UV增粘膜及其制备方法和应用
文献发布时间:2023-06-19 11:42:32
技术领域
本申请涉及半导体器件制备技术领域,尤其涉及一种UV增粘膜及其制备方法和应用。
背景技术
在柔性屏的制备工艺中,需要先将大板(即,大片柔性屏)切割成小片的panel,然后再使用BP膜进行贴合。其中,在将panel贴合BP膜后还需要进行二次切割成型,这就使得柔性屏的加工工艺较为复杂,同时通过两次切割工艺的处理,很容易造成良率降低。
发明内容
有鉴于此,本申请提出了一种UV增粘膜,可以有效简化柔性屏的切割工艺,减少柔性屏在制备过程中的切割次数,从而提高柔性屏的生产良率。
根据本申请的一方面,提供了一种UV增粘膜,所述UV增粘膜呈层状结构,包括:基材、离型膜层和压敏胶层;
所述基材具有电晕面,所述压敏胶层涂布在所述基材的所述电晕面上,所述离型膜层复合在所述压敏胶层上;
其中,所述压敏胶层的主体成分为树脂,且所述压敏胶层还包括:UV单体、催化剂、反应迟缓剂、光引发剂、交联剂和抗静电剂中的至少一种。
在一种可能的实现方式中,在质量份数总计为100份的所述压敏胶层中,所述树脂的占比为20—50份,所述UV单体的占比为10—30份,所述催化剂的占比为0.5—5份,所述反应迟缓剂的占比为0.5—5份,所述光引发剂的占比为0.5—5份,所述交联剂的占比为0.5—5份,所述抗静电剂的占比为0.5—3份。
在一种可能的实现方式中,所述树脂包括聚丙烯酸、聚丙烯酸酯、聚氨酯丙烯酸酯和增粘树脂中的至少一种。
在一种可能的实现方式中,所述树脂的分子量为10万—60万。
在一种可能的实现方式中,所述树脂的分子量为40万—60万。
在一种可能的实现方式中,所述UV单体为聚氨酯丙烯酸酯和脂肪族聚氨酯丙烯酸酯中的至少一种。
在一种可能的实现方式中,所述催化剂为金属离子型催化剂,所述反应迟缓剂为酮类催化剂,所述光引发剂的吸收波段在200nm—420nm,所述交联剂为异氰酸酯类或环氧类中的一种或多种,所述抗静电剂为金属离子型。
在一种可能的实现方式中,所述压敏胶层的厚度为15μm—40μm。
根据本申请的另一方面,还提供了一种UV增粘膜制备方法,用于制备前面任一所述的UV增粘膜,包括:
将基材进行单面电晕处理后,静置第一预设时间;
将称量好的树脂、以及UV单体、催化剂、反应迟缓剂、光引发剂、交联剂和抗静电剂中的至少一种按照顺序混合并加入溶剂中搅拌均匀,得到压敏胶液;
将所述压敏胶液涂布到所述基材的电晕面上,并置于烘箱中进行烘干,形成压敏胶层;其中,烘干温度为40℃—130℃;
在所述压敏胶层上复合一层离型膜,得到半成品膜;
将所述半成品膜进行熟化处理后得到所述UV增粘膜;
其中,对所述半成品膜进行熟化处理时的熟化温度为20℃—70℃。
根据本申请的另一方面,还提供了一种UV增粘膜的应用,用于在柔性屏制备工艺中,使用前面任一所述的UV增粘膜贴合到大板的表面。
通过使用本申请实施例的UV增粘膜替换相关技术中的BP膜来实现整个大板的贴合,同时因为增粘膜在UV前粘力低的特性,便于将开槽区域撕离,而UV后粘力升高,能过达到高粘BP层的保护和水氧阻隔的作用,在将大板裁切成小片时可以直接一次切割成型,不需要再进行二次切割,这就有效简化了柔性屏的加工工艺,从而提升了加工效率。并且,由于减少了一次切割工艺,这就有效降低了工艺的风险,提升了柔性屏的加工良率。
