一种钢卷防锈纸包装设备及方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及钢卷包装技术领域,特别是指一种钢卷防锈纸包装设备及方法。
背景技术
防锈纸是钢卷包装的重要材料,防锈纸包装在钢卷外表面,目的是防止钢卷在长时间的存储、运输过程中产生锈蚀。
目前防锈纸的包装方式有以下几种形式:1)人工包装。如图1所示,用天车或其他提升设备将钢卷提起,人工将事先裁好的防锈纸包装到钢卷外周后,将钢卷放到固定鞍座上,将防锈纸头尾粘贴好,完成防锈纸的包装。2)半自动包装。如图2所示,不同宽度规格的防锈纸卷放在固定支架上,钢卷通过运输设备放到地辊上,人工将防锈纸头部粘贴到钢卷外周表面上,然后通过地辊的旋转带动钢卷转动,将防锈纸包装到钢卷上。3)全自动包装。如图3所示,不同宽度规格的防锈纸卷装在送纸机支座上,由夹送辊自动送出,然后在防锈纸头部由喷胶头涂上热熔胶,在防锈纸向前输送的过程中,放在地辊上的钢卷以同样的线速度转动,将防锈纸粘贴到钢卷上,当输送的防锈纸长度达到要求后,将裁刀将防锈纸切断,并在尾部涂胶,钢卷继续转动,将防锈纸头尾搭接在一起。
以上几种不同的包装方式,存在的主要问题和不足是:1)生产效率低;2)工作现场不安全;3)钢卷在地辊上转动时可能会产生新的伤害;4)无论是胶带或热熔胶都会污染所接触的钢卷表面,给最终用户造成不必要的浪费。
随着智能制造的实施,需要在提高包装质量的前提下,改变防锈纸的包装方式,提高生产效率和包装的自动化、智能化水平。
发明内容
有鉴于此,本发明的主要目的在于提供一种钢卷防锈纸包装设备及方法,以能改变防锈纸的包装方式,避免钢卷在地辊上转动时产生伤害,避免胶带或热熔胶污染钢卷表面。
本发明提供的钢卷防锈纸包装设备,包括:自动送纸机,可以送出防锈纸;包绕机,具有卷纸筒,可以将自动送纸机送出的防锈纸卷绕到卷纸筒上;夹紧手爪,可将自动送纸机与卷纸筒之间的防锈纸夹紧拉平;裁刀,可将自动送纸机与夹紧手爪之间的防锈纸裁断;涂胶机,可向裁刀与夹紧手爪之间的防锈纸外表面喷涂胶水;提升机,可以由钢卷的卷眼将钢卷提升或放下;其中,钢卷提升后,卷纸筒可绕钢卷的外周运动,将卷纸筒上的防锈纸包绕在钢卷外周,且防锈纸首尾通过所述胶水粘贴。
采用如上结构,将钢卷由卷眼提起,以使钢卷露出外周面;卷纸筒绕钢卷外周面运动,无需钢卷转动即可将防锈纸包裹在钢卷的外周面;防锈纸的首尾通过胶水实现粘贴固定,胶水无需与钢卷直接接触。以此改变了防锈纸的包装方式,避免了钢卷在地辊上转动时产生伤害,避免了胶带或热熔胶污染钢卷表面。
本发明优选,所述包绕机包括:设置在钢卷轴向一侧的回转架,回转架上水平设置有回转轴,回转轴上固定设置有与回转轴垂直的回转臂,回转臂另一端水平设置有所述卷纸筒;回转轴转动驱动所述卷纸筒绕钢卷外周运动。
采用如上结构,提供了包绕机的具体结构,通过回转轴转动可以驱动卷纸筒做圆周运动,以实现卷纸筒绕钢卷外周运动。结构简单,具有良好的稳定性。
本发明优选,回转臂上设置有沿臂长设置的轨道,卷纸筒一端与轨道滑动连接,回转臂端部设置有驱动卷纸筒沿所述轨道移动的电机,以使卷纸筒绕钢卷的外周运动时贴合钢卷外周。
采用如上结构,包绕机可以根据钢卷的直径对卷纸筒的位置进行调整,以此适用于不同直径的钢卷的包装要求,提高了本发明的使用范围。
