异物检查方法以及异物检查装置
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及一种检查有无埋没于筒状的树脂成型品的、尺寸超过规定的阈值的异物的异物检查方法以及异物检查装置。
背景技术
以往,已知具备使从车载的氢罐取入的氢和从大气中取入的氧发生化学反应来进行发电的燃料电池,并将该燃料电池的发电电力作为驱动源而行驶的燃料电池车辆。从轻量化的观点来看,通常使用高压罐作为搭载于像这样的燃料电池车辆的氢罐,所述高压罐将包括树脂制的管和圆顶的密闭圆筒状的内衬作为内壳,并通过在所述内衬的外周面卷绕碳纤维而形成高强度的外壳。
再者,构成氢罐的内壳的内衬成为密闭高压的氢气的容器,因此对于所述内衬要求有对于低分子的气体的气体阻隔性。因此,主流是使用具有高气体阻隔性的尼龙材料作为内衬的构成零件即管和圆顶的成型材料,此外,考虑到生产率,通常通过射出成型来对圆筒状的管和有底筒状的圆顶进行成型。
但是,尼龙是由于热历史而容易劣化、容易分解的材料这一因素和在射出路径内难以使材料完全不残留、滞留这一因素相互作用,由此,在使用尼龙材料并通过射出成型而成型的管和圆顶中,有时会包含有被称为“黑点”的、主要由碳化劣化物构成的异物(以下也称为“埋没异物”。)。
那么,当在制品(管和圆顶)内包含有相对较多的埋没异物或相对较大的埋没异物时,会成为内衬的机械强度降低的主要原因,因此确认制品内包含的埋没异物的“量”、“大小”变得重要。关于这方面,对于存在于制品表面的埋没异物,能通过目视容易地确认其量、大小。不过,在作为内衬的成型材料的尼龙材料中,通常为了防止由于紫外线造成的耐候劣化而包含有着色颜料,换言之,制品不透明,因此,对于存在于制品内部的埋没异物,可以说不仅本身就难以确认其有无,还难以通过目视确认其大小。
因此,在例如日本专利第6508435中,公开了一种树脂成型品的检查方法:以多个路径放射X射线,在一个以上的位置对透过树脂成型品的X射线进行检测,针对检测到的X射线图像,对疑似缺陷(空隙、杂质)进行检测,通过立体(stereo)匹配法测定疑似缺陷的高度,将得到的高度信息图像和作为疑似缺陷而得到的图像进行求逻辑积的运算,根据高度位置来分选疑似缺陷的良否。
但是,对于如上述日本专利第6508435所述那样,使用X射线来检测埋没异物的手法,从由于X射线照射设备的导入等导致的成本上升、X射线(放射线)的安全管理等观点来看缺乏现实性。
因此,现状是在隐约能通过目视识别出在制品内部存在埋没异物的情况下,不确认其大小,而全部作为不良品进行处理,这成为使内衬的成品率恶化、成本上升的原因。
发明内容
本发明是鉴于所述问题而完成的发明,其目的在于提供一种通过安全且简单的方法,以高精度计算出埋没于筒状的树脂成型品的异物的尺寸的技术。
为了达成所述目的,在本发明的异物检查方法中,利用不包含着色颜料的尼龙使光透过的性质,基于由从光源照射的光产生的埋没异物的投影像,计算出埋没异物的尺寸。
具体而言,本发明以检查有无埋没于筒状的树脂成型品的、尺寸超过规定的阈值的异物的异物检查方法作为对象。
在该异物检查方法中,准备不包含着色颜料的尼龙制的成型品来作为所述树脂成型品。
并且,所述异物检查方法的特征在于,包括:第一计测工序,对从配置于所述树脂成型品的筒径方向内侧和外侧中的一方的第一光源朝向该树脂成型品的一方的周面照射光而投影于另一方的周面的埋没异物的第一投影像的尺寸进行计测;第二计测工序,对从配置于所述树脂成型品的筒径方向内侧和外侧中的另一方的第二光源朝向该树脂成型品的另一方的周面照射光而投影于一方的周面的所述埋没异物的第二投影像的尺寸进行计测;以及计算工序,基于与从各光源起到由该各光源投影而成的各投影像为止的距离相对的该各投影像的尺寸和与从所述各光源起到所述埋没异物为止的距离相对的该埋没异物的尺寸的比例关系,计算出该埋没异物的尺寸。
