一种小口径薄壁石墨管加工刀具
文献发布时间:2023-06-19 11:30:53
技术领域
本发明一种小口径薄壁石墨管加工刀具属于刀具领域,特别涉及小口径薄壁石墨管的加工设备。
背景技术
小口径薄壁石墨管,一种用于高温设备无油润滑的转动部位润滑套。现有加工小口径薄壁石墨管的企业大部分都是采用数控车床先切削外圆、然后加工内孔,但是数控车床加工小口径石墨管的极限壁厚为>1.5mm、长度<30mm、内孔10mm,如果长度>上述尺寸在加工过程中石墨管就会产生断裂,废品率极高。因此,需要一种能够外圆及内孔同步切削且壁厚<1.5mm的刀具来替代现有的数控车床加工石墨管。
发明内容
本发明一种小口径薄壁石墨管加工刀具克服了上述困难,采用圆柱形的刀柄,在刀柄的下方安装圆盘形的托盘,在托盘的外缘上面向下安装圆筒状的外层刀管、在外层刀管底部的前后对称部位各安装一个长方形的刀头、在外层刀管下方两个刀头右边的上面分别设置了圆形的外层吸灰孔,在托盘底部边缘的内侧向下安装了圆筒状的内层刀管、在内层刀管底部的左右对称部位各安装一个长方形的刀头、在内层刀管下方两个刀头左边的上面分别设置了圆形的内层吸灰孔,在外层刀管及托盘的上面安装了蜗壳状的抽风罩,钻床带着刀柄快速旋转后、外层刀管及内层刀管底部的刀头旋转后将石墨块切割成圆筒状、切割的粉尘由抽风罩通过内外吸灰孔吸走。
一种小口径薄壁石墨管加工刀具,其特征是,包括刀柄、抽风罩、钢丝软管、定位圈、外层刀管、刀头、外层吸灰孔、支撑杆、托盘、排气孔、内层刀管、内层吸灰孔、上密封口、下密封口;
所述刀柄为圆柱形、垂直设置于钻床的钻夹头里面,刀柄的底部垂直设置了圆柱形的支撑杆、支撑杆的直径<刀柄的直径3-9mm;
所述托盘为圆盘状、上面的中央与支撑杆的底部连接,托盘的四周紧贴边缘部位均匀设置了椭圆形的排气孔,托盘边缘的底部向下垂直设置了圆筒状的外层刀管、外层刀管底部的前后对称部位各设置了一个长方形的刀头、外层刀管下方两个刀头右边的上面分别设置了2-5个圆形的外层吸灰孔,托盘边缘底部的内侧向下垂直设置了圆筒状的内层刀管、内层刀管底部的左右对称部位各设置了一个长方形的刀头、内层刀管下方两个刀头左边的上面分别设置了2-5个圆形的内层吸灰孔;
所述抽风罩为聚四氟乙烯制成的中空蜗壳状、水平设置于托盘的上面,抽风罩上面中央的圆形上密封口设置于支撑杆上半部的上面、上密封口的内部与支撑杆的外表贴合,抽风罩下面中央的圆形下密封口设置于外层刀管上半部的上面、下密封口的内部与外层刀管的外表贴合,抽风罩右侧面的开口与圆筒状钢丝软管的左边连接、钢丝软管的右边与抽风机的入口连接;
所述定位圈为聚四氟乙烯制成的圆环形、设置于外层刀管上半部外面的中央,定位圈的上面与抽风罩的底部贴合。
进一步,所述外层刀管与内层刀管的壁厚相等,外层刀管及内层刀管的壁厚<1mm,外层刀管的内壁与内层刀管的外壁之间间隔距离<5mm。
进一步,所述刀头的厚度为外层刀管壁厚的两倍。
有益效果:现有加工小口径薄壁石墨管的企业大部分都是采用数控车床先切削外圆、然后加工内孔,但是数控车床加工小口径石墨管的极限壁厚为>1.5mm、长度<30mm、内孔10mm,如果长度>上述尺寸在加工过程中石墨管就会产生断裂,废品率极高。一种小口径薄壁石墨管加工刀具克服了上述困难,采用圆柱形的刀柄,在刀柄的下方安装圆盘形的托盘,在托盘的外缘上面向下安装圆筒状的外层刀管、在外层刀管底部的前后对称部位各安装一个长方形的刀头、在外层刀管下方两个刀头右边的上面分别设置了圆形的外层吸灰孔,在托盘底部边缘的内侧向下安装了圆筒状的内层刀管、在内层刀管底部的左右对称部位各安装一个长方形的刀头、在内层刀管下方两个刀头左边的上面分别设置了圆形的内层吸灰孔,在外层刀管及托盘的上面安装了蜗壳状的抽风罩,钻床带着刀柄快速旋转后、外层刀管及内层刀管底部的刀头旋转后将石墨块切割成圆筒状、切割的粉尘由抽风罩通过内外吸灰孔吸走。
附图说明
