一种石墨烯/铝合金复合材料及其制备方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及石墨烯领域,具体涉及一种石墨烯/铝合金复合材料及其制备方法。
背景技术
在过去的几十年中,材料科学的研究已经集中在复合材料上,因为它们可以发展为重量轻,环境友好和高性能的设备。铝及其合金由于其优异的物理和机械性能,轻便性,良好的导电性和导热性,耐腐蚀性,表面处理的适用性和回收能力而被广泛用于此类应用。但是,铝表面在某些其他机械性能方面很差,如低拉伸强度,低耐磨性,易腐蚀和柔软。在这种情况下,生产比密度降低,机械和冶金性能提高的铝合金和复合材料是当代材料科学研究的最重要目标之一。碳纳米材料,特别是石墨烯,已被广泛用作铝的增强材料,以满足那些日益增长的高要求。
最近的一些报导描述了石墨烯增强的铝基复合材料的合成,包括使用液体方法,球磨加热等静压,热压或热挤压,球磨加烧结,烧结或烧结加挤压,火花等离子烧结或超声处理加摩擦搅拌处理。上述方法虽然在一定程度上对复合材料有所改进,但是仍有以下三个方面的问题需要改进:
(1)如何在保持石墨烯结构的完整性,进一步提高其在铝基体中的分布均匀性,发挥最大的改性作用是要深入研究的问题。
(2)目前石墨烯/铝复合材料主要还是利用粉末冶金的方法制备,虽然通过各种混粉工艺能使石墨烯有效分散到铝基体粉末中,但是工艺复杂,生产效率低,制约着石墨烯/铝复合材料的发展。
(3)成型工艺过程中经常产生Al
因此,寻找一种工艺简便、均匀性好的石墨烯增强铝基复合材料的制备工艺是未来所要解决的问题。
发明内容
为了克服现有技术的上述不足,本发明提供了一种综合粉末冶金法和石墨烯表面改质法优点的技术方案,通过粉末冶金结合石墨烯表面改质的方法来制备一种石墨烯改性铝导线的石墨烯/铝合金复合材料。
本发明的目的采用以下技术方案来实现:
第一方面,本发明提供一种石墨烯/铝合金复合材料,所述复合材料以铝为基体、以石墨烯为添加料;其中,石墨烯的添加量为所述复合材料的0.1~5wt.%。
优选地,所述石墨烯的添加量为所述复合材料的0.1~1wt.%。
优选地,所述石墨烯的添加量为所述复合材料的0.5wt.%。
第二方面,本发明提供一种石墨烯/铝合金复合材料的制备方法,所述制备方法用于制备上述石墨烯/铝合金复合材料,包括如下工艺步骤:
(1)将石墨烯粉末与化学镀的镀液,通过高压均质机进行石墨烯表面化学镀处理,得到石墨烯化学镀处理液;
(2)将金属铝粉置于流体化床设备中,待用;
(3)将石墨烯化学镀处理液导入步骤(2)的流体化床设备中,充分混合,得到石墨烯/铝粉混合物;
(4)收集石墨烯/铝粉混合物并装入至石墨模具内,进行恒温真空热压烧结;
(5)随炉自然冷至室温后,得到石墨烯/金属铝复合材料烧结体;
(6)将石墨烯/金属铝复合材料烧结体进行热挤出或热轧,制成石墨烯/铝合金复合材料。
优选地,所述步骤(1)中,化学镀的镀液是指硝酸银、硝酸镍、硝酸金、氯化银、氯化镍、氯化金的混合液,化学镀的镀液的浓度为0.01~1mol/L。
更优选地,所述化学镀的镀液的浓度为0.02~0.5mol/L。
优选地,所述步骤(2)中,金属铝粉的粒度为3~5μm。
优选地,所述步骤(3)中,石墨烯化学镀处理液与金属铝粉的混合时间为1~2h。
优选地,所述步骤(4)中,热压烧结的条件设置为:温度550~650℃、真空度1.0×10