根据该构成,使用不包含着色颜料的尼龙制的树脂成型品作为检查对象,因此若例如从配置于树脂成型品的内侧的光源向内周面照射光,则光透过树脂成型品,由此将埋没异物的投影像投影于树脂成型品的外周面,因此能够计测所述埋没异物的投影像的尺寸。同样地,若从配置于树脂成型品的外侧的光源向外周面照射光,则将埋没异物的投影像投影于树脂成型品的内周面,因此能够计测所述埋没异物的投影像的尺寸。
并且,在与从第一光源起到第一投影像为止的距离相对的第一投影像的尺寸和与从第一光源起到埋没异物为止的距离相对的埋没异物的尺寸之间存在比例关系,此外,在与从第二光源起到第二投影像为止的距离相对的第二投影像的尺寸和与从第二光源起到埋没异物为止的距离相对的埋没异物的尺寸之间也存在相同的比例关系,换言之,相对于“从光源起到埋没异物为止的距离”和“埋没异物的尺寸”这两个未知数,有两个方程式(比例关系)成立,因此,基于这些比例关系,能够计算出埋没异物的尺寸。
像以上那样,根据本发明,通过从筒径方向内侧和外侧的光源对不包含着色颜料的尼龙制的树脂成型品照射光这样的安全且简单的方法,能够以高精度计算出埋没异物的尺寸。
此外,也可以是,在所述计算工序中,包括:第一计算工序,基于与从所述第一光源起到所述第一投影像为止的距离相对的该第一投影像的尺寸和与从该第一光源起到所述埋没异物为止的距离相对的该埋没异物的尺寸的比例关系、以及与从所述第二光源起到所述第二投影像为止的距离相对的该第二投影像的尺寸和与从该第二光源起到所述埋没异物为止的距离相对的该埋没异物的尺寸的比例关系,计算出该埋没异物的埋没深度,使用该计算出的埋没深度,计算出从该第一光源和第二光源中的一方的光源起到该埋没异物为止的距离;以及第二计算工序,基于与从所述一方的光源起到由该光源投影而成的投影像为止的距离相对的该投影像的尺寸和与从该一方的光源起到所述埋没异物为止的距离相对的该埋没异物的尺寸的比例关系,计算出该埋没异物的尺寸。
根据该构成,基于两个方程式(比例关系),首先,计算出埋没异物的埋没深度,在使用该埋没深度计算出作为一方的未知数的“从光源起到埋没异物为止的距离”后,将“从光源起到埋没异物为止的距离”代入任意一个方程式,由此能够容易地计算出作为另一方的未知数的“埋没异物的尺寸”。
再者,对于由来自配置于树脂成型品的内侧的光源的光投影于树脂成型品的外周面而成的埋没异物的投影像,检查者能够通过目视来计测尺寸,而与筒状的树脂成型品的直径的大小无关。相对于此,对于由来自配置于树脂成型品的外侧的光源的光投影于树脂成型品的内周面而成的埋没异物的投影像,有时由于树脂成型品的直径的大小,检查者难以通过目视来计测尺寸。因此,在树脂成型品的直径相对较小的情况下,考虑至少对于投影于树脂成型品的内周面的埋没异物的投影像,通过能够配置于树脂成型品的内侧的摄像机拍摄投影像,基于拍摄到的图像计测投影像的尺寸。
但是,当通过目视直接计测一方的投影像的尺寸,经由图像计测另一方的投影像的尺寸时,有时会在两者之间产生微妙的计测误差。
因此,在所述异物检查方法中,在所述第一计测工序和第二计测工序中,通过摄像机对所述第一投影像和第二投影像进行拍摄,基于拍摄到的图像来计测该第一投影像和第二投影像的尺寸。