本发明优选,所述提升机与包绕机分别位于钢卷轴向的两侧;提升机包括:设置在底部与钢卷轴向平行的轨道;设置在提升机与钢卷相对一侧与钢卷轴向平行的提升轴;设置在提升机内部的液压缸;其中,提升机可以沿轨道移动,以使提升轴可以由卷眼插入、抽出;液压缸可驱动提升轴上下移动,以实现所述由钢卷的卷眼将钢卷提升或放下。
采用如上结构,提供了提升机的运行方式,提升机采用该运行方式,简单高效,可以保证包装过程的快速、稳定。
本发明优选,所述提升轴将钢卷提升后,钢卷的轴心与回转轴的轴心重合。
采用如上结构,可以保证卷纸筒在钢卷外周面运动时,始终与钢卷外周面接触,以此进一步使防锈纸将钢卷包裹的更加紧密。
本发明优选,还包括设置在卷纸筒外周面的导向层,导向层一端与卷纸筒固定连接,另一端在卷纸筒的外周面形成有导向口;其中防锈纸可由导向口进入导向层与卷纸筒之间的空间。
采用如上结构,防锈纸由导向口进入导向层与卷筒之间的空间后,防锈纸在导向层的引导下部分卷绕在卷纸筒上,然后卷纸筒转动可以将防锈纸卷绕在卷纸筒上。结构及设备控制简单,可靠性高。
本发明优选,自动送纸机与卷纸筒之间还设置有一端伸向导向口的托纸板。
采用如上结构,可以防止防锈纸由自动送纸机送出后,在自身重力的作用下下垂,无法有导向口进入。通过托纸板,可以引导防锈纸的前进方向,确保防锈纸进入导向口的顺利进行。
本发明优选,所述夹紧手爪一端具有可以打开、闭合的开口,夹紧手爪为设置在防锈纸两侧的两个。
采用如上结构,通过位于防锈纸两侧的两个夹紧手爪,即可实现防锈纸尾部的夹紧、拉平,结构简单,易于实现。
本发明还提供了一种钢卷防锈纸包装方法,包括:自动送纸机送出防锈纸,通过夹紧手爪将防锈纸送至包绕机的卷纸筒;包绕机驱动卷纸筒转动将所述防锈纸卷绕到卷纸筒上;夹紧手爪将自动送纸机与卷纸筒之间的防锈纸保持夹紧拉平状态;由涂胶机向裁刀与夹紧手爪之间的防锈纸外表面喷涂胶水;由裁刀将自动送纸机与夹紧手爪之间的防锈纸裁断;由提升机由钢卷的卷眼将钢卷提升;使卷绕有防锈纸的卷纸筒与钢卷贴合,并绕钢卷的外周运动,将卷纸筒上的防锈纸包绕在钢卷外周,且防锈纸首尾通过所喷涂的胶水粘贴;由提升机由钢卷的卷眼将钢卷放下。
采用如上方法,提供了一种新的防锈纸的包装方式,通过将钢卷提起露出外周面后,进行包绕包装,避免了钢卷在地辊上转动时产生伤害,避免了胶带或热熔胶污染钢卷表面。
附图说明
图1为钢卷防锈纸人工包装的结构示意图;
图2为钢卷防锈纸半自动包装的结构示意图;
图3为钢卷防锈纸全自动包装的结构示意图;
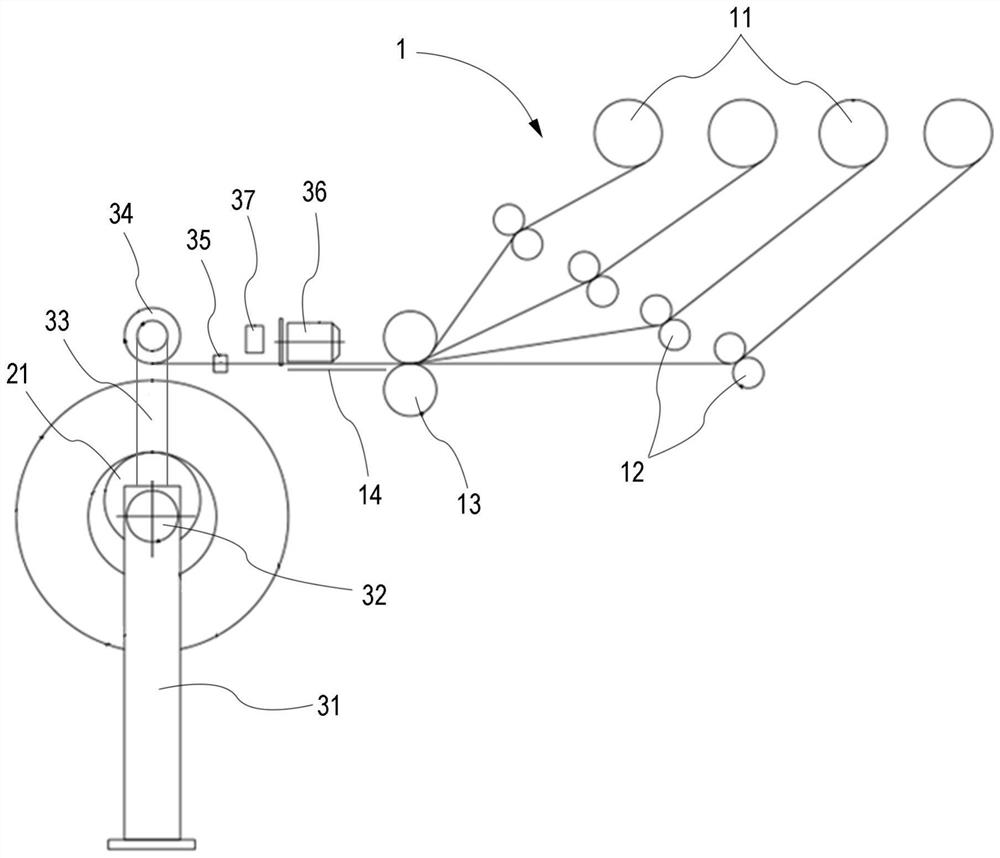
图4为本申请钢卷防锈纸包装设备的结构示意图;
图5为钢卷防锈纸包装设备两种状态的结构示意图;
图6为图4中卷纸筒的结构示意图;
图7为本申请钢卷防锈纸包装方法的流程图。
自动送纸机1;防锈纸卷11;分层夹送辊12;主夹送辊13;托纸板14;提升机2;提升轴21;包绕机3;回转架31;回转轴32;回转臂33;卷纸筒34;导向层341;导向口342;夹紧手爪35;裁刀36;涂胶机37。
具体实施方式
下面,结合视图对本发明的钢卷防锈纸包装设备的具体结构进行详细的描述。