优选地,所述步骤(4)中,热压烧结的时间为2h。
优选地,所述步骤(6)中,热挤出或热轧的温度为250~300℃。
本发明的有益效果为:
1.在本发明提供的技术方案中,采用低温高压均质技术结合石墨烯表面金属共析出技术制备出表面沉积数个原子层金属的表面改质石墨烯,将石墨烯的密度依靠表面金属层厚度的不同,调整到密度与金属铝相同,如此,就能通过简单的混合技术,让石墨烯在铝基体中均匀分布。在后续的热制程(热压、热挤出、热轧、热锻、真空烧结)过程中,由于石墨烯表面的金属层,不仅提供了与金属铝融合的良好接口,也避免的Al
2.本发明采用低温高压均质技术结合石墨烯表面金属共析出技术与流体化床技术,制备出了在铝合金基体中均匀分布且接口结合良好的"石墨烯/铝合金"复合材料,最大程度地改善了石墨烯在铝合金液中的分散均匀性,避免了Al
3. 本发明的材料制备过程简单,工艺可调可控。材料制备成本较低,适合工业化大量生产,市场前景良好。
附图说明
利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
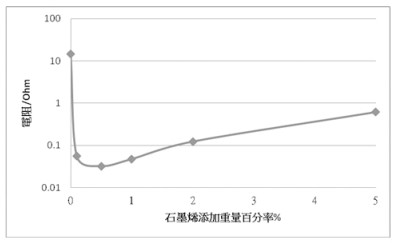
图1是本发明不同石墨烯添加量在相同烧结条件下的电阻对比线形图;
图2是本发明针对烧结材料的不同加压方向;
图3是本发明不同加压方向的烧结对电阻影响的线形图;
图4是图3中M处的线形放大图;
图5是碳纳米管替代石墨烯对电阻影响的线形图。
具体实施方式
在过去的几十年中,材料科学的研究已经集中在复合材料上,因为它们可以发展为重量轻,环境友好和高性能的设备。铝及其合金由于其优异的物理和机械性能,轻便性,良好的导电性和导热性,耐腐蚀性,表面处理的适用性和回收能力而被广泛用于此类应用。但是,铝表面在某些其他机械性能方面很差,如低拉伸强度,低耐磨性,易腐蚀和柔软。在这种情况下,生产比密度降低,机械和冶金性能提高的铝合金和复合材料是当代材料科学研究的最重要目标之一。碳纳米材料,特别是石墨烯,已被广泛用作铝的增强材料,以满足那些日益增长的高要求。
碳可以说是自然界中最通用的化学元素。其两个3D同素异形体涵盖了这一点:钻石和石墨。钻石是一种非常坚硬,透明的绝缘体,而石墨则是一种柔软,不透明的导体。此外,碳是一个多产的原子连接器,能够形成比自然界中任何其他元素更多的化合物,并且可以使独特而复杂的结构成型。碳是生命的物质表面,是所有有机化学的基础。由于其键合的灵活性,碳基系统显示出数量不限的不同结构,并且具有同等多种物理性能。这些物理性质在很大程度上是这些结构尺寸的结果。
石墨烯的断裂强度为42N / m。 钢的断裂强度范围为250~1200 MPa = 0.25~1.2×10
金属基复合材料(MMC)是轻质结构材料,在航空航天,汽车和电子领域具有广泛的应用。硼,碳和碳化硅(SiC)通常用作连续纤维增强材料,而碳化硅(SiCp),氧化铝(Al
最近的一些报导描述了石墨烯增强的铝基复合材料的合成,包括使用液体方法,球磨加热等静压,热压或热挤压,球磨加烧结,烧结或烧结加挤压,火花等离子烧结或超声处理加摩擦搅拌处理,详述如下:
一、液态法制备石墨烯增强铝基复合材料
液态法制备石墨烯/铝复合材料是指将石墨烯加入到熔融态的铝基体中,并利用传统的铸造设备冷却凝固进而得到复合材料。该方法设备简单、生产效率高、成本低,对形状和尺寸没有限制,并且可以实现大批量生产,这些优点使其具有广阔的应用发展前景。