根据该构成,在通过摄像机对投影于树脂成型品的内周面的埋没异物的投影像进行拍摄的情况下,也通过摄像机对投影于树脂成型品的外周面的埋没异物的投影像进行拍摄,基于拍摄到的图像来计测投影像的尺寸,因此能够在抑制计测误差的同时,计测投影于内周面和外周面的埋没异物的投影像的尺寸。
此外,本发明还以用于所述异物检查方法的异物检查装置作为对象。
并且,所述异物检查装置的特征在于,具备:内侧光源,以能够在筒轴方向移动的方式配置于所述树脂成型品的筒径方向内侧;外侧光源,以能够在筒轴方向移动的方式配置于所述树脂成型品的筒径方向外侧;支承台,将所述树脂成型品支承为能够沿周向旋转;摄像机,以能够在筒轴方向移动的方式至少配置于所述树脂成型品的筒径方向内侧,拍摄该树脂成型品的内周面;显示单元,将由所述摄像机拍摄到的图像显示于画面;以及计测单元,由检查者在画面上指定显示于所述显示单元的所述埋没异物的投影像的边界,从而计测该埋没异物的投影像的尺寸。
根据该构成,两个光源以能够在筒轴方向移动的方式配置于树脂成型品的筒径方向内侧和外侧,并且树脂成型品由支承台支承为能够沿周向旋转,因此能够遍及筒状的树脂成型品的全长且整周地检查有无埋没异物。而且,能够通过由检查者在画面上指定显示于显示单元的埋没异物的投影像的边界这样的简单的操作,来计测埋没异物的投影像的尺寸。
像以上那样,根据本发明,能够通过安全且简单的方法,遍及筒状的树脂成型品的全长且整周地以高精度计算出埋没异物的尺寸。
而且,也可以是,在所述异物检查装置中,还具备以能够在筒轴方向移动的方式配置于所述树脂成型品的筒径方向外侧并拍摄该树脂成型品的外周面的摄像机。
根据该构成,用相同的计测方法对投影于内周面和外周面的埋没异物的投影像的尺寸进行计测,由此能够抑制计测误差。
如以上说明的那样,根据本发明的异物检查方法及异物检查装置,能够通过安全且简单的方法,以高精度计算出埋没于筒状的树脂成型品的异物的尺寸。
附图说明
以下,参照附图,对本发明的示例性实施例的特征、优点以及技术和工业意义进行说明,其中,相同的附图标记表示相同的元件,其中:
图1是示意性地表示本发明的实施方式1的内衬的立体图。
图2是示意性地表示圆顶的立体图。
图3是示意性地说明通过目视进行的埋没异物的检查的、图2的A-A’线的向视剖视图。
图4是示意性地表示异物检查装置的立体图。
图5是示意性地说明异物检查方法的图。
图6是示意性地说明异物检查方法的图。
图7是示意性地表示监视器和图像处理装置的图。
图8是示意性地表示本发明的实施方式2的异物检查装置的立体图。
具体实施方式
以下,基于附图对用于实施本发明的具体方式进行说明。
(实施方式1)
-内衬-
图1是示意性地表示本实施方式的内衬1的立体图。该内衬1例如是构成搭载于燃料电池车辆的氢罐(未图示)的内壳的构件,形成为两端闭塞的圆筒状,能够在密闭状态下将用于燃料电池的发电的高压的氢气容纳于其内部。
从轻量化的观点来看,内衬1采用树脂制,如图1所示,具备树脂制的管10和树脂制的两个圆顶20、30。以在有底筒状的两个圆顶20、30之间夹着一个圆筒状的管10的方式将这些沿轴向接合(熔接),并且通过压入的方式将铝制的接头2、3组装于位于两端的两个圆顶20、30,由此内衬1形成为密闭圆筒状。在像这样形成的内衬1的外周卷绕碳纤维(未图示),由此形成具有高强度的外壳的氢罐。
图2是示意性地表示圆顶20的立体图。圆顶20具有:圆筒部21;以及半球面状的圆顶部22,以堵塞圆筒部21的一端的方式设置,供接口2进行组装,如上所述,圆顶20形成为有底筒状。
-埋没异物-
