用于加工汽车嵌体的PCD成型铣刀
文献发布时间:2023-06-19 11:30:53
技术领域
本发明属于机械加工刀具领域,尤其涉及一种加工汽车转向器的PCD复合刀具。
背景技术
汽车转向器零部件结构复杂,形状不规则,需要加工的部位多且难度大。在同一个加工面上,不同加工部位可能需要铣面、钻孔、扩孔、铰孔、倒角等多工序不同的复合作业,如果采用单一功能的刀具对其进行加工需要多次操作,效率很低,且由于多次换刀定位均会产生误差,加工完的工件精度很低,不能满足装配要求,因此,对于汽车转向器零件的加工需要使用一体成型的复合加工刀具,可在一次加工过程中,同时完成铣削、铰削、钻孔等多种工艺,具有加工效率高,稳定性高和产品精度高等诸多优点。
发明内容
针对现有技术中单一功能的刀具无法对汽车转向器零件进行一次成型加工的情况,本发明提供了一种包含螺纹铣削和铰削扩孔等功能的PCD复合刀具,其采用的技术方案如下:
用于加工汽车转向器的PCD复合刀具,包括刀体和刀柄,刀体设置在刀柄左端,刀体从左端往右依次设置有四个切削部,所述四个切削部呈阶梯形连接,均为圆柱体,直径依次增大,每个切削部均沿周圈设置有不少于2个切削刀片;
第一切削部设置在刀体前端,第一刀片从第一切削部的左端面扩展至其后半段处,形状为相同且连续的波形锯齿,相邻两锯齿间波峰和波谷角度均为α,所述锯齿外侧刃部尖角处为平行于刀体轴向的平齿,其内侧波谷处为圆弧连接;第一切削部往右依次连接第二切削部、第三切削部和第四切削部,第二切削部中第二刀片设置在其左端面的外棱角处,所述外棱角为直角,并设有径向向右的倒角,角度为β,所述第二刀片凸出于刀体,其形状与外棱角形状相同;
第二切削部与第三切削部之间以45°斜面连接,第三刀片从第二切削部后端扩展至第三切削部前端,第三刀片凸出于刀体,其中间部分形状与连接斜面形状一致;
第四刀片设置在第三切削部与第四切削部的连接处,此连接处由两段角度不同的斜面组成,左侧第一个斜面与刀体轴向形成角度为γ,右侧第二个斜面与刀体径向形成角度为δ,圆弧面A连接第一个斜面与第三切削部外表面,并与两个面均相切,第一个斜面与第二个斜面之间由圆弧面B连接,此圆弧面B仅与第一个斜面相切,第二个斜面与第四切削部外表面相连,第四刀片从第三切削部后端扩展至第四切削部前端,其凸出于刀体,且形状与连接处形状一致。
进一步的,所述第一切削部中的第一刀片,锯齿齿数为10个,刀片整体长度为16mm。
进一步的,所述刀体和刀柄内部有一切削液总通孔,所述切削液总通孔有若干分通孔,分别通向不同刀片处,向刀片部位输送切削液。
进一步的,所述角度α=60°,β=15°-20°,γ=30°-45°,δ=5°-10 °。
进一步的,沿刀体长度方向设有2个以上排屑槽。
进一步的,第一切削部中刀片数量为2个,第二切削部中刀片数量为4 个,第三切削部中刀片数量为4个,第四切削部中刀片数量为2个。
进一步的,所述刀体和刀柄一体成型,材质为钨钢合金,所述刀片为PCD 刀片,刀片与刀体连接方式为焊接。
本发明的有益效果在于:采用本PCD复合刀具对汽车转向器零件进行加工,能够在一次加工中完成铣削螺纹槽、扩孔、铰孔、倒角等多工序复合作业,具有高效率、高精度、高可靠度的成形加工特点。本PCD复合刀具一体成型,减少了换刀次数,消除了工件或刀具的重复定位误差,显著减少辅助时间,现场使用效果非常优异。此外,本刀具通过切削液总孔加分孔的方式添加切削液,能够保证切削液准确输送到对应的刀片,对刀片精准降温润滑,使刀片使用寿命大大提高。
附图说明
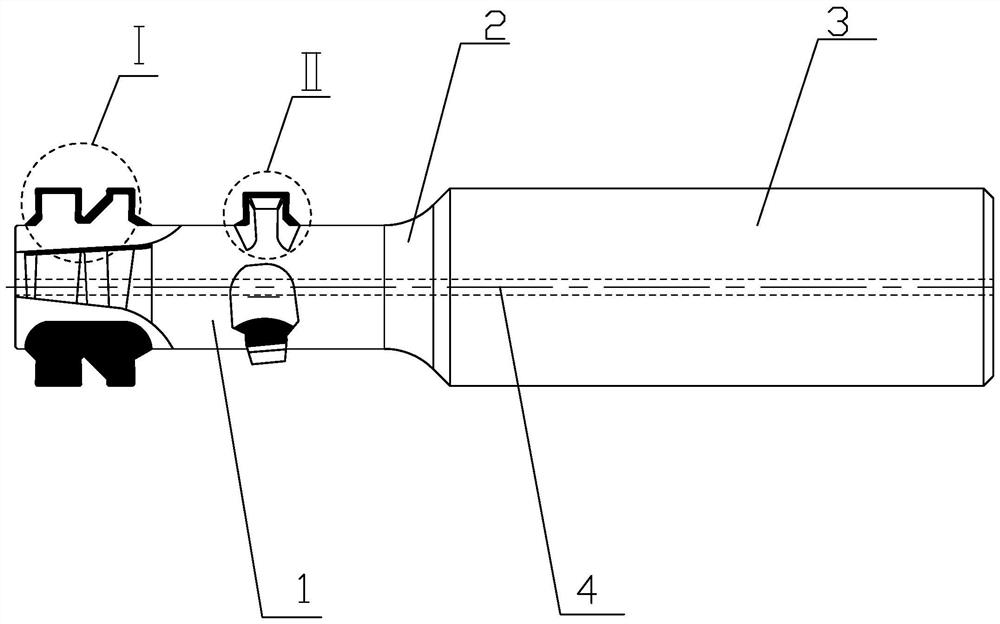
