一种耐低温绿色环保胶粘剂及其制备方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及胶粘剂领域,具体涉及一种耐低温绿色环保胶粘剂及其制备方法。
背景技术
自从合成胶粘剂诞生以来,由于其在性质、粘接与装配件性能等方面均表现出明显的优越性,因而获得了飞速的发展。现在合成胶粘剂工业已成为国民经济中重要的分支之一,是制造各种产品不可缺少的组成部分。胶粘剂主要分为有机胶粘剂和水性胶粘剂,有机胶粘剂由于含有大量有机溶剂,使用过程中所带来的毒害性和环境污染问题而使其产量日渐萎缩,水性胶粘剂由于具有价格低廉、环境友好等优点而成为胶粘剂中的主导品种,成为胶粘剂工业研究重点之一。
但是,现有的胶粘剂耐低温性能、环保性能差,且胶粘剂生产时需要多种设备配合,自动化程度不够的同时各种设备的价格高昂,增加了胶粘剂的生产成本。
发明内容
为了克服上述的技术问题,本发明的目的在于提供了一种耐低温绿色环保胶粘剂及其制备方法:(1)通过将环氧树脂、聚乙烯醇树脂、十二烷基苯磺酸钠、丙酮、硅酸钠粉末、硅微粉以及水按照配方制备得到胶粘剂,解决了现有的胶粘剂耐低温性能、环保性能差的问题;(2)利用胶粘剂生产设备通过驱动电机带动搅拌桨转动即可实现原料的均匀混合,通过灌胶气缸的运转即可实现进料组件、压料板、定位板、注胶嘴下降,压料板起到施加压力给予胶粘剂胶料输出的条件,进料组件进入胶粘剂胶料时使得胶粘剂胶料有了输出的方向,即可自由控制胶粘剂胶料的输出,定位板实现装胶桶的定位,协助注胶嘴实现胶粘剂胶料的准确注入,完成胶结剂的生产,解决了现有的胶粘剂生产时需要多种设备配合,自动化程度不够的同时各种设备的价格高昂,增加了胶粘剂的生产成本的问题。
本发明的目的可以通过以下技术方案实现:
一种耐低温绿色环保胶粘剂,包括以下重量份组分:环氧树脂10-20份、聚乙烯醇树脂10-20份、十二烷基苯磺酸钠5-7份、丙酮7-9份、硅酸钠粉末8-12份、硅微粉7-13份以及水160-200份;
该耐低温绿色环保胶粘剂由以下步骤制备得到:
步骤一:启动胶粘剂生产设备的支撑气缸,支撑气缸的活动杆延伸推动密封盖上升,使得密封盖与成型罐分离,将丙酮和水加入成型罐中,然后加入环氧树脂和聚乙烯醇树脂,通过支撑气缸的活动杆收缩使密封盖将成型罐密封,启动加热线圈;
步骤二:启动驱动电机,两个驱动电机运转带动两个搅拌桨旋转,旋转的搅拌桨将环氧树脂和聚乙烯醇树脂在温度为90-100℃的条件下保温搅拌至完全溶解于丙酮和水的混合液中,得到混合料,然后打开密封盖依次向混合料中加入十二烷基苯磺酸钠、硅微粉以及硅酸钠粉末,然后在温度为100-120℃的条件下保温搅拌均匀,得到胶粘剂胶料;
步骤三:将装胶桶放置于皮带输送机的输送带上,启动皮带输送机带动装胶桶向前输送,直至装胶桶位于注胶嘴的正下方;
步骤四:启动灌胶气缸,灌胶气缸的活动杆延伸带动安装板、注胶嘴、进料组件、压料板下降,注胶嘴下降进入装胶桶的内腔中,安装板下降通过导向杆、支撑弹簧带动定位板下降,定位板下降覆盖于装胶桶的桶口上,通过定位角定位;
步骤五:压料板下降的过程中给胶粘剂胶料施加压力,使得胶粘剂胶料从进料组件的进料网板的进料口进入出料管中,之后经过注胶嘴注入至装胶桶中;