再者,如上所述,内衬1成为密闭高压的氢气的容器,因此要求有对于低分子的气体的气体阻隔性。作为具有上述的气体阻隔性这样的稀有特性的树脂,能够列举出尼龙和EVOH(乙烯-乙烯醇共聚物),但EVOH坚固且缺乏伸展性,此外刚性、耐候性也低,难以单独使用,主要作为通过挤压成型等形成的复合材料使用,因此不适于需要高生产率的内衬1的成型。因此,主流是使用具有高气体阻隔性的尼龙材料来作为内衬1的构成零件即管10和圆顶20、30的成型材料。此外,在制造内衬1的情况下,考虑到生产率,通常通过射出成型来对圆筒状的管10和有底筒状的圆顶20、30进行成型。
但是,尼龙是由于热历史(heat history)而容易劣化、容易分解的材料这一因素和在射出路径内难以使材料完全不残留、滞留这一因素相互作用,由此,在使用尼龙材料并通过射出成型而成型的管10和圆顶20、30中有时会包含有被称为“黑点”的、主要由碳化劣化物构成的异物40(参照图3)(以下也称为“埋没异物40”。)。更详细而言,在构成射出路径的料筒(barrel)(未图示)的顶端与挤压熔融树脂的螺杆(screw)(未图示)的顶端之间,即使在使螺杆前进至最大的状态下,为了防止两者的碰撞、咬入也设定有间隙,残留、滞留于所述间隙的尼龙由于热历史而成为碳化劣化物,剥落的碳化劣化物与熔融树脂(尼龙)一起射出至模具的腔中,由此成为“黑点”。那么,当在制品(管10和圆顶20、30)内包含有相对较多的埋没异物40或相对较大的埋没异物40时,会成为内衬1的机械强度降低的主要原因,因此确认制品内包含的埋没异物40的“量”、“大小”变得重要。
图3是示意性地说明通过目视进行的埋没异物40的检查的、图2的A-A’线的向视剖视图。如图3所示,对于存在于圆顶20的表面(外周面21b)的埋没异物40,能通过目视容易地确认其量、大小。不过,在作为内衬1的成型材料的尼龙材料中,通常为了防止由于紫外线造成的耐候劣化而包含有着色颜料,换言之,圆顶20不透明,因此,如图3所示,对于存在于圆顶20的内部的埋没异物40,可以说不仅本身就难以确认其有无,还难以通过目视确认其大小。
在此,也考虑了使用X射线来检测埋没异物40,但是从由于X射线照射设备的导入等导致的成本上升、X射线(放射线)的安全管理等观点来看缺乏现实性。因此,现状是在隐约能通过目视识别出在管10和圆顶20、30内部存在埋没异物40的情况下,不确认其大小,而全部作为不良品进行处理,这成为使内衬1的成品率恶化、成本上升的原因。
因此,在本实施方式中,利用不包含着色颜料的尼龙使光透过的性质,基于由从光源照射的光产生的埋没异物40的投影像,计算出埋没异物40的尺寸W0。以下,对能够以高精度计算出埋没于筒状的树脂成型品(例如圆顶20)的异物40的尺寸的异物检查装置50(参照图4)和异物检查方法进行详细说明。
-异物检查装置-
图4是示意性地表示异物检查装置50的立体图。如图4所示,该异物检查装置50具备:基板51、第一滑动块(slide block)61、第二滑动块62、内侧光源71、外侧光源73、内侧摄像机81、监视器85以及图像处理装置87(参照图7)。
基板51是长方形的盘体,在长尺寸方向的垂直方向上的两端部形成有在长尺寸方向上延伸的滑动轨道53、55。此外,在基板51的中央部设有能够支承圆顶20的四个引导辊(guide roller)57。由此,例如如果检查者对载置于引导辊57的圆顶20沿周向施加力,则圆顶20会顺畅地旋转。因此,在与技术方案的关系中,设有四个引导辊57的基板51相当于本发明中所说的“将树脂成型品支承为能够沿周向旋转的支承台”。