但是该方法制备的石墨烯/铝复合材料中的气孔较多,并且由于石墨烯和铝之间润湿性较差、比重相差较大,很难将石墨烯均匀分散到铝液中;再者C 和Al 这两种元素在热力学上是不稳定的,特别是当铝处于熔融状态时,两者会形成针状的Al
1.1 搅拌熔铸法制备石墨烯增强铝基复合材料
搅拌熔铸法是在气体保护下通过对熔化的金属进行机械搅拌使其产生涡流,从而引入增强体并使其均匀分布的液态制备法。虽然搅拌铸造法能使石墨烯相对较均匀地分布到铝基体中,但仍然存在基体与增强体间润湿性差的问题。
1.2 搅拌摩擦法制备石墨烯增强铝基复合材料
搅拌摩擦法制备石墨烯增强铝基复合材料,衍生于搅拌摩擦焊,通过旋转肩与工件摩擦产生的强热使得加工区的材料软化,并利用摩擦搅拌使增强体与基体混合均匀。但是该方法在制备复合材料过程中,不能准确地控制石墨烯的含量,因此复合材料的性能难以稳定控制。
二、固态法制备石墨烯增强铝基复合材料
固态法制备石墨烯/铝复合材料最常用的就是粉末冶金法。粉末冶金法采用机械混粉的方法制备复合粉末,增强体能与基体粉末混合均匀,且增强体的含量可任意调整并准确控制;由于制备温度低于铝的熔点,可以有效避免铝与石墨烯反应生成有害的Al
2.1 混粉方法
石墨烯在铝基体中的有效分散是制备石墨烯/铝复合材料所要解决的首要难题。将石墨烯与铝粉进行简单的机械混合并不能使石墨烯与铝粉完全分散均匀,为了减少石墨烯团聚的现象,文献报导中提出了多种混粉方法,包括超声分散、湿法机械搅拌混合、球磨、行星式高能球磨、表面改性及静电吸附等。
(1)湿法机械搅拌混合
最简单的混粉方法就是直接将石墨烯与基体铝粉混合到一起,但是石墨烯片层之间的范德华力和静电作用使得石墨烯难以分散,混粉效果不好。
(2)表面改性及电荷吸引法
为了改善石墨烯的分散性,有时还需要对石墨烯或铝粉进行表面改性处理。通过添加表面活性剂提高石墨烯、铝粉分散性和溶液的稳定性。表面活性剂可以分为离子型和非离子型两大类。离子型表面活性剂包括十二烷基苯磺酸钠(SDBS,阴离子型)、十二烷基硫酸钠(SDS,阴离子型)、十六烷基三甲基溴化铵(CTMAB,阳离子型),非离子型表面活性剂包括聚乙二醇辛基苯基醚(TritonX-100)等,这些都能有效维持石墨烯纳米片的稳定性。
但是,此方法所制备的复合粉末需要真空干燥,并在氩气保护进行下进行热处理,以除去表面活性剂膜并还原氧化后的石墨烯,而且若表面活性剂不能完全去除,则会形成杂质相影响材料的性能。
(3)球磨法
球磨法也是一种重要的石墨烯/铝复合材料混粉方法,但是,在干球磨过程中,石墨烯的结构往往会遭到破坏,从而使石墨烯对复合材料性能的提高作用降低。
2.2 成型工艺
在制备出均匀分散的石墨烯/铝复合粉末后,合适的成型工艺对于获得性能良好的石墨烯/铝复合材料也是至关重要的。成型过程中要让复合粉末之间形成良好的接口结合,并消除材料中的孔隙以实现致密结合。目前所采用的成型方法主要分一次成型和二次成型。其中一次成型法主要包括无压烧结、真空热压烧结、高压扭转、热等静压、热挤压、热轧等。二次成型法为一次成型工艺的复合使用。
其中,一次成型法包括:
(1)无压烧结法
