马达生产压结检测优化设备
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及马达生产设备领域技术,尤其是指一种马达生产压结检测优化设备。
背景技术
马达叠片在模具生产过程中每片之前会有间细小的间隙,多片累积会影响定子或是转子的高度尺寸,因此需要用油压机来进一步进行压紧缩小这些间隙来保证定子或是转子的高度尺寸 ,这一步就是压结工序。
现有的马达生产设备,在定子和转子生产后,通常分别对定子和转子进行压结处理,人工成本高,且工作效率低,不利于产品的大批量生产。
因此,有必要对现有的马达生产设备进行改进。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种马达生产压结检测优化设备,其能提高生产效率、减少人工成本,有利于产品的大批量生产。
为实现上述目的,本发明采用如下之技术方案:
一种马达生产压结检测优化设备,包括马达生产设备和优化工作台;其中:
所述马达生产设备通过上料轨道连接优化工作台,所述优化工作台上设置有与控制单元连接的检测转运机构、定位机构、压结机构、下料装置;所述优化工作台具有工作平面,所述工作平面上具有压结位,工作平面连接于上料轨道的输出侧;所述检测转运机构对应上料轨道的输出侧设置,所述检测转运机构朝向定位机构输出;所述定位机构朝向压结位;所述压结机构位于压结位的上方;所述下料装置对应压结位设置,下料装置与定位机构交叉设置;所述控制单元根据检测转运机构反馈来控制定位机构、压结机构和下料装置工作。
作为一种优选方案,所述优化工作台还设置有自动分料机构,所述自动分料机构连接控制单元,自动分料机构具有定子通道和转子通道,所述定子通道和转子通道的输入端与下料装置的输出端相对应。
作为一种优选方案,所述定子通道和转子通道分别设置有第一、二导向壁,所述第一、二导向壁的初始端分别设置有第一、二分料气缸,所述第一导向壁和第二导向壁呈八字状布置。
作为一种优选方案,所述上料轨道包括有定子输出轨道和转子输出轨道;相应的,所述检测转运机构包括有定子转运气缸和转子转运气缸,所述定子转运气缸和转子转运气缸上均设置有感应器。
作为一种优选方案,所述定位机构包括有同轴设置的推动气缸和阻挡气缸,所述推动气缸和阻挡气缸分别位于压结位的左、右侧,所述下料装置位于压结位的后侧。
作为一种优选方案,所述推动气缸、定位机构、下料装置、阻挡气缸沿X轴向依次排布。
作为一种优选方案,所述推动气缸、定子转运气缸、转子转运气缸、下料装置均连接有V型块。
作为一种优选方案,所述定子转运气缸和转子转运气缸的V型块均延伸有阻挡部。
作为一种优选方案,所述转子输出轨道、推动气缸、定子输出轨道沿Y轴向依次排布。
作为一种优选方案,所述压结机构包括有油压机支架和设置于油压机支架上的油压机,所述油压机支架设置于优化工作台上,所述油压机位于压结位的上方。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
其主要是,通过设置有连接马达生产设备的优化工作台,所述优化工作台上设置有与控制单元连接的检测转运机构、定位机构、压结机构、下料装置,以实现在同一设备上对定子和转子分别进行压结工作,降低了人工成本,且生产效率高;
其次是,通过设置有定子通道和转子通道,并配合设置有第一、二导向壁,在第一、二导向壁的初始端分别设置有第一、二分料气缸,实现对定子和转子的自动分料;
再者是,通过设置有定子输出轨道和转子输出轨道,马达生产设备间隔式生产定子和转子,配合检测转运机构的检测对压结机构进行按压深度控制,进一步提高对定子和转子加工的工作效率,提高了检测和压结的连贯性,自动化程度高,利于大批量生产。
为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
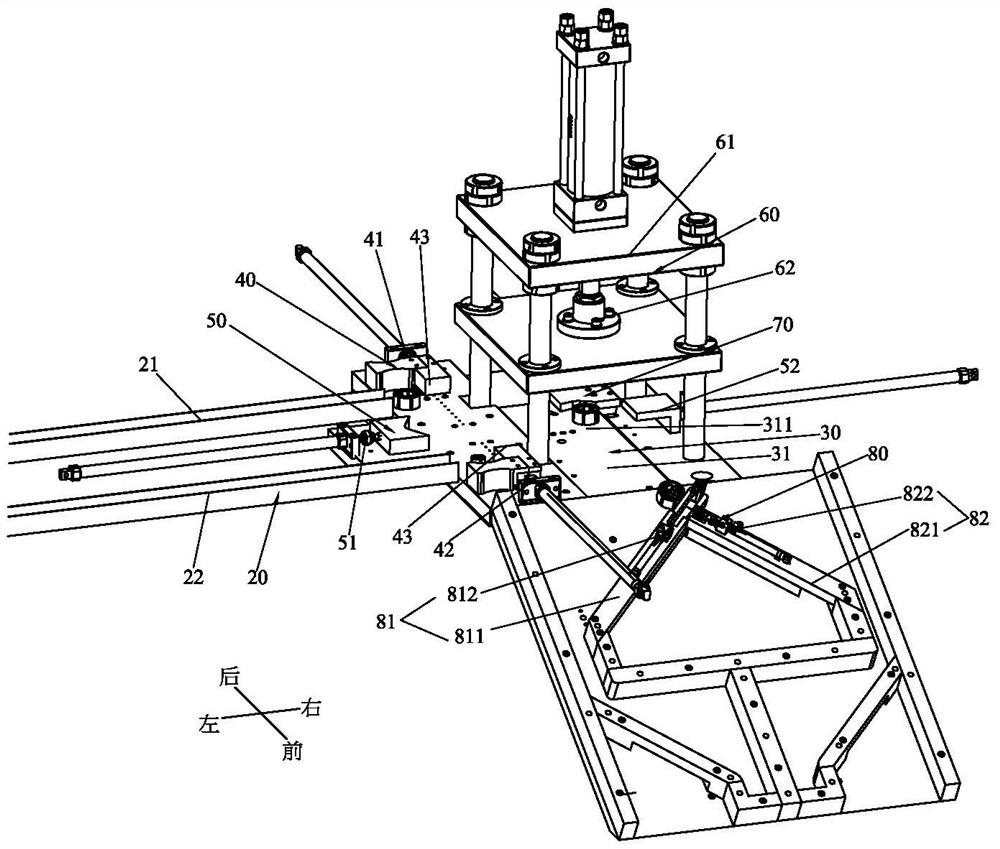
图1是本发明之较佳实施例的立体示意图;
图2是本发明之较佳实施例的另一视角的立体示意图;
图3是本发明之较佳实施例的俯视图;
图4本发明之较佳实施例的局部组装立体示意图。
附图标识说明:
10、马达生产设备 20、上料轨道
21、定子输出轨道 22、转子输出轨道
30、工作台 31、工作平面
311、压结位 40、检测转运机构