第一滑动块61以能够在长尺寸方向滑动的方式装配于图4的远离侧的滑动轨道53。在该第一滑动块61处设有大致“コ”字形的装配臂63,该装配臂63具有:第一臂部63a,向基板51的长尺寸方向的一侧延伸;第二臂部63b,以从第一臂部63a的顶端部向上方且基板51的中央侧倾斜的方式延伸;以及第三臂部63c,从第二臂部63b的顶端部向基板51的长尺寸方向的另一侧延伸。对于装配臂63,在圆顶20被载置于引导辊57的状态下,例如当检查者使第一滑动块61在滑动轨道53上滑动时,圆顶20的圆筒部21进入第一臂部63a与第三臂部63c之间,由此装配臂63形成为第三臂部63c在圆顶20的内侧在筒轴方向移动。
内侧光源71是市面销售的白色LED灯,如图4所示,内侧光源71装配于第三臂部63c的顶端部。因此,例如当检查者使第一滑动块61在滑动轨道53上滑动时,装配于第三臂部63c的顶端部的内侧光源71在圆顶20的内侧在筒轴方向移动,并且从内侧光源71朝向圆顶20的内周面21a照射光。需要说明的是,从内侧光源71起到圆顶20的内周面21a为止的距离L1被设定为足够短的距离,以使由来自内侧光源71的光投影在圆顶20的外周面21b的埋没异物40的第一投影像41(参照图5)不模糊。
如图4所示,内侧摄像机81与内侧光源71一起装配于第三臂部63c的顶端部。因此,例如当检查者使第一滑动块61在滑动轨道53上滑动时,装配于第三臂部63c的顶端部的内侧摄像机81在圆顶20的内侧在筒轴方向移动,并且拍摄圆顶20的内周面21a。内侧摄像机81经由电缆82与监视器(显示单元)85电连接,由此,由内侧摄像机81拍摄到的、圆顶20的内周面21a的图像在监视器85的画面(screen)85a中以适当的比例尺进行显示。需要说明的是,关于图像处理装置87将在后面叙述。
第二滑动块62以能够在长尺寸方向滑动的方式装配于图4的跟前侧的滑动轨道55。在该第二滑动块62处设有大致“L”字形的装配臂64。
外侧光源73与内侧光源71相同,是市面销售的白色LED灯,如图4所示,外侧光源73装配于装配臂64。因此,例如当检查者使第二滑动块62在滑动轨道55上滑动时,装配于装配臂64的外侧光源73在圆顶20的外侧在筒轴方向移动,并且从外侧光源73朝向圆顶20的外周面21b照射光。需要说明的是,从外侧光源73起到圆顶20的外周面21b为止的距离L2被设定为足够短的距离,以使由来自外侧光源73的光投影在圆顶20的内周面21a的埋没异物40的第二投影像42(参照图6)不模糊。
在本实施方式中,将距离L1设定为足够短的距离,因此作为内侧光源71采用相对较小的白色LED灯,以使内侧光源71不与圆顶20的圆弧状的内周面21a干涉,另一方面,如图4所示,对于没有像这样的限制的外侧光源73,则采用相对较大的白色LED灯,但是并不限定于此,对于外侧光源73,也可以采用与内侧光源71相同大小的白色LED灯。需要说明的是,从内侧光源71起到圆顶20的内周面21a为止的距离L1和从外侧光源73起到圆顶20的外周面21b为止的距离L2被设定为相同的值L,因此,以下将从内侧光源71起到圆顶20的内周面21a为止的距离和从外侧光源73起到圆顶20的外周面21b为止的距离均记为L。
-异物检查方法-
接着,对使用上述异物检查装置50进行的、检查有无尺寸超过规定的阈值的埋没异物40的异物检查方法进行说明。
首先,作为检查对象,准备不包含着色颜料的尼龙制的圆顶20,将所述圆顶20载置于引导辊57上。如上所述,在作为内衬1的成型材料的尼龙材料中,通常为了防止由于紫外线造成的耐候劣化而包含有着色颜料,但在本实施方式中,着眼于在氢罐的内衬1的外周卷绕有碳纤维(通过碳纤维来防止紫外线)的情况,采用不包含着色颜料的尼龙材料来作为内衬1的成型材料。因此,本实施方式的内衬1由使光透过的乳白色的管10和圆顶20、30构成。像这样,采用了不包含着色颜料的尼龙材料作为成型材料的内衬1不易产生由于着色颜料的分布偏差引起的应力集中,因此具有低温抗拉强度变得相对较高这样的优点。
