一种短尺钢轨打磨装置
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及钢轨轨腰自动除锈技术领域,特别涉及一种短尺钢轨打磨装置。
背景技术
目前钢轨大多为焊轨,出厂前必须进行钢轨焊接性能抽检,而钢轨表面光洁度直接决定了电流密度大小及焊接是否成功。
送检的样轨焊前必须除锈,目前钢轨表面处理方法有手持砂轮机、激光、喷砂等,人工手持砂轮机打磨,费时费力,噪音和粉尘污染严重;激光除锈成本高,除锈时间长;喷砂方式无法除掉表面氧化皮。目前短尺钢轨焊接试样均被迫采用人工打磨方式,市场上没有用于短尺钢轨轨腰除锈的自动打磨设备。
因此,如何能够提供一种适用于短尺钢轨轨腰除锈的短尺钢轨打磨装置是本领域技术人员亟需解决的技术问题。
发明内容
本发明的目的是提供一种短尺钢轨打磨装置,通过带动钢轨运动实现砂轮对轨腰的主动除锈。
为实现上述目的,本发明提供一种短尺钢轨打磨装置,包括驱动组件和设于所述驱动组件一侧的磨头组件,所述驱动组件包括可滑动的滑动座以及连接并驱动所述滑动座滑动的驱动件I,所述磨头组件包括可转动的砂轮以及连接并驱动所述砂轮转动的驱动件II,所述滑动座用以固定并带动钢轨运动以实现所述砂轮对钢轨的轨腰位置进行打磨。
优选地,所述磨头组件包括立柱、运动杆和安装所述砂轮和所述驱动件II的运动板,所述运动板与所述运动杆的一端铰接,所述运动杆的另一端与所述立柱铰接。
优选地,所述磨头组件还包括驱动件III,所述驱动件III的一端与所述运动板铰接,所述驱动件III的另一端与所述立柱通过活接铰接。
优选地,所述立柱包括套筒以及在所述套筒中安装且高度可调的套杆。
优选地,所述驱动件I为液压缸,所述驱动件II为液压马达,所述驱动件III为气动肌腱。
优选地,包括框架,所述驱动组件和所述磨头组件装设于所述框架中,所述框架的周侧设有面板,所述框架的顶侧设有顶板。
优选地,所述砂轮为千叶砂轮。
优选地,所述驱动组件包括设于所述滑动座滑动方向两侧的导向轮。
优选地,所述滑动座的两端设有用以固定钢轨的定位板以及锁定所述定位板的T形槽螺栓。
优选地,所述磨头组件用以在钢轨的两侧轨腰位置设置为两组,每组所述磨头组件的数量为多个。
相对于上述背景技术,本发明所提供的短尺钢轨打磨装置包括驱动组件和磨头组件,磨头组件设于驱动组件一侧,驱动组件包括滑动座和驱动件I,驱动件I连接并驱动滑动座滑动,磨头组件包括砂轮和驱动件II,驱动件II连接并驱动砂轮转动,钢轨固定在滑动座上,通过钢轨相对砂轮运动实现砂轮对钢轨轨腰的打磨除锈;该短尺钢轨打磨装置通过驱动件I以实现滑动座的滑动,进而带动固定于滑动座的钢轨运动,通过驱动件II以实现砂轮的转动,进而对钢轨的轨腰进行打磨;该短尺钢轨打磨装置利用滑动座带动钢轨相对砂轮运动,使砂轮对钢轨的轨腰位置进行全面打磨,相比于人工打磨的方式而言,自动化的打磨除锈具有更短的打磨时间、更高的打磨效率和更优的打磨效果。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
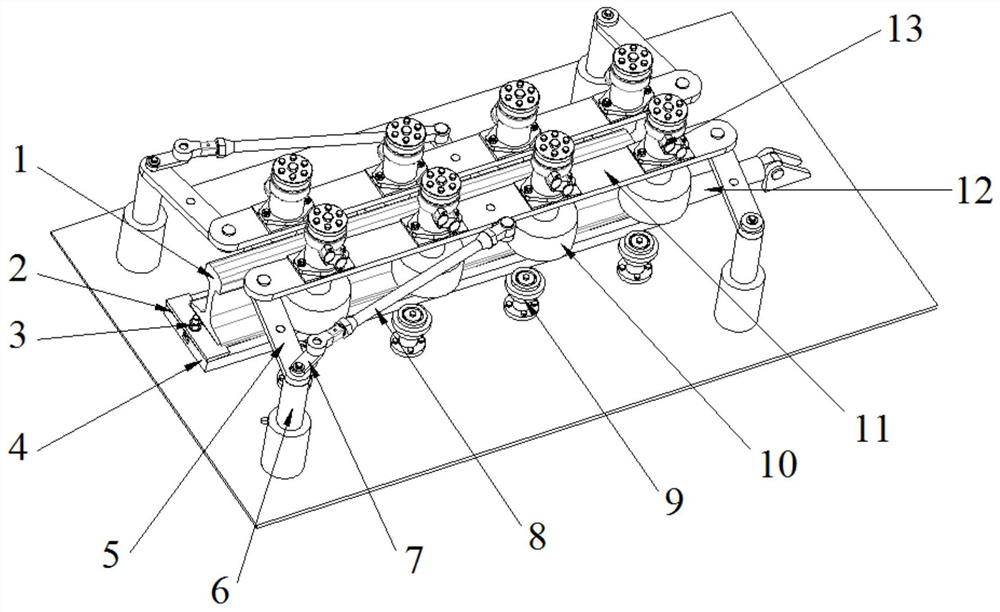
图1为本发明第一种实施例提供的短尺钢轨打磨装置的示意图;
图2为本发明第二种实施例提供的短尺钢轨打磨装置的示意图;
图3为本发明第三种实施例提供的短尺钢轨打磨装置的示意图。
其中:
1-钢轨、2-定位板、3-T形槽螺栓、4-滑动座、5-运动杆、6-立柱、7-活接、8-气动肌腱、9-导向轮、10-千叶砂轮、11-运动板、12-液压缸、13-液压马达、14-框架、15-面板、16-顶板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为了使本技术领域的技术人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