步骤六:将注满胶粘剂胶料的装胶桶输送至封盖工序封盖,封盖完成,得到该耐低温绿色环保胶粘剂。
作为本发明进一步的方案:所述胶粘剂生产设备包括制作机构、输送机构、装胶桶,所述输送机构上放置有若干个装胶桶,所述输送机构上架设设置有制作机构。
作为本发明进一步的方案:所述制作机构包括支撑架、n形支架、成型罐、密封盖、固定块、支撑气缸、灌胶气缸、驱动电机、搅拌桨、进料组件、压料板、出料管、加热线圈、穿轴孔、安装板、定位板、注胶嘴、导向杆、限位板、支撑弹簧、定位角,所述支撑架的顶部安装有n形支架,所述支撑架的顶部中间位置安装有成型罐,所述成型罐位于n形支架的内腔中,且所述成型罐与n形支架的两侧内壁之间均安装有固定块,所述固定块的顶部安装有支撑气缸,两侧所述支撑气缸的活动杆分别连接在密封盖的底部两端,所述密封盖放置于成型罐的顶部,所述n形支架的顶部中间位置安装有灌胶气缸。
作为本发明进一步的方案:所述灌胶气缸的活动杆从上至下依次贯穿n形支架、密封盖、压料板并延伸至成型罐的内腔中,所述灌胶气缸的活动杆端部连接至进料组件的顶部轴心处,所述n形支架、密封盖与灌胶气缸的活动杆之间滑动连接,所述压料板、进料组件与灌胶气缸的活动杆之间固定连接。
作为本发明进一步的方案:所述成型罐的内壁中安装有加热线圈,所述成型罐的内腔中两侧均设置有搅拌桨,其中一个所述搅拌桨的搅拌叶位于成型罐内腔靠近中部的位置,另一个所述搅拌桨的搅拌叶位于成型罐内腔靠近底部的位置,两个所述搅拌桨的连杆均贯穿压料板和密封盖并分别延伸至两个驱动电机的输出轴上,所述压料板上开设有两个穿轴孔,所述压料板通过两个穿轴孔分别与两个搅拌桨滑动连接,两个所述驱动电机分别安装在密封盖的顶部两侧。
作为本发明进一步的方案:所述进料组件的底部安装有出料管,所述出料管的底端贯穿成型罐的底部以及支撑架的顶部,所述出料管的底端安装有注胶嘴,所述出料管靠近底端的位置套接有安装板、定位板,所述安装板位于定位板上方,所述安装板与出料管之间固定连接,所述定位板与出料管之间滑动连接。
作为本发明进一步的方案:所述定位板的两侧均安装有定位角,所述定位角与装胶桶的桶口为配合构件,所述定位板顶部两侧均安装有导向杆,所述导向杆的顶端贯穿安装板,所述导向杆与安装板之间滑动连接,所述导向杆的顶端安装有限位板,所述安装板、定位板之间安装有两个支撑弹簧,两个所述支撑弹簧分别套接在两个导向杆上。
作为本发明进一步的方案:所述进料组件包括顶封板、进料网板、底封板,所述顶封板安装在进料网板的顶部,所述底封板安装在进料网板的底部,所述进料网板上开设有若干个进料孔。
作为本发明进一步的方案:所述输送机构包括安装架、皮带输送机、导向挡板,所述安装架上安装有皮带输送机,所述安装架的顶部两侧均安装有导向挡板,两侧所述导向挡板分别位于皮带输送机的输送带的两侧正上方,所述装胶桶位于皮带输送机的输送带上。
作为本发明进一步的方案:一种耐低温绿色环保胶粘剂的制备方法,包括以下步骤:
步骤一:启动胶粘剂生产设备的支撑气缸,支撑气缸的活动杆延伸推动密封盖上升,使得密封盖与成型罐分离,将丙酮和水加入成型罐中,然后加入环氧树脂和聚乙烯醇树脂,通过支撑气缸的活动杆收缩使密封盖将成型罐密封,启动加热线圈;