根据下面参考附图对示例性实施例的详细说明,本申请的其它特征及方面将变得清楚。
附图说明
包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本申请的示例性实施例、特征和方面,并且用于解释本申请的原理。
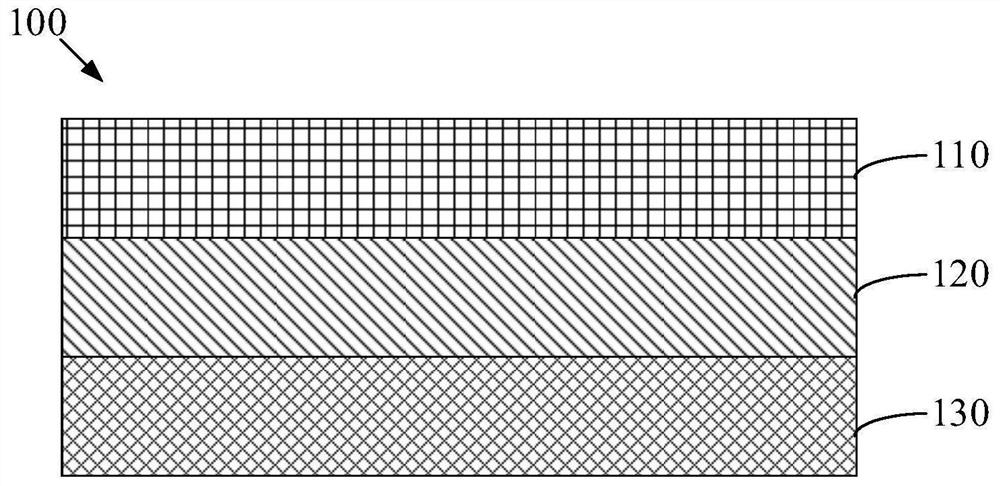
图1示出本申请一实施例的UV增粘膜的剖面截面结构示意图;
图2示出本申请一实施例的UV增粘膜的制备方法的工艺流程图。
具体实施方式
以下将参考附图详细说明本申请的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。
另外,为了更好的说明本申请,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本申请同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件和电路未作详细描述,以便于凸显本申请的主旨。
图1示出根据本申请一实施例的UV增粘膜100的剖面截面结构示意图。如图1所示,本申请实施例的UV增粘膜100整体呈层状结构,其包括基材110、离型膜层130和压敏胶层120。其中,基材110只有一面为电晕面,压敏胶层120涂布在基材110的电晕面上,离型膜层130复合在压敏胶层120上。同时,还需要指出的是,本申请实施例的UV增粘膜100中的压敏胶层120的主体成分为树脂,并且还包括UV单体、催化剂、反应迟缓剂、光引发剂、交联剂和抗静电剂中的至少一种。如:在一种可能的实现方式中,压敏胶层120的主体成分在包括主体树脂的前提下,还可以包括UV单体、光引发剂、交联剂和抗静电剂。其中,各组分按照一定的质量份数进行混合。
由此,在柔性屏的加工工艺过程中,可以使用本申请实施例的UV增粘膜100替换相关技术中的BP膜来实现整个大板的贴合,同时因为增粘膜在UV前粘力低的特性,便于将开槽区域撕离,而UV后粘力升高,能过达到高粘BP层的保护和水氧阻隔的作用,在将大板裁切成小片时可以直接一次切割成型,不需要再进行二次切割,这就有效简化了柔性屏的加工工艺,从而提升了加工效率。并且,由于减少了一次切割工艺,这就有效降低了工艺的风险,提升了柔性屏的加工良率。
其中,还需要指出的是,压敏胶层120中的各组分之间的配比可以根据需要进行灵活配置。本申请实施例的UV增粘膜100中,在质量份数共计为100份的压敏胶层120中,作为主体的树脂的占比为20—50份,UV单体的占比为10—30份,催化剂的占比为0.5—5份,反应迟缓剂的占比为0.5—5份,光引发剂的占比为0.5—5份,交联剂的占比为0.5—5份,抗静电剂的占比为0.5—3份。
优选的,在一种可能的实现方式中,质量份数为100份的压敏胶层120中,作为主体的树脂的占比为49份,UV单体的占比为30份,催化剂的占比为5份,反应迟缓剂的占比为5份,光引发剂的占比为5份,交联剂的占比为4份,抗静电剂的占比为2份。
进一步的,作为压敏胶层120的主体组分,树脂可以采用聚丙烯酸、聚丙烯酸酯、聚氨酯丙烯酸酯和增粘树脂中的至少一种来实现。即,树脂可以为聚丙烯酸、聚丙烯酸酯、聚氨酯丙烯酸酯和增粘树脂中的一种或多种。此外,也可以采用其他材料来合成树脂,此处不再进行一一举例说明。