无压烧结是在常压下将预压成型的坯料在空气或保护气氛下进行加热烧结,是制备石墨烯/铝复合材料最简单的方法。在烧结过程中,只有烧结温度和升温速率两个可调整的工艺参数。针对烧结温度的研究表明,烧结温度足够高是复合材料致密化的必要条件,但是同时将导致晶粒粗化并发生接口反应,将降低复合材料的性能。
(2)热压烧结法
热压烧结是将复合粉末放入模具型腔后,在加热的同时施以单向压力,不仅可以抑制晶粒的长大,而且在压力的作用下复合粉末通过塑性流动有利于实现致密化,可以降低烧结温度、缩短烧结时间,减小晶粒粗化的几率。
(3)高压扭转法
高压扭转法(high-pressure torsion,HPT)是目前生产块体亚微米、纳米细晶材料的常用加工方法。该方法是将试样放入高压扭转装置中,在几个GPa 的压力下,使试样在压头扭转产生的高压力、摩擦力和剪切力的作用下,轴向受压变形,切向剪切变形,最终得到超细晶材料,使材料的延伸率和强度显著提高。
(4)热挤压法
热挤压是将被挤压坯料放入与坯料外形相同的挤压筒中,在压力的作用下从挤压模孔中流出,使材料发生塑性变形,进而提高材料性能。
(5)热轧法
近年来,为了进一步提高石墨烯/铝复合材料的性能,有的研究者提出利用热轧法来制备复合材料。
实际上,上述一次成型法这些方法都涉及高温处理步骤,这些步骤可能导致金属基质氧化和/或石墨烯与基质之间的反应。热力学计算表明,Al和石墨可能在高温下反应生成Al
下面结合以下实施例对本发明作进一步描述。
实施例1:
本发明提供一种石墨烯/铝合金复合材料,所述复合材料以铝为基体、以石墨烯为添加料;其中,石墨烯的添加量为所述复合材料的0.1%。
上述石墨烯/铝合金复合材料的制备方法,包括如下工艺步骤:
(1)将石墨烯粉末与化学镀的镀液,通过高压均质机进行石墨烯表面化学镀处理,得到石墨烯化学镀处理液;
(2)将金属铝粉置于流体化床设备中,待用;
(3)将石墨烯化学镀处理液导入步骤(2)的流体化床设备中,充分混合,得到石墨烯/铝粉混合物;
(4)收集石墨烯/铝粉混合物并装入至石墨模具内,进行恒温真空热压烧结;
(5)随炉自然冷至室温后,得到石墨烯/金属铝复合材料烧结体;
(6)将石墨烯/金属铝复合材料烧结体进行热挤出或热轧,制成石墨烯/铝合金复合材料。
所述步骤(1)中,化学镀的镀液是指硝酸银、硝酸镍、硝酸金、氯化银、氯化镍、氯化金的混合液,化学镀的镀液的浓度为0.01~1mol/L。
所述步骤(2)中,金属铝粉的粒度为3~5μm。
所述步骤(3)中,石墨烯化学镀处理液与金属铝粉的混合时间为1~2h。
所述步骤(4)中,热压烧结的条件设置为:温度550~650℃、真空度1.0×10
所述步骤(4)中,热压烧结的时间为2h。
所述步骤(6)中,热挤出或热轧的温度为250~300℃。
实施例2
本发明提供一种石墨烯/铝合金复合材料,所述复合材料以铝为基体、以石墨烯为添加料;其中,石墨烯的添加量为所述复合材料的0.5%。
上述石墨烯/铝合金复合材料的制备方法,包括如下工艺步骤:
(1)将石墨烯粉末与化学镀的镀液,通过高压均质机进行石墨烯表面化学镀处理,得到石墨烯化学镀处理液;
(2)将金属铝粉置于流体化床设备中,待用;
(3)将石墨烯化学镀处理液导入步骤(2)的流体化床设备中,充分混合,得到石墨烯/铝粉混合物;
(4)收集石墨烯/铝粉混合物并装入至石墨模具内,进行恒温真空热压烧结;
(5)随炉自然冷至室温后,得到石墨烯/金属铝复合材料烧结体;
(6)将石墨烯/金属铝复合材料烧结体进行热挤出或热轧,制成石墨烯/铝合金复合材料。