步骤二:启动驱动电机,两个驱动电机运转带动两个搅拌桨旋转,旋转的搅拌桨将环氧树脂和聚乙烯醇树脂在温度为90-100℃的条件下保温搅拌至完全溶解于丙酮和水的混合液中,得到混合料,然后打开密封盖依次向混合料中加入十二烷基苯磺酸钠、硅微粉以及硅酸钠粉末,然后在温度为100-120℃的条件下保温搅拌均匀,得到胶粘剂胶料;
步骤三:将装胶桶放置于皮带输送机的输送带上,启动皮带输送机带动装胶桶向前输送,直至装胶桶位于注胶嘴的正下方;
步骤四:启动灌胶气缸,灌胶气缸的活动杆延伸带动安装板、注胶嘴、进料组件、压料板下降,注胶嘴下降进入装胶桶的内腔中,安装板下降通过导向杆、支撑弹簧带动定位板下降,定位板下降覆盖于装胶桶的桶口上,通过定位角定位;
步骤五:压料板下降的过程中给胶粘剂胶料施加压力,使得胶粘剂胶料从进料组件的进料网板的进料口进入出料管中,之后经过注胶嘴注入至装胶桶中;
步骤六:将注满胶粘剂胶料的装胶桶输送至封盖工序封盖,封盖完成,得到该耐低温绿色环保胶粘剂。
本发明的有益效果:
本发明的一种耐低温绿色环保胶粘剂及其制备方法,通过将环氧树脂、聚乙烯醇树脂、十二烷基苯磺酸钠、丙酮、硅酸钠粉末、硅微粉以及水按照配方制备得到胶粘剂,该胶粘剂环氧树脂和聚乙烯醇树脂为基料,以丙酮、水作为溶剂,实现环氧树脂和聚乙烯醇树脂的溶解,通过加入硅酸钠粉末生成具有粘性的硅酸钠水溶液,然后硅酸钠水溶液呈三维网状分散于体系中,然后加入石英粉分散于硅酸钠水溶液的三维网状结构中,使得制备得到胶粘剂耐低温性能以及力学性能优良,而且该胶粘剂的原料环保无毒,使用安全,且该胶粘剂的制备方法简单,易于生产,成本低廉。
本发明通过使用胶粘剂生产设备生产该胶粘剂,通过启动支撑气缸,支撑气缸的活动杆延伸推动密封盖上升,使得密封盖与成型罐分离,将胶粘剂原料按顺序加入至成型罐中,通过支撑气缸的活动杆收缩使密封盖将成型罐密封,启动驱动电机,两个驱动电机运转带动两个搅拌桨旋转,旋转的搅拌桨将胶粘剂原料搅拌均匀,得到胶粘剂胶料,将装胶桶放置于皮带输送机的输送带上,启动皮带输送机带动装胶桶向前输送,直至装胶桶位于注胶嘴的正下方,启动灌胶气缸,灌胶气缸的活动杆延伸带动安装板、注胶嘴、进料组件、压料板下降,注胶嘴下降进入装胶桶的内腔中,安装板下降通过导向杆、支撑弹簧带动定位板下降,定位板下降覆盖于装胶桶的桶口上,通过定位角定位,压料板下降的过程中给胶粘剂胶料施加压力,使得胶粘剂胶料从进料组件的进料网板的进料口进入出料管中,之后经过注胶嘴注入至装胶桶中,将注满胶粘剂胶料的装胶桶输送至封盖工序封盖;该胶粘剂生产设备通过驱动电机带动搅拌桨转动即可实现原料的均匀混合,通过灌胶气缸的运转即可实现进料组件、压料板、定位板、注胶嘴下降,压料板起到施加压力给予胶粘剂胶料输出的条件,进料组件进入胶粘剂胶料时使得胶粘剂胶料有了输出的方向,即可自由控制胶粘剂胶料的输出,定位板实现装胶桶的定位,协助注胶嘴实现胶粘剂胶料的准确注入;该胶粘剂生产设备的自动化程度高,有效的提高了该胶结剂的生产效率,而且该胶粘剂生产设备的结构简单,通过一个灌胶气缸即可完成大部分操作,大大降低了胶结剂生产的设备成本。
附图说明
下面结合附图对本发明作进一步的说明。
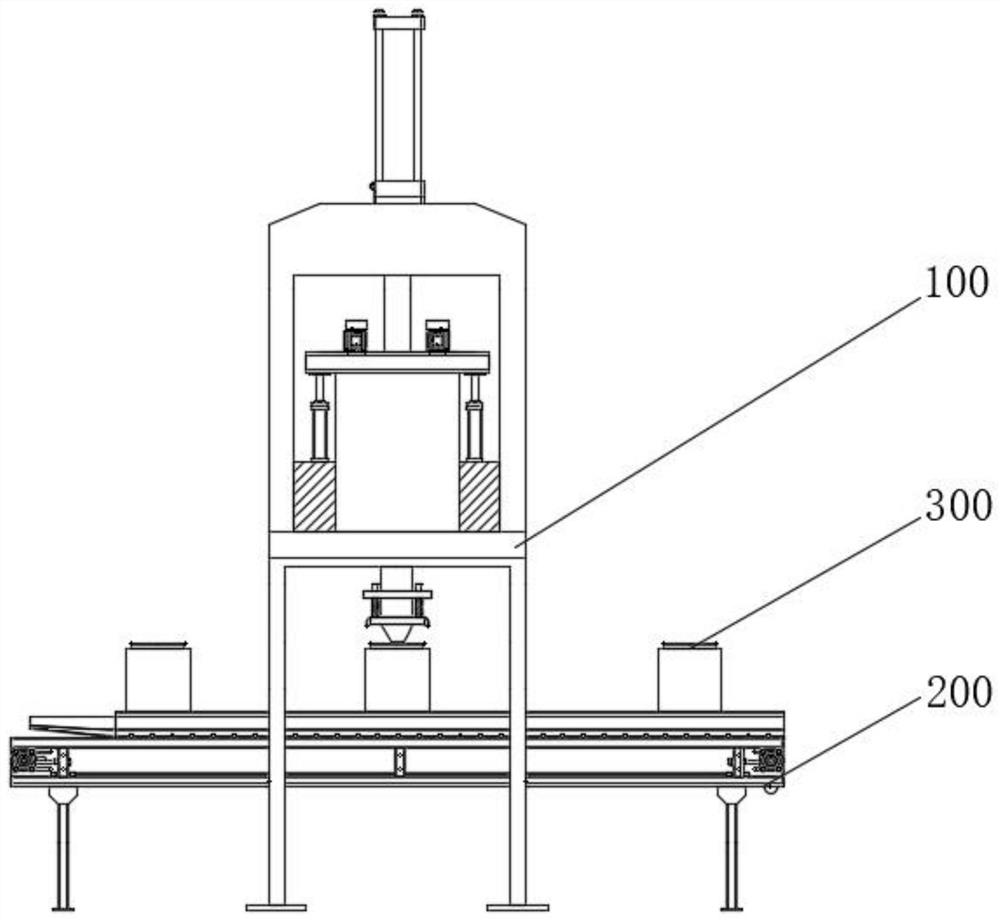
图1是本发明中胶粘剂生产设备的结构示意图;
