变动,并且这些改变均在本发明的保护范围之内。本发明的全部范围由所附权利要求及其任何等同物给出。
- 一种表面密封方法及耐腐蚀部件
- 用于机械零部件表面耐磨损、耐腐蚀的复合涂层及制备方法