图5和图6是示意性地说明异物检查方法的图。该异物检查方法包括:标记工序、图5所示的第一计测工序、图6所示的第二计测工序、计算工序以及良否判定工序。
首先,在标记工序中,将埋没异物40的存在位置标记在圆顶20上。具体而言,从配置于圆顶20的筒径方向内侧的内侧光源71朝向圆顶20的内周面21a照射光,同时使第一滑动块61在滑动轨道53上粗略地滑动并且使圆顶20在引导辊57上粗略地旋转。这样,在光照射的位置埋没有异物40的情况下,如图5所示,埋没异物40的第一投影像41投影于圆顶20的外周面21b。然后,在圆顶20的外周面21b中的第一投影像41的附近贴附带(tape)等,由此在圆顶20的外周面21b上对埋没异物40的存在位置进行标记。通过第一滑动块61的滑动和圆顶20的旋转,遍及圆顶20的全长且整周地进行上述的作业,由此查出圆顶20中的埋没异物40的存在位置。
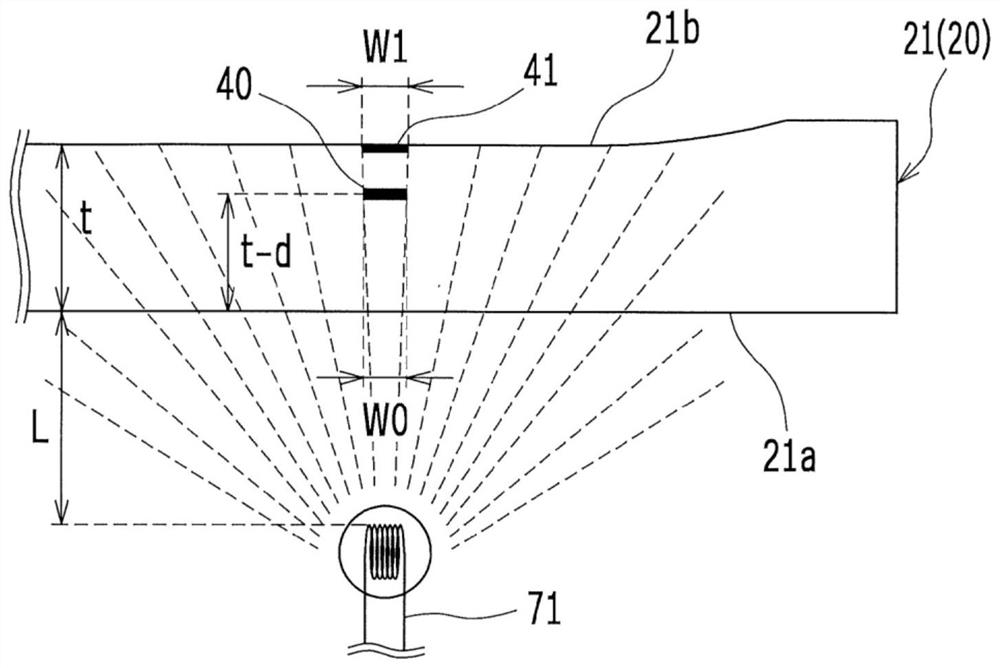
接着,在第一计测工序中,从配置于圆顶20的筒径方向内侧的内侧光源71朝向圆顶20的内周面21a照射光,并计测投影于外周面21b的埋没异物40的第一投影像41的尺寸W1。具体而言,将在标记工序中贴附的带作为记号,从内侧光源71朝向圆顶20的内周面21a照射光,如图5所示,使埋没异物40的第一投影像41投影于圆顶20的外周面21b。像这样,检查者能够通过目视确认投影于圆顶20的外周面21b的第一投影像41,因此,使用量规(gauge)等来计测第一投影像41的尺寸W1。
接着,在第二计测工序中,从配置于圆顶20的筒径方向外侧的外侧光源73朝向圆顶20的外周面21b照射光,并计测投影于内周面21a的埋没异物40的第二投影像42的尺寸W2。具体而言,将在标记工序中贴附的带作为记号,从外侧光源73朝向圆顶20的外周面21b照射光,如图6所示,使埋没异物40的第二投影像42投影于圆顶20的内周面21a。像这样,检查者难以通过目视确认投影于圆顶20的内周面21a的第二投影像42,因此,通过内侧摄像机81拍摄第二投影像42,将拍摄到的第二投影像42的图像显示在监视器85的画面85a。
图7是示意性地表示监视器85和图像处理装置87的图。如图7所示,在监视器85的画面85a中,显示有第二投影像42的图像。不过,第二投影像42的边界42a有时如图7的点状阴影所示那样模糊,因此需要检查者的判断。具体而言,由检查者在画面上通过指针(pointer)(未图示)等指定显示于画面85a的第二投影像42的边界42a,从而图像处理装置87计测第二投影像42的尺寸。图像处理装置87是能够基于图像数据等计测埋没异物40的尺寸的装置,例如,能够通过在通用的个人计算机中安装图像处理程序、判定程序等来实现。需要说明的是,在与技术方案的关系中,图像处理装置87相当于在本发明中所说的“由检查者在画面上指定显示在显示单元的埋没异物的投影像的边界,从而计测该埋没异物的投影像的尺寸的计测单元”。
对在标记工序中进行了标记的所有的埋没异物40实施上述的作业,由此能够得到埋没异物40的第一和第二投影像41、42的尺寸W1、W2。需要说明的是,在本实施方式中,以第一计测工序→第二计测工序这样的顺序计测投影像的尺寸,但第一计测工序和第二计测工序的顺序也可以相反。