请参考图1至图3,其中,图1为本发明第一种实施例提供的短尺钢轨打磨装置的示意图,图2为本发明第二种实施例提供的短尺钢轨打磨装置的示意图,图3为本发明第三种实施例提供的短尺钢轨打磨装置的示意图。
在第一种具体的实施方式中,本发明所提供的短尺钢轨打磨装置包括驱动组件和磨头组件,磨头组件设于驱动组件一侧;其中,驱动组件包括可滑动的滑动座4和连接滑动座4的驱动件I,磨头组件包括可转动的砂轮和连接砂轮的驱动件II,当钢轨1安装固定于滑动座4后,砂轮的轮圈位于钢轨1的轨腰位置。
在使用时,先将钢轨1固定于滑动座4,然后启动驱动件I和驱动件II,利用驱动件I驱动滑动座4运动,滑动座4的运动为线性滑动,进而带动钢轨1运动;利用驱动件II驱动砂轮运动,砂轮的运动为圆周转动,进而对钢轨1的轨腰进行打磨;钢轨1在滑动座4的带动下与砂轮相对运动,也就是说,位于砂轮的打磨位置的轨腰始终变化,进而实现砂轮对钢轨1的轨腰位置的全面打磨。
该短尺钢轨打磨装置利用滑动座4带动钢轨1相对砂轮运动,使砂轮对钢轨1的轨腰位置进行全面打磨,相比于人工打磨的方式而言,自动化的打磨除锈具有更短的打磨时间、更高的打磨效率和更优的打磨效果。
需要说明的是,该短尺钢轨打磨装置尤其适用于短尺钢轨的自动打磨,也就是说,上述和下述中的钢轨1优先为短尺钢轨。
在一种具体的实施方式中,砂轮的轮圈位置即对钢轨1的打磨位置可变,进而满足不同规格的钢轨1的打磨需要。
在本实施例中,磨头组件包括立柱6、运动杆5和运动板11,驱动件II与砂轮同轴安装于运动板11,驱动件II位于运动板11的上侧,砂轮位于运动板11的下侧,运动板11与运动杆5的一端铰接,运动杆5的另一端与立柱6铰接。
更具体的,对于一组磨头组件而言,该组磨头组件设于滑动座4的一侧,从而在单次作业中对钢轨1的一侧轨腰位置进行打磨;此时立柱6的数量为两个,两个立柱6位于滑动座4该侧的首尾两端,两个立柱6分别连接各自的运动杆5,两个运动杆5再分别连接并支撑于运动板11的两端底侧,运动板11位于滑动座4的上方偏向于滑动座4该侧的位置。
在使用时,立柱6将磨头组件抬起于一定高度,使砂轮位于钢轨1的轨腰的高度位置;运动板11在运动杆5的作用下可平移,使砂轮位于钢轨1的轨腰的水平位置。
需要说明的是,利用运动杆5实现砂轮相对于钢轨1的轨腰的水平位置的调节可为人工也可为自动,当人工调节后,可通过锁紧上述铰接点以锁定调节后的位置。
在另一种调节的方式中,磨头组件采用自动调节,此时采用驱动件III进行调节,驱动件III的一端与运动板11铰接,驱动件III的另一端与立柱6通过活接7铰接。
在本实施例中,利用驱动件III实现磨头组件的砂轮的位置调节以及调节到位后的压紧和松开。
需要说明的是,上述驱动件中,驱动件I和驱动件III为输出线性驱动力的驱动单元,包括但不限于伸缩缸、直线电机等;驱动件II为输出旋转驱动力的驱动单元,包括但不限于旋转电机等。
示例性的,驱动件I为液压缸12,驱动件II为液压马达13,驱动件III为气动肌腱8。
在本实施例中,液压缸12的缸体固定于参考面如桌面、工作台等,滑动座4在参考面上滑动,液压缸12的杆体固定于滑动座4的一端;液压马达13与砂轮同轴安装于运动板11,液压马达13的壳体固定于运动板11,液压马达13的输出轴连接砂轮的中心轴;气动肌腱8的一端连接运动板11的中部位置,气动肌腱8的另一端连接与立柱6连接的活接7。其中,采用液压马达13作为磨头动力源,结构紧凑,转矩力大,液压马达13串联使用,由一小型液压站供油。