同时,在本申请实施例的UV增粘膜100中,树脂的分子量为10万—60万,优选为40万—60万。
另外,在本申请实施例的UV增粘膜100中,UV单体可以采用聚氨酯丙烯酸酯和脂肪族聚氨酯丙烯酸酯中的至少一种制备得到。优选的,UV单体可以采用6官单体。此处,本领域技术人员可以理解的是,6官单体为一类单体的统称,具体为结构本身含有6个官能团的单体树脂。
更进一步的,催化剂为金属离子型催化剂,还可以采用其他类型的催化剂,或者是金属离子型催化剂与其他类型的催化剂的组合。反应迟缓剂则可以选用酮类催化剂中的一种或多种组合。光引发剂的吸收波段在200nm—420nm,其可以根据使用波长及能量的不同,选择不同种类及添加量的光引发剂。交联剂为异氰酸酯类或环氧类中的一种或多种,抗静电剂则可以选用金属离子型抗静电剂。
另外,还应当指出的是,在本申请实施例的UV增粘膜100中,压敏胶层120的厚度可以为15μm—40μm。在一种可能的实现方式中,压敏胶层120的厚度可以为:20μm。
相应的,本申请还提供了一种UV增粘膜100制备方法,用于制备前面任一所述的UV增粘膜100。具体的,参阅图2,本申请提供的UV增粘膜100制备方法包括:步骤S100,将基材110进行单面电晕处理后,静置第一预设时间。此处,需要指出的是,所采用的基材110可以为PET、PO、PVC或PP等材质。并且,基材110的厚度可以设置为100μm。对基材110的电晕处理工艺参数可以根据电晕装置的不同以及所要达到的表面能的不同进行相应的设置。在一种可能的实现方式中,在对基材110进行电晕处理时,可以采用电晕机的功率为1.9KW进行。
然后,通过步骤S200,将称量好的树脂、UV单体、催化剂、反应迟缓剂、光引发剂、交联剂和抗静电剂各组分按照顺序混合并加入溶剂中搅拌均匀,得到压敏胶液,并将压敏胶液涂布到基材110的电晕面上,并置于烘箱中进行烘干,形成压敏胶层120;其中,烘干温度为40℃—130℃,优选的,烘干温度可以为100℃—110℃。烘干时间为3min—5min。
进而再通过步骤S300,在压敏胶层120上复合一层离型膜,得到半成品膜后,再将半成品膜进行熟化处理后得到UV增粘膜100;其中,对半成品膜进行熟化处理时的熟化温度为20℃—70℃。优选的,熟化温度可以为40℃—50℃,熟化时间为1天—10天,优选为4天—6天。
同时,还需要指出的是,所采用的离型膜可以根据不同的使用需求进行防静电处理,以达到不同阻抗。即,在将离型膜复合到压敏胶层120上时,先对离型膜进行防静电处理,达到所需要的阻抗之后再复合到压敏胶层120上。其中,复合到亚敏胶层上的离型膜的厚度可以为30μm—100μm,优选为50μm。
进一步的,为了更清楚地说明本申请实施例的UV增粘膜100的性能,以下以一具体实施例进行举例说明。
实施例1
需要说明的是,在本实施例中,UV增粘膜100的制备工艺具体如下:
首先,采用PET膜作为基材110,并对该基材110进行单面电晕处理,使得基材110的一面呈电晕面。其中,在本实施例中,所使用的基材110的厚度为100μm,对基材110进行电晕处理的工艺参数为:1.9KW。
对该基材110进行电晕处理后,静置一段时间(静置时间为:1天—2天,即24小时—48小时)。同时,将用于制备压敏胶层120的各物质组分按顺序进行准确称量并加入溶剂中搅拌均匀,得到压敏胶液。