图2是本发明中制作机构的结构示意图;
图3是本发明中成型罐的内部结构示意图;
图4是本发明中灌胶气缸、压料板、进料组件、出料管的连接视图;
图5是本发明中出料管、安装板、定位板、注胶嘴的连接视图;
图6是本发明中输送机构的结构示意图。
图中:100、制作机构;200、输送机构;300、装胶桶;101、支撑架;102、n形支架;103、成型罐;104、密封盖;105、固定块;106、支撑气缸;107、灌胶气缸;108、驱动电机;109、搅拌桨;110、进料组件;111、压料板;112、出料管;113、加热线圈;114、穿轴孔;115、顶封板;116、进料网板;117、底封板;118、安装板;119、定位板;120、注胶嘴;121、导向杆;122、限位板;123、支撑弹簧;124、定位角;201、安装架;202、皮带输送机;203、导向挡板。
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1:
请参阅图1-6所示,本实施例为一种耐低温绿色环保胶粘剂,包括以下重量份组分:环氧树脂10份、聚乙烯醇树脂10份、十二烷基苯磺酸钠5份、丙酮7份、硅酸钠粉末8份、硅微粉7份以及水160份;
该耐低温绿色环保胶粘剂由以下步骤制备得到:
步骤一:启动胶粘剂生产设备的支撑气缸106,支撑气缸106的活动杆延伸推动密封盖104上升,使得密封盖104与成型罐103分离,将丙酮和水加入成型罐103中,然后加入环氧树脂和聚乙烯醇树脂,通过支撑气缸106的活动杆收缩使密封盖104将成型罐103密封,启动加热线圈113;
步骤二:启动驱动电机108,两个驱动电机108运转带动两个搅拌桨109旋转,旋转的搅拌桨109将环氧树脂和聚乙烯醇树脂在温度为90℃的条件下保温搅拌至完全溶解于丙酮和水的混合液中,得到混合料,然后打开密封盖104依次向混合料中加入十二烷基苯磺酸钠、硅微粉以及硅酸钠粉末,然后在温度为100℃的条件下保温搅拌均匀,得到胶粘剂胶料;
步骤三:将装胶桶300放置于皮带输送机202的输送带上,启动皮带输送机202带动装胶桶300向前输送,直至装胶桶300位于注胶嘴120的正下方;
步骤四:启动灌胶气缸107,灌胶气缸107的活动杆延伸带动安装板118、注胶嘴120、进料组件110、压料板111下降,注胶嘴120下降进入装胶桶300的内腔中,安装板118下降通过导向杆121、支撑弹簧123带动定位板119下降,定位板119下降覆盖于装胶桶300的桶口上,通过定位角124定位;
步骤五:压料板111下降的过程中给胶粘剂胶料施加压力,使得胶粘剂胶料从进料组件110的进料网板116的进料口进入出料管112中,之后经过注胶嘴120注入至装胶桶300中;
步骤六:将注满胶粘剂胶料的装胶桶300输送至封盖工序封盖,封盖完成,得到该耐低温绿色环保胶粘剂。
实施例2:
请参阅图1-6所示,本实施例为一种耐低温绿色环保胶粘剂,包括以下重量份组分:环氧树脂20份、聚乙烯醇树脂20份、十二烷基苯磺酸钠7份、丙酮9份、硅酸钠粉末12份、硅微粉13份以及水200份;
该耐低温绿色环保胶粘剂由以下步骤制备得到:
步骤一:启动胶粘剂生产设备的支撑气缸106,支撑气缸106的活动杆延伸推动密封盖104上升,使得密封盖104与成型罐103分离,将丙酮和水加入成型罐103中,然后加入环氧树脂和聚乙烯醇树脂,通过支撑气缸106的活动杆收缩使密封盖104将成型罐103密封,启动加热线圈113;
步骤二:启动驱动电机108,两个驱动电机108运转带动两个搅拌桨109旋转,旋转的搅拌桨109将环氧树脂和聚乙烯醇树脂在温度为100℃的条件下保温搅拌至完全溶解于丙酮和水的混合液中,得到混合料,然后打开密封盖104依次向混合料中加入十二烷基苯磺酸钠、硅微粉以及硅酸钠粉末,然后在温度为120℃的条件下保温搅拌均匀,得到胶粘剂胶料;
步骤三:将装胶桶300放置于皮带输送机202的输送带上,启动皮带输送机202带动装胶桶300向前输送,直至装胶桶300位于注胶嘴120的正下方;
步骤四:启动灌胶气缸107,灌胶气缸107的活动杆延伸带动安装板118、注胶嘴120、进料组件110、压料板111下降,注胶嘴120下降进入装胶桶300的内腔中,安装板118下降通过导向杆121、支撑弹簧123带动定位板119下降,定位板119下降覆盖于装胶桶300的桶口上,通过定位角124定位;
步骤五:压料板111下降的过程中给胶粘剂胶料施加压力,使得胶粘剂胶料从进料组件110的进料网板116的进料口进入出料管112中,之后经过注胶嘴120注入至装胶桶300中;
步骤六:将注满胶粘剂胶料的装胶桶300输送至封盖工序封盖,封盖完成,得到该耐低温绿色环保胶粘剂。
实施例3:
请参阅图1-6所示,本实施例中的胶粘剂生产设备,包括制作机构100、输送机构200、装胶桶300,所述输送机构200上放置有若干个装胶桶300,所述输送机构200上架设设置有制作机构100;
所述制作机构100包括支撑架101、n形支架102、成型罐103、密封盖104、固定块105、支撑气缸106、灌胶气缸107、驱动电机108、搅拌桨109、进料组件110、压料板111、出料管112、加热线圈113、穿轴孔114、安装板118、定位板119、注胶嘴120、导向杆121、限位板122、支撑弹簧123、定位角124,所述支撑架101的顶部安装有n形支架102,所述支撑架101的顶部中间位置安装有成型罐103,所述成型罐103位于n形支架102的内腔中,且所述成型罐103与n形支架102的两侧内壁之间均安装有固定块105,所述固定块105的顶部安装有支撑气缸106,两侧所述支撑气缸106的活动杆分别连接在密封盖104的底部两端,所述密封盖104放置于成型罐103的顶部,所述n形支架102的顶部中间位置安装有灌胶气缸107;
所述灌胶气缸107的活动杆从上至下依次贯穿n形支架102、密封盖104、压料板111并延伸至成型罐103的内腔中,所述灌胶气缸107的活动杆端部连接至进料组件110的顶部轴心处,所述n形支架102、密封盖104与灌胶气缸107的活动杆之间滑动连接,所述压料板111、进料组件110与灌胶气缸107的活动杆之间固定连接;