在计算工序中,基于与从内侧光源71(或外侧光源73)起到第一投影像41(或第二投影像42)为止的距离相对的第一投影像41的尺寸W1(或第二投影像42的尺寸W2)和与从内侧光源71(或外侧光源73)起到埋没异物40为止的距离相对的埋没异物40的尺寸W0的比例关系,计算出埋没异物40的尺寸W0。在该计算工序中,包括:第一计算工序和第二计算工序。
在第一计算工序中,基于与从内侧光源71起到第一投影像41(外周面21b)为止的距离相对的第一投影像41的尺寸W1和与从内侧光源71起到埋没异物40为止的距离相对的埋没异物40的尺寸W0的比例关系、以及与从外侧光源73起到第二投影像42(内周面21a)为止的距离相对的第二投影像42的尺寸W2和与从外侧光源73起到埋没异物40为止的距离相对的埋没异物40的尺寸W0的比例关系,计算出埋没异物40的埋没深度d,使用计算出的埋没深度d,计算出从外侧光源73起到埋没异物40为止的距离L0。
更详细而言,当将圆顶20的圆筒部21的厚度设为t,将距离埋没异物40的外周面21b的埋没深度设为d时,从图5可知,在第一投影像41的尺寸W1和埋没异物40的尺寸W0之间,如下述的算式(1)那样的比例关系成立。
W0:W1=L+t-d:L+t……算式(1)
若对算式(1)进行变形,则下述的算式(2)成立。
W0=(L+t-d)/(L+t)×W1……算式(2)
此外,从图6可知,在第二投影像42的尺寸W2和埋没异物40的尺寸W0之间,如下述的算式(3)那样的比例关系成立。
W0:W2=L+d:L+t……算式(3)
若对算式(3)进行变形,则下述的算式(4)成立。
W0=(L+d)/(L+t)×W2……算式(4)
在此,距离L、厚度t、尺寸W1以及尺寸W2是已知的,未知数仅有埋没异物40的尺寸W0和埋没异物40的埋没深度d这两个,因此根据算式(2)和算式(4)这两个算式,能够计算出埋没异物40的尺寸W0和埋没深度d。
首先,从算式(2)和算式(4)消去埋没异物40的尺寸W0,并对埋没异物40的埋没深度d进行整理,由此得到下述的算式(5)。
d=[W1×t+(W1-W2)×L]/(W1+W2)……算式(5)
由此,计算出从外侧光源73到埋没异物40的距离L0(=L+d)。
在接下来的第二计算工序中,基于与从外侧光源73起到第二投影像42为止的距离相对的第二投影像42的尺寸W2和与距离L0相对的埋没异物40的尺寸W0的比例关系,计算出埋没异物40的尺寸W0。
具体而言,将距离L0代入上述算式(4),由此,通过下述的算式(6)计算出埋没异物40的尺寸W0。
W0=L0/(L+t)×W2……算式(6)
接着,在良否判定工序中,判定在计算工序中计算出的埋没异物40的尺寸W0是否在规定的阈值以下。具体而言,如果埋没异物40的尺寸W0超过阈值(例如0.6mm),则将埋没有该埋没异物40的圆顶20作为不良品进行处理。另一方面,如果埋没异物40的尺寸W0在阈值以下,则将埋没有该埋没异物40的圆顶20作为良品进行处理。不过,即使埋没异物40的尺寸W0在阈值以下,在埋没异物40的数量超过规定数量(例如每100mm
像以上那样,根据本实施方式,对于不包含着色颜料的尼龙制的圆顶20,能够从筒径方向内侧和外侧的光源71、73照射光这样的安全且简单的方法,以高精度计算出埋没异物40的尺寸W0。
(实施方式2)
本实施方式与上述实施方式1的不同点在于,对于由内侧光源71投影于圆顶20的外周面21b而成的第一投影像41也通过摄像机进行拍摄。以下,以与实施方式1不同的点为中心进行说明。