具体的,在本实施例中,作为压敏胶层120的主体的树脂称取49g,UV单体、催化剂、反应迟缓剂、光引发剂、交联剂和抗静电剂则分别称取30g,5g,5g,5g,4g和2g,然后加入溶剂中进行搅拌直至混合均匀,即可得到压敏胶液。其中,溶剂选取EAC,溶剂的含量为主体树脂的80%。
然后,再将制备得到的压敏胶液涂布到基材110的电晕面上。其中,涂布的方式在本实施例中不进行限定,其可以采用涂布工艺中的任一方式。在将压敏胶液涂布到基材110上后即可放入烤箱进行烘干。其中,在对涂布有压敏胶液的基材110进行烘干时,烘干气氛为百级净化空气,烘干温度为105℃,烘干时间为3min。通过对基材110上的压敏胶液进行烘干后即可得到压敏胶层120。其中,在本实施例中,压敏胶层120的厚度为20μm。
进而再将基材110由烘箱中取出,并在压敏胶层120上复合一层离型膜,对压敏胶层120进行保护,得到半成品膜。在本实施例中,离型膜的厚度为50μm。同时,该离型膜在复合到压敏胶层120上之前,还需要进行防静电处理。由于使用需求不同,对离型膜的阻抗要求不同,因此此处不对离型膜的防静电处理工艺进行限定,其可以根据实际情况灵活设置。
在压敏胶层120上复合一层离型膜之后,即可将当前制备得到的半成品膜进行熟化处理,以最终得到成品膜(即,UV增粘膜100)。其中,在本实施例中,熟化工艺具体为:熟化温度45℃,熟化时间4天(即,96小时)。
表1
通过对上述实施例1制备得到的UV增粘膜100进行粘着力性能参数的测试。其中,需要说明的是,表1中所进行的测试均是在国家标准GB 2792-1998下进行的测试。同时,表1中所记载的“1#、2#、3#”分别为对上述实施例1所制备的UV增粘膜100进行的第一次测试、第二次测试和第三次测试。
由测试数据(即,表1)可以明显看出,本申请实施例的UV增粘膜100在UV前的粘着力很小,基本上在15.71g/25mm。在UV后的粘着力则很大,达到了1862.78g/25mm。即,本申请实施例的UV增粘膜100在UV前粘力是很低的,这就非常有利于将开槽区域撕离。在UV后粘力明显升高,从而能够有效达到高粘BP层的保护和水氧阻隔的作用。其完全能够实现在将大板裁切成小片时可以直接一次切割成型,不需要跟小片贴合一样在BP对位贴合完成后再进行二次切割。
另外,本申请还提供了一种UV增粘膜100的应用,用于在柔性屏制备工艺中,使用前面任一所述的UV增粘膜100贴合到大板的表面。
即,在柔性屏的制备工艺过程中,可以直接将UV增粘膜100贴合到整个大板(即,大片柔性屏,如:G6 half片的大片)上,然后进行切割,裁切成小片。其中,由于UV增粘膜100在UV前粘力低的特性,便于将开槽区域撕离,而UV后粘力升高,能够达到高粘BP层的保护和水氧阻隔的作用,在由大板裁切成小片时可以直接一次切割成型,不需要跟小片贴合一样在BP对位贴合完成后进行二次切割,极大提升了生产效率,简化了切割工艺,同时还降低了工艺风险,最终实现了提升产线良率的目的。
以上已经描述了本申请的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的技术改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
- UV增粘膜及其制备方法和应用
- 一种UV解粘胶黏剂,其制备方法以及UV解粘膜