所述成型罐103的内壁中安装有加热线圈113,所述成型罐103的内腔中两侧均设置有搅拌桨109,其中一个所述搅拌桨109的搅拌叶位于成型罐103内腔靠近中部的位置,另一个所述搅拌桨109的搅拌叶位于成型罐103内腔靠近底部的位置,两个所述搅拌桨109的连杆均贯穿压料板111和密封盖104并分别延伸至两个驱动电机108的输出轴上,所述压料板111上开设有两个穿轴孔114,所述压料板111通过两个穿轴孔114分别与两个搅拌桨109滑动连接,两个所述驱动电机108分别安装在密封盖104的顶部两侧;
所述进料组件110的底部安装有出料管112,所述出料管112的底端贯穿成型罐103的底部以及支撑架101的顶部,所述出料管112的底端安装有注胶嘴120,所述出料管112靠近底端的位置套接有安装板118、定位板119,所述安装板118位于定位板119上方,所述安装板118与出料管112之间固定连接,所述定位板119与出料管112之间滑动连接;
所述定位板119的两侧均安装有定位角124,所述定位角124与装胶桶300的桶口为配合构件,所述定位板119顶部两侧均安装有导向杆121,所述导向杆121的顶端贯穿安装板118,所述导向杆121与安装板118之间滑动连接,所述导向杆121的顶端安装有限位板122,所述安装板118、定位板119之间安装有两个支撑弹簧123,两个所述支撑弹簧123分别套接在两个导向杆121上;
所述进料组件110包括顶封板115、进料网板116、底封板117,所述顶封板115安装在进料网板116的顶部,所述底封板117安装在进料网板116的底部,所述进料网板116上开设有若干个进料孔;
所述输送机构200包括安装架201、皮带输送机202、导向挡板203,所述安装架201上安装有皮带输送机202,所述安装架201的顶部两侧均安装有导向挡板203,两侧所述导向挡板203分别位于皮带输送机202的输送带的两侧正上方,所述装胶桶300位于皮带输送机202的输送带上。
请参阅图1-6所示,本实施例中的胶粘剂生产设备的工作过程如下:
步骤一:启动胶粘剂生产设备的支撑气缸106,支撑气缸106的活动杆延伸推动密封盖104上升,使得密封盖104与成型罐103分离,将胶粘剂原料按顺序加入至成型罐103中,通过支撑气缸106的活动杆收缩使密封盖104将成型罐103密封;
步骤二:启动驱动电机108,两个驱动电机108运转带动两个搅拌桨109旋转,旋转的搅拌桨109将胶粘剂原料搅拌均匀,得到胶粘剂胶料;
步骤三:将装胶桶300放置于皮带输送机202的输送带上,启动皮带输送机202带动装胶桶300向前输送,直至装胶桶300位于注胶嘴120的正下方;
步骤四:启动灌胶气缸107,灌胶气缸107的活动杆延伸带动安装板118、注胶嘴120、进料组件110、压料板111下降,注胶嘴120下降进入装胶桶300的内腔中,安装板118下降通过导向杆121、支撑弹簧123带动定位板119下降,定位板119下降覆盖于装胶桶300的桶口上,通过定位角124定位;
步骤五:压料板111下降的过程中给胶粘剂胶料施加压力,使得胶粘剂胶料从进料组件110的进料网板116的进料口进入出料管112中,之后经过注胶嘴120注入至装胶桶300中;
步骤六:将注满胶粘剂胶料的装胶桶300输送至封盖工序封盖。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种耐低温绿色环保胶粘剂及其制备方法
- 一种耐低温聚氨酯胶粘剂及其制备方法