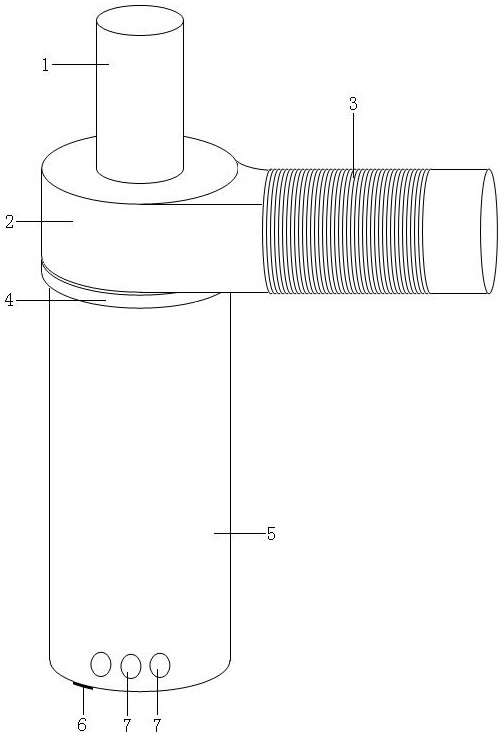
图1为一种小口径薄壁石墨管加工刀具的主视图;
图2为刀柄、定位圈、外层刀管、刀头、外层吸灰孔、支撑杆、托盘、排气孔、内层刀管、内层吸灰孔的结构示意图;
图3为抽风罩、钢丝软管、上密封口、下密封口的结构示意图;
以上附图中的标记为,刀柄1、抽风罩2、钢丝软管3、定位圈4、外层刀管5、刀头6、外层吸灰孔7、支撑杆8、托盘9、排气孔10、内层刀管11、内层吸灰孔12、上密封口13、下密封口14。
具体实施方式
现结合附图及附图标记、对本发明的形状、构造进行详细描述:
一种小口径薄壁石墨管加工刀具,其特征是,包括刀柄1、抽风罩2、钢丝软管3、定位圈4、外层刀管5、刀头6、外层吸灰孔7、支撑杆8、托盘9、排气孔10、内层刀管11、内层吸灰孔12、上密封口13、下密封口14;
所述刀柄1为圆柱形、垂直设置于钻床的钻夹头里面,刀柄1的底部垂直设置了圆柱形的支撑杆8、支撑杆8的直径<刀柄1的直径3-9mm;
所述托盘9为圆盘状、上面的中央与支撑杆8的底部连接,托盘9的四周紧贴边缘部位均匀设置了椭圆形的排气孔10,托盘9边缘的底部向下垂直设置了圆筒状的外层刀管5、外层刀管5底部的前后对称部位各设置了一个长方形的刀头6、外层刀管5下方两个刀头右边的上面分别设置了2-5个圆形的外层吸灰孔7,托盘9边缘底部的内侧向下垂直设置了圆筒状的内层刀管11、内层刀管11底部的左右对称部位各设置了一个长方形的刀头6、内层刀管11下方两个刀头左边的上面分别设置了2-5个圆形的内层吸灰孔12;
所述抽风罩2为聚四氟乙烯制成的中空蜗壳状、水平设置于托盘9的上面,抽风罩2上面中央的圆形上密封口13设置于支撑杆8上半部的上面、上密封口13的内部与支撑杆8的外表贴合,抽风罩2下面中央的圆形下密封口14设置于外层刀管5上半部的上面、下密封口14的内部与外层刀管5的外表贴合,抽风罩2右侧面的开口与圆筒状钢丝软管3的左边连接、钢丝软管3的右边与抽风机的入口连接;
所述定位圈4为聚四氟乙烯制成的圆环形、设置于外层刀管5上半部外面的中央,定位圈4的上面与抽风罩2的底部贴合。
进一步,所述外层刀管5与内层刀管11的壁厚相等,外层刀管5及内层刀管11的壁厚<1mm,外层刀管5的内壁与内层刀管11的外壁之间间隔距离<5mm。
进一步,所述刀头6的厚度为外层刀管5壁厚的两倍。
根据上述一种小口径薄壁石墨管加工刀具在使用时,工人选择对应尺寸的小口径薄壁石墨管加工刀具安装在钻床的卡钳下面,然后将需要切割的石墨块夹在钻床底座上方四口钳的里面,工人开动钻床及抽风机、调整拖板、使小口径薄壁石墨管加工刀具与需要切割部位的石墨块垂直,此时、钻床主轴底部的卡钳带着刀柄快速旋转并且缓慢自行下降(由于抽风罩受钢丝软管牵至、刀具旋转时抽风罩者不会更随旋转,刀具下降的同时抽风罩拉动钢丝软管同步下降)、外层刀管及内层刀管底部的刀头与石墨块接触后快速将其切割成两个同心圆、随着两个同心圆缓慢变深、 两个同心圆之间的圆筒状石墨逐渐被切割成石墨管,外层刀管的刀头及内层刀管的刀头在切割石墨块时产生的粉尘被抽风机经外层吸灰孔及内层吸灰孔吸入外层刀管和内层刀管之间的间隙当中、粉尘然后经排气孔被吸入抽风罩内部后再经钢丝软管进入抽风机的内部,钻床主轴底部的卡钳带着小口径薄壁石墨管加工刀具下降至设定的深度后自动退会、工人按照上述步骤继续对石墨块进行切割,待切割完毕后、小心取下石墨块旋转90°放在切割机上面、小心切割掉石墨块的底部、将已切割成型留在石墨块内部的小口径石墨管依次取出放置好即可。
上述未详细描述部分为现有技术。
以上所述仅为本发明的常规揭示,并非对本发明作任何形式上的限制;凡熟悉本行业的技术人员在未脱离本发明的技术方案范围内、实施对以上所述技术作出的任何等同变化的调整、修饰与演变等,均仍属于本发明的技术方案的保护范围内。
- 一种小口径薄壁石墨管加工刀具
- 一种小口径薄壁石墨管加工刀具