需要说明的是,滑动座4的滑动形式有多种,包括但不限于在底侧设置滑槽或滑轨的结构形式;示例性的,滑动座4采用外部两侧限位的滑动形式,此时滑动座4平放于参考面,驱动组件包括设于滑动座4滑动方向两侧的导向轮9,此时的导向轮9为两侧的两排,每排的数量为多个,导向轮9与滑动座4的外周贴合,在两排导向轮9的限位下实现滑动座4的滑动限位。
为了更好的技术效果,立柱6采用竖直高度可调的结构形式,类似于伸缩杆的结构形式,进而使砂轮相对于钢轨1的轨腰的高度位置可调。
示例性的,立柱6包括套筒以及在套筒中滑动装配的套杆,套杆在套筒中高度可调,调节后可通过螺丝等锁紧。
在一种具体的实施方式中,为了降低短尺钢轨打磨装置的噪音影响和粉尘问题,可将短尺钢轨打磨装置封闭于箱体中。
需要说明的是,上述箱体可采用可透视的罩子,既起到防粉尘飞扬、隔离噪音的作用,又便于实时观察钢轨1的打磨情况。
示例性的,在封闭的实施例中,包括框架14,驱动组件和磨头组件装设于框架14中,此时的驱动组件和磨头组件安装于作为参考面的工作面板,工作面板再固定于框架14的内部底面上,框架14的周侧设有面板15,框架14的顶侧设有顶板16。
在本实施例中,由框架14、面板15和顶板16组装成封闭的箱体,将打磨产生的噪音和粉尘阻挡在箱体中,有效降低噪音影响和粉尘问题;除此以外,面板15和顶板16均可拆卸或转动开合,在进行部件替换如砂轮的检修更换时,仅需打开相应的板体结构,而无需将装置整体由框架14中取出,维护方便。
其中,运动杆5和运动板11采用铰链连接,气动肌腱8和运动板11采用铰链连接,活接7和气动肌腱8采用销连接;气动肌腱8在通气体时会缩短,从而带动运动杆5运动,砂轮压紧钢轨1轨腰;放入或移出钢轨1或更换砂轮时,将气动肌腱8排气后,人工将一端从活接7上抬起取出,然后将运动杆5摆至边上,打开面板15即可更换,之所以不采用气缸自动打开或夹紧运动杆5,是防止气缸误动作夹伤人手。
进一步的,砂轮的形式包括但不限于金刚砂轮和千叶砂轮10等,考虑到金刚砂轮噪音大和有高频啸声,优选地,砂轮选用千叶砂轮10;其中,千叶砂轮10相比硬质砂轮具有接触自适应特征,使打磨更彻底;千页砂轮10是纸砂轮,与金刚砂轮相比,打磨噪音大幅度降低。
除此以外,钢轨1在滑动座4上的安装和固定方式有多种,包括但不限于捆绑、凹槽限位等。
示例性的,滑动座4的两端设有用以固定钢轨1的定位板2以及锁定定位板2的T形槽螺栓3,T形槽螺栓3直径不超出轨腰断面。
在本实施例中,利用定位板2和T形槽螺栓3在滑动座4的两端固定钢轨1,无需在钢轨1的其他位置进行捆绑和夹取,避免了捆绑和夹取造成的打磨盲区。
在一种具体的实施方式中,磨头组件用以在钢轨1的两侧轨腰位置设置为两组,每组磨头组件的数量为多个。
在本实施例中,两组磨头组件相当于在钢轨1的两侧轨腰位置的双工位,采用双工位多磨组设计,打磨效率高,当磨头组件的数量共计八个时,打磨效率是以前的八倍及以上。
在具体的过程中,钢轨1装入为上装式,即先将顶部中间顶板16打开,然后将钢轨1装放到滑动座4上;两侧面板15可打开,以便更换磨头和检修,板体可采用有机玻璃制作,工作时可以观察到机内设备运转情况。
需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
以上对本发明所提供的短尺钢轨打磨装置进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
- 一种短尺钢轨打磨装置
- 一种短尺剔除装置