对于由来自内侧光源71的光投影于圆顶20的外周面21b而成的第一投影像41,检查者能够通过目视来计测尺寸,而与内衬1的直径的大小无关。相对于此,对于由来自外侧光源73的光投影于圆顶20的内周面21a而成的第二投影像42,有时由于内衬1的直径的大小,检查者难以通过目视来计测尺寸。因此,在上述实施方式1中,对于投影于圆顶20的内周面21a的第二投影像42,通过内侧摄像机81进行摄影,基于拍摄到的图像来计测第二投影像42的尺寸W2。
但是,当通过目视直接计测一方的投影像的尺寸,经由图像计测另一方的投影像的尺寸时,有时会在两者之间产生微妙的计测误差。
因此,在本实施方式中,通过摄像机对第一和第二投影像41、42都进行拍摄,基于拍摄到的图像来计测第一和第二投影像41、42的尺寸W1、W2。
图8是示意性地表示本实施方式的异物检查装置50’的立体图。如图8所示,在异物检查装置50’的第二滑动块62处,不仅设有大致“L”字形的装配臂64,还设有向上方延伸的棒状的装配臂65。外侧摄像机83装配于装配臂65的顶端部。因此,例如当检查者使第二滑动块62在滑动轨道55上滑动时,装配于装配臂65的顶端部的外侧摄像机83在圆顶20的外侧在筒轴方向移动,并且拍摄圆顶20的外周面21b。外侧摄像机83经由电缆84与监视器85电连接,由此,由外侧摄像机83拍摄到的、圆顶20的外周面21b的图像在监视器85的画面85a中以适当的比例尺进行显示。
那么,在第一计测工序中,将在标记工序中贴附的带作为记号,从内侧光源71朝向圆顶20的内周面21a照射光,使埋没异物40的第一投影像41投影于圆顶20的外周面21b。像这样,通过外侧摄像机83拍摄投影于圆顶20的外周面21b的第一投影像41,将拍摄到的第一投影像41的图像显示于监视器85的画面85a。当由检查者在画面上通过指针等指定显示于画面85a的第一投影像41的边界时,图像处理装置87计测第一投影像41的尺寸W1。
根据本实施方式,用相同的计测方法对投影于内周面21a和外周面21b的埋没异物40的第一和第二投影像41、42的尺寸W1、W2进行计测,由此能够抑制计测误差。
(其他的实施方式)
本发明不限定于实施方式,在不脱离其精神或主要特征的情况下能以其他各种方式实施。
在上述各实施方式中,都将圆顶20作为检查对象,但并不限于此,也可以将管10和圆顶30作为检查对象。
此外,在上述各实施方式中,本发明适用于构成内衬1的构件(圆顶20),但只要是由不包含着色颜料、具有使光透过的性质的树脂构成的筒状构件则不限于此,本发明也可以适用于构成内衬1的构件以外的构件。
而且,在上述各实施方式中,通过手动使圆顶20旋转,并且通过手动使内侧和外侧光源71、73等移动,但并不限于此,也可以是例如使引导辊57以及第一和第二滑动块61、62采用电动,使圆顶20的旋转以及内侧和外侧光源71、73等的移动采用计算机控制。
此外,在上述各实施方式中,从内侧光源71到圆顶20的内周面21a的距离L1和从外侧光源73到圆顶20的外周面21b的距离L2被设定为相同的距离L,但并不限于此,也可以将两者设定为不同的距离。
而且,在上述各实施方式中,至少使用了内侧摄像机81,但在内衬1的直径足够大的情况下,不限于此,也可以是第二投影像42的尺寸W2也由检查者通过目视来计测。
像这样,上述的实施方式在所有方面都只是例示,不能被限定性地解释。而且,属于权利要求书的等同范围内的变形、变更全都包含在本发明的范围内。
根据本发明,能够通过安全且简单的方法,以高精度计算出埋没于筒状的树脂成型品的异物的尺寸,因此将本发明应用于检查有无埋没于筒状的树脂成型品的、尺寸超过规定的阈值的异物的异物检查方法和异物检查装置是极其有益的。
- 图像处理装置、异物检查装置、图像处理方法以及异物检查方法
- 异物检查方法以及异物检查装置