如图4为本申请钢卷防锈纸包装设备的结构示意图。如图4所示,本申请的钢卷防锈纸包装设备包括:用于送出防锈纸的自动送纸机1;用于提升钢卷的提升机2;以及,用于对钢卷进行包装的包绕机3。提升机2将钢卷提升后,包绕机3可以将自动送纸机1送出的防锈纸包裹固定在钢卷的外周面上。
自动送纸机1位于钢卷的径向方向,处于钢卷的斜上方。自动送纸机1包括四个水平均匀排列的防锈纸卷11,四个防锈纸卷11具有不同的宽度规格。防锈纸卷11的下部偏向钢卷方向各设置有一对分层夹送辊12,四个分层夹送辊12位于钢卷的一侧设置有一对主夹送辊13。主夹送辊13的另一侧设置有水平向钢卷方向延伸的托纸板14,由主夹送辊13送出的防锈纸可沿托纸板向钢卷方向移动。送纸机可以根据钢卷宽度的不同驱动相应宽度规格的防锈纸卷11所对应的分层夹送辊12及主夹送辊13转动,送出所需宽度和长度的防锈纸。
图5为钢卷防锈纸包装设备两种状态的结构示意图;图6为图4中卷纸筒的结构示意图。其中,图5中(a)为待机状态,(b)为工作状态。如图5所示,提升机2设置于钢卷轴向的一侧,提升机2上设置有提升轴21。提升机2的底部设置有与钢卷轴向平行的轨道,提升机2可以沿轨道向钢卷移动,以使提升轴21进入钢卷的卷眼。提升机2内设置有液压缸,可以驱动提升轴21在提升机2上上下移动,以将钢卷挑起向上提升或将钢卷放下,提升机2可以将钢卷提升到钢卷的轴心与下述回转轴32的轴心重合的位置。
包绕机3包括设置在钢卷轴向的另一侧的回转架31,回转架31的顶端位于钢卷的一侧设置有可在电机的带动下旋转的回转轴32,回转轴32上设置有与回转轴32垂直的回转臂33,回转臂33一端与回转轴32相连,另一端设置有水平朝向钢卷方向伸出的卷纸筒34。回转臂33上设置有驱动卷纸筒34沿回转臂33移动的驱动机构,包括设置在回转臂33上沿臂长设置的轨道,卷纸筒一端与轨道滑动连接,回转臂33端部设置有电机,驱动卷纸筒34沿所述轨道移动。如此可以使卷纸筒34绕钢卷的外周运动时贴合钢卷外周,回转臂33上还设置有可驱动卷纸筒34转动的电机。
如图6所示,卷纸筒34的外周面包裹有一层导向层341,导向层341一端与与卷纸筒34的外周面沿卷纸筒34的轴向固定,另一端在卷纸筒34的外周面上形成导向口342,导向层341与卷纸筒34之间形成有可供防锈纸通过的空间。导向层341由柔性材料制成,例如布、塑料等;导向口342由硬性材料制成,沿卷纸筒34的轴向平行设置,用以支撑导向口342始终保持可供防锈纸通过的缝隙。待机状态时,卷纸筒34位于钢卷的正上方,导向口342位于卷纸筒34的正下方位置,朝向自动送纸机1。上述托纸板14延伸到临近卷纸筒34的位置,主夹送辊13送出的防锈纸沿托纸板14移动,由托纸板14露出后由导向口342进入导向层341与卷纸筒34外周面之间的空间内,并沿导向层341部分缠绕在卷纸筒34上。然后,电机驱动卷纸筒34转动即可可以将主夹送辊13送出的防锈纸卷11绕在卷纸筒34上。