图1为本发明用于加工汽车嵌体的PCD成型铣刀的正面结构示意图;
图2为图1中Ⅰ部放大示意图;
图3为图1中Ⅱ部放大示意图;
图4为图1的左视图;
图5为本发明用于加工汽车嵌体的PCD成型铣刀刀体部分的立体结构示意图;
具体实施方式
下面结合附图和实施例,对本发明作进一步说明:
用于加工汽车转向器的PCD复合刀具,包括刀体5和刀柄6,刀体5设置在刀柄6左端,刀体5从左端往右依次设置有四个切削部,所述四个切削部呈阶梯形连接,均为圆柱体,直径依次增大,每个切削部均沿周圈设置有不少于2个切削刀片;
第一切削部1设置在刀体5前端,第一刀片11从第一切削部1的左端面扩展至其后半段处,形状为相同且连续的波形锯齿,相邻两锯齿间波峰和波谷角度均为60°,所述锯齿外侧刃部尖角处为平行于刀体轴向的平齿12,其内侧波谷处为圆弧连接13;
第一切削部1往右依次连接第二切削部2、第三切削部3和第四切削部4,第二切削部2中第二刀片22设置在其左端面的外棱角处,所述外棱角为直角,并设有径向向右的倒角,角度为15°,所述第二刀片22凸出于刀体5,其形状与外棱角形状相同;所述第一刀片11,锯齿齿数为10个,刀片整体长度为 16mm。
第二切削部2与第三切削部3之间以45°斜面连接,第三刀片33从第二切削部2后端扩展至第三切削部3前端,第三刀片33凸出于刀体5,其中间部分形状与连接斜面形状一致;
第四刀片44设置在第三切削部3与第四切削部4的连接处,此连接处由两段角度不同的斜面组成,左侧第一个斜面41与刀体轴向形成角度为γ,右侧第二个斜面42与刀体径向形成角度为δ,圆弧面A连接第一个斜面41与第三切削部3外表面,并与两个面均相切,第一个斜面41与第二个斜面42 之间由圆弧面B连接,此圆弧面B仅与第一个斜面41相切,第二个斜面42 与第四切削部4外表面相连,第四刀片44从第三切削部3后端扩展至第四切削部4前端,其凸出于刀体5,且形状与连接处形状一致。
进一步的,所述刀体5和刀柄6内部有一切削液总通孔7,所述切削液总通孔7有若干分通孔8,分别通向不同刀片处,向刀片部位输送切削液。
进一步的,沿刀体长度方向设有2个以上排屑槽9。
进一步的,第一切削部1中刀片数量为2个,第二切削部2中刀片数量为4个,第三切削部3中刀片数量为4个,第四切削部4中刀片数量为2个。
进一步的,所述刀体5和刀柄6一体成型,材质为钨钢合金,所述刀片为PCD刀片,刀片与刀体5连接方式为焊接。
本发明PCD复合刀具用来对汽车转向器零件进行加工,所述第一刀片11 用来铣削螺纹槽,第二刀片22、第三刀片33和第四刀片44用来进行扩孔和铰削,刀具绕孔洞内壁旋转移动加工,第一切削部1的直径要小于该孔洞的直径,第二到第四刀片在刀具向内伸入作业的过程中对孔洞外侧扩孔加工,加工完成后得到的成品孔,其最外部直径应大于第四切削部4的直径。成品孔最内侧为螺纹形,向外为三个阶梯圆柱形状,其直径依次增大。上述仅为使用本刀具加工内孔的例子,但本刀具也可以用以加工外螺纹或者其他需要配合加工的地方,使用时应按需求操作。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以上所述,仅为本发明较佳的几个实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化和替换,都应涵盖在本发明的保护范围内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
- 用于加工汽车嵌体的PCD成型铣刀
- 一种用于粗加工汽车摩托车缸体曲轴孔的PCD球头铣刀