所述步骤(2)中,金属铝粉的粒度为3~5μm。
所述步骤(3)中,石墨烯化学镀处理液与金属铝粉的混合时间为1~2h。
所述步骤(4)中,热压烧结的条件设置为:温度550~650℃、真空度1.0×10
所述步骤(4)中,热压烧结的时间为2h。
所述步骤(6)中,热挤出或热轧的温度为250~300℃。
实施例3
本发明提供一种石墨烯/铝合金复合材料,所述复合材料以铝为基体、以石墨烯为添加料;其中,石墨烯的添加量为所述复合材料的1%。
上述石墨烯/铝合金复合材料的制备方法,包括如下工艺步骤:
(1)将石墨烯粉末与化学镀的镀液,通过高压均质机进行石墨烯表面化学镀处理,得到石墨烯化学镀处理液;
(2)将金属铝粉置于流体化床设备中,待用;
(3)将石墨烯化学镀处理液导入步骤(2)的流体化床设备中,充分混合,得到石墨烯/铝粉混合物;
(4)收集石墨烯/铝粉混合物并装入至石墨模具内,进行恒温真空热压烧结;
(5)随炉自然冷至室温后,得到石墨烯/金属铝复合材料烧结体;
(6)将石墨烯/金属铝复合材料烧结体进行热挤出或热轧,制成石墨烯/铝合金复合材料。
所述步骤(1)中,化学镀的镀液是指硝酸银、硝酸镍、硝酸金、氯化银、氯化镍、氯化金的混合液,化学镀的镀液的浓度为0.01~1mol/L。
所述步骤(2)中,金属铝粉的粒度为3~5μm。
所述步骤(3)中,石墨烯化学镀处理液与金属铝粉的混合时间为1~2h。
所述步骤(4)中,热压烧结的条件设置为:温度550~650℃、真空度1.0×10
所述步骤(4)中,热压烧结的时间为2h。
所述步骤(6)中,热挤出或热轧的温度为250~300℃。
实施例4
本发明提供一种石墨烯/铝合金复合材料,所述复合材料以铝为基体、以石墨烯为添加料;其中,石墨烯的添加量为所述复合材料的2%。
上述石墨烯/铝合金复合材料的制备方法,包括如下工艺步骤:
(1)将石墨烯粉末与化学镀的镀液,通过高压均质机进行石墨烯表面化学镀处理,得到石墨烯化学镀处理液;
(2)将金属铝粉置于流体化床设备中,待用;
(3)将石墨烯化学镀处理液导入步骤(2)的流体化床设备中,充分混合,得到石墨烯/铝粉混合物;
(4)收集石墨烯/铝粉混合物并装入至石墨模具内,进行恒温真空热压烧结;
(5)随炉自然冷至室温后,得到石墨烯/金属铝复合材料烧结体;
(6)将石墨烯/金属铝复合材料烧结体进行热挤出或热轧,制成石墨烯/铝合金复合材料。
所述步骤(1)中,化学镀的镀液是指硝酸银、硝酸镍、硝酸金、氯化银、氯化镍、氯化金的混合液,化学镀的镀液的浓度为0.01~1mol/L。
所述步骤(2)中,金属铝粉的粒度为3~5μm。
所述步骤(3)中,石墨烯化学镀处理液与金属铝粉的混合时间为1~2h。
所述步骤(4)中,热压烧结的条件设置为:温度550~650℃、真空度1.0×10
所述步骤(4)中,热压烧结的时间为2h。
所述步骤(6)中,热挤出或热轧的温度为250~300℃。
实施例5
本发明提供一种石墨烯/铝合金复合材料,所述复合材料以铝为基体、以石墨烯为添加料;其中,石墨烯的添加量为所述复合材料的5%。
上述石墨烯/铝合金复合材料的制备方法,包括如下工艺步骤:
(1)将石墨烯粉末与化学镀的镀液,通过高压均质机进行石墨烯表面化学镀处理,得到石墨烯化学镀处理液;
(2)将金属铝粉置于流体化床设备中,待用;