卷纸筒34与托纸板14之间的防锈纸的两侧相对设置有两夹紧手爪35,两夹紧手爪35相对一侧具有可以打开、闭合的开口,防锈纸的两侧由夹紧手爪35的开口内通过,夹紧手爪35的开口闭合后,夹紧手爪35可以从防锈纸的两侧将防锈纸夹紧、拉平。夹紧手爪35的上侧(下侧亦可)设置有驱动夹紧手爪35向钢卷移动的气缸或者液压缸。夹紧手爪35与托纸板14之间位于防锈纸的上部设置有可以将防锈纸裁断的裁刀36。裁刀36与夹紧手爪35之间位于防锈纸的上部设置有涂胶机37,可以在防锈纸的上表面喷涂热熔胶或其他可用于粘贴的胶水。实际设备中,夹紧手爪35、裁刀36、涂胶机37结构简单,所需空间很小,密集设置在卷纸筒34与托纸板14之间的区域。为了便于理解,图4中对上述设备之间的距离进行了放大。
工作时,钢卷在运输链或者步进梁等输送装置的运输下到达图5(a)所示的等待位置。根据钢卷的宽度信息,自动送纸机1由主夹送辊13送出防锈纸,根据钢卷的外径信息,可计量出所需送出的防锈纸的长度。防锈纸由主夹送辊13送出后,沿托纸板14移动,防锈纸头部离开托纸板后,由导向口342进入导向层341与卷纸筒34外周之间的空间,防锈纸进入一段距离后,电机驱动卷纸筒34转动,将防锈纸卷11绕在卷纸筒34上。夹紧手爪35的开口闭合,夹紧手爪35从防锈纸的两侧将防锈纸夹紧拉平,裁刀36将防锈纸裁断,同时涂胶机37向防锈纸上喷涂热熔胶。提升机2向钢卷移动,使提升轴21插入钢卷的卷眼,提升轴21在液压缸的作用下向上移动,可将钢卷挑起向上移动,使钢卷的轴心与回转轴32的轴心重合后,提升轴21停止,使钢卷悬挂在半空中。卷纸筒34与夹紧手爪35同步下降,当卷纸筒34上的防锈纸与钢卷表面接触时停止下降。回转轴32在电机的驱动下转动,使卷纸筒34绕钢卷外周运动,同时卷纸筒34转动,将卷绕在卷纸筒34上的防锈纸放出,使防锈纸紧紧包在钢卷的外周上,最后使防锈纸的首尾两端通过热熔胶粘贴在一起,完成防锈纸的包装。夹紧手爪35的开口打开,卷纸筒34与夹紧手爪35复位,提升轴21下降,将包装完成后的钢卷放置在运输链或步进梁上,提升机2远离钢卷,使提升轴21从钢卷的卷眼出抽出。运输链或者步进梁运动,将包装好的钢卷运走,并将下一待包装的钢卷运送到图5(a)中所示的等待位置,开始下一个包装的循环。
根据上述钢卷防锈纸包装设备,本发明还提供了一种钢卷防锈纸包装方法。图7为本申请钢卷防锈纸包装方法的流程图。如图7所示,具体步骤如下:
S1、根据钢卷的宽度及外径,自动送纸机1送出相应规格及长度的防锈纸。
S2、卷纸筒34将防锈纸卷11绕在卷纸筒34上。
S3、夹紧手爪35将防锈纸尾部夹紧拉平。
S4、涂胶机37向防锈纸尾部喷涂热熔胶,同时裁刀36将防锈纸裁断。
S5、提升机2由钢卷的卷眼将钢卷挑起提升,使钢卷露出外周面。
S6、卷纸筒34与夹紧手爪35向钢卷外周靠近,直至卷纸筒34上的防锈纸与钢卷外周接触。
S7、卷纸筒34围绕钢卷的外周运动,并放出防锈纸,使防锈纸包裹在钢卷的外周面。
S8、卷纸筒34沿钢卷绕完一周后,将防锈纸的头部与尾部的热熔胶粘贴。
S9、卷纸筒34、夹紧手爪35复位,提升机2将钢卷放回。
通过上述设备及方法,可以实现防锈纸的自动包装,同时通过由钢卷的卷芯将钢卷挑起,使卷纸筒34围绕钢卷外周运动,可以避免现有技术中钢卷在地辊上转动时可能产生的伤害。通过使防锈纸首尾贴合,避免了热熔胶或者胶带直接与钢卷接触,可以防止热熔胶或胶带污染钢卷,造成浪费。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种钢卷防锈纸包装设备及方法
- 一种钢卷防锈真空封装方法