41、定子转运气缸 42、转子转运气缸
43、阻挡部 50、定位机构
51、推动气缸 52、阻挡气缸
60、压结机构 61、油压机支架
62、油压机 70、下料装置
80、自动分料机构 81、定子通道
811、第一导向壁 812、第一分料气缸
82、转子通道 821、第二导向壁
822、第二分料气缸。
具体实施方式
请参照图1至图4所示,其显示出了本发明之较佳实施例的具体结构,包括有马达生产设备10和优化工作台30;
所述马达生产设备10通过上料轨道20连接优化工作台30,所述优化工作台30上设置有与控制单元连接的检测转运机构40、定位机构50、压结机构60、下料装置70;所述优化工作台30具有工作平面31,所述工作平面31上具有压结位311,工作平面31连接于上料轨道20的输出侧;所述检测转运机构40对应上料轨道20的输出侧设置,所述检测转运机构40朝向定位机构50输出;所述定位机构50朝向压结位311;所述压结机构60位于压结位311的上方;所述下料装置70对应压结位311设置,下料装置70与定位机构50交叉设置;所述控制单元根据检测转运机构40反馈来控制定位机构50、压结机构60和下料装置70工作。
具体而言,所述优化工作台30还设置有自动分料机构80,所述自动分料机构80连接控制单元,自动分料机构80具有定子通道81和转子通道82,所述定子通道81和转子通道82的输入端与下料装置70的输出端相对应;所述定子通道81和转子通道82分别设置有第一、二导向壁,所述第一、二导向壁的初始端分别设置有第一分料气缸812、第二分料气缸822,所述第一导向壁811和第二导向壁821呈八字状布置。
进一步的,所述上料轨道20包括有定子输出轨道21和转子输出轨道22;相应的,所述检测转运机构40包括有定子转运气缸41和转子转运气缸42,所述定子转运气缸41和转子转运气缸42上均设置有感应器;
所述定位机构50包括有同轴设置的推动气缸51和阻挡气缸52,所述推动气缸51和阻挡气缸52分别位于压结位311的左、右侧,所述下料装置70位于压结位311的后侧;
所述压结机构60包括有油压机支架61和设置于油压机支架61上的油压机62,所述油压机支架61设置于优化工作台30上,所述油压机62位于压结位311的上方。
优选的,所述推动气缸51、定位机构50、下料装置70、阻挡气缸52沿X轴向依次排布;所述转子输出轨道22、推动气缸51、定子输出轨道21沿Y轴向依次排布;
以及,所述推动气缸51、定子转运气缸41、转子转运气缸42、下料装置70均连接有V型块;所述定子转运气缸41和转子转运气缸42的V型块均延伸有阻挡部43。
详述本实施例的工作过程如下:
当马达生产设备10产出定子时:首先,定子通过定子输出轨道21移动至定子转运气缸41的阻挡部43,定子转运气缸41上的感应器检测定子到位后,推动定子转运至推动气缸51处后,定子转运气缸41复位;然后,推动气缸51将定子推动至压结位311,同时,阻挡气缸52伸出对定子进行阻挡,以使定子稳定于压结位311上后,推动气缸51和阻挡气缸52均复位;接着,油压机62向下对定子进行压结后,油压机62复位;最后,下料装置70推动定子朝向自动分料机构80,此时,位于定子通道81上的第一分料气缸812处于伸出状态,以使定子沿第一导向壁811移动,随后下料装置70和第一分料气缸812复位。当马达生产设备10产出转子时的工作过程与定子相似,固不作叙述。
本发明的设计重点在于:
其主要是,通过设置有连接马达生产设备的优化工作台,所述优化工作台上设置有与控制单元连接的检测转运机构、定位机构、压结机构、下料装置,以实现在同一设备上对定子和转子分别进行压结工作,降低了人工成本,且生产效率高;
其次是,通过设置有定子通道和转子通道,并配合设置有第一、二导向壁,在第一、二导向壁的初始端分别设置有第一、二分料气缸,实现对定子和转子的自动分料;
再者是,通过设置有定子输出轨道和转子输出轨道,马达生产设备间隔式生产定子和转子,配合检测转运机构的检测对压结机构进行按压深度控制,进一步提高对定子和转子加工的工作效率,提高了检测和压结的连贯性,自动化程度高,利于大批量生产。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 马达生产压结检测优化设备
- 马达生产压结检测优化设备