(3)将石墨烯化学镀处理液导入步骤(2)的流体化床设备中,充分混合,得到石墨烯/铝粉混合物;
(4)收集石墨烯/铝粉混合物并装入至石墨模具内,进行恒温真空热压烧结;
(5)随炉自然冷至室温后,得到石墨烯/金属铝复合材料烧结体;
(6)将石墨烯/金属铝复合材料烧结体进行热挤出或热轧,制成石墨烯/铝合金复合材料。
所述步骤(1)中,化学镀的镀液是指硝酸银、硝酸镍、硝酸金、氯化银、氯化镍、氯化金的混合液,化学镀的镀液的浓度为0.01~1mol/L。
所述步骤(2)中,金属铝粉的粒度为3~5μm。
所述步骤(3)中,石墨烯化学镀处理液与金属铝粉的混合时间为1~2h。
所述步骤(4)中,热压烧结的条件设置为:温度550~650℃、真空度1.0×10
所述步骤(4)中,热压烧结的时间为2h。
所述步骤(6)中,热挤出或热轧的温度为250~300℃。
对比例
本发明提供一种纯铝材料,所述材料以铝为基体;其中,石墨烯的添加量为0%。
上述石墨烯/铝合金复合材料的制备方法,包括如下工艺步骤:
(1)将金属铝粉装入至石墨模具内,进行恒温真空热压烧结;
(2)随炉自然冷至室温后,得到纯铝烧结体;
(3)将纯铝烧结体进行热挤出或热轧,制成纯铝材料。
所述步骤(1)中,金属铝粉的粒度为3~5μm。
所述步骤(1)中,热压烧结的条件设置为:温度550~650℃、真空度1.0×10
所述步骤(1)中,热压烧结的时间为2h。
所述步骤(3)中,热挤出或热轧的温度为250~300℃。
为了更清楚的说明本发明,将本发明实施例1~5以及对比例中所制备的石墨烯/铝合金复合材料或纯铝材料进行性能的检测对比。
1.不同石墨烯添加量在相同烧结条件下的电阻对比
如图1所示,是对本发明实施例1~5以及对比例中所制备的各种材料的电阻的坐标轴曲线对比,由图1可以看出,使用本发明的方法添加了石墨烯后,可以有效降低烧结体的电阻值,且在石墨烯含量为0.5 wt .%时,电阻值最低,且相比较于不添加石墨烯时的电阻值降低了两个数量级,之后随着石墨烯含量的增加,电阻值会继续增加,但总体上来讲要比不添加石墨烯的材料电阻值降低一个数量级。
2.不同加压方向的烧结对电阻的影响
如图2~3所示,是对本发明实施例1~5以及对比例中所制备的各种材料在不同加压方向。
其中,平行是A-A,指的是平行热压机的施力方向;垂直是B-B/C-C,指的是垂直热压机的施力方向。
结果表明,平行真空热压机加压方向A-A的电阻值,较垂直真空热压机加压方向B-B/C-C的电阻值要低约20% ,显示在真空热压的过程中,石墨烯会在铝基体内受压力影响,进行方向的自我调整,创造出异向导电特性.
3.将石墨烯替换为等碳量的CNT实验
本发明还做了将CNT(碳纳米管)代替石墨烯掺杂于铝合金复合材料中,其中,保持碳总含量不变,使CNT替代部分(或全部)石墨烯,观察其在铝合金复合材料中的表现,最终得到的结果如图5所示。
结果表明,碳纳米管取代石墨烯的过程中,电阻一直在升高,比添加纯石墨烯的电阻要高数倍至数十倍,产生此种现象可能的原因是,CNT的分散比石墨烯更困难,更容易团聚结块,反而在基体内产生许多小空洞,让电阻增加。
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
- 一种铸造石墨烯/铝合金复合材料的制备方法及铸造石墨烯/铝合金复合材料
- 一种石墨烯/铝及铝合金复合材料的制备方法