一种生产带有塑料导管瓶盖的自动化装配设备
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及测试探自动化设备技术领域,尤其是一种生产带有塑料导管瓶盖的自动化装配设备。
背景技术
目前,要加工一款产品,带有塑料导管的瓶盖,其具有两个零部件,一个是塑料导管,另一个是橡胶盖;日常加工,都是采用人工将塑料导管插接入橡胶盖中,然后通过人工检测进行检验,这样的加工方式,占用大量的人力,工作效率低而且成品率也不高,因此必须改善此种加工方式,因此,需要设计一款能够人机协作的自动化设备进行加工生产。
发明内容
一、要解决的技术问题
本发明是针对现有技术所存在的上述缺陷,特提出一种生产带有塑料导管瓶盖的自动化装配设备,解决了日常加工,都是采用人工将塑料导管插接入橡胶盖中,然后通过人工检测进行检验,这样的加工方式,占用大量的人力,工作效率低而且成品率也不高的问题。
二、技术方案
本发明的一种生产带有塑料导管瓶盖的自动化装配设备,其包括装配平台、设置在装配平台上的XY平移模组、横向支撑在装配平台上的龙门组件、设置在龙门组件上且互相对称的塑料导管分料组件以及设置在龙门组件中间位置的橡胶盖装配机构、设置在装配平台上且对橡胶盖装配机构进行供料的橡胶盖送料机构;所述塑料导管分料组件处安装设置有用于塑料导管上料用的塑料导管的上料治具;所述XY平移模组的纵向方向固定设置有模具装配总成且可沿X轴方向移动;
其中,所述塑料导管分料组件包括固定设置在龙门组件水平方向的塑料管送料底座、可在塑料管送料底座左右活动的拨料块、设置在塑料管送料底座中且与拨料块相配合的塑料导管分料盘、设置在塑料导管分料盘正上方且固定在塑料管送料底座的塑料导管用电机支撑组件、固定设置在塑料导管用电机支撑组件上的塑料导管用电机、设置在塑料管送料底座下侧的送料用镶块;
所述塑料导管用电机的输出端通过联轴器驱动所述塑料导管分料盘进行转动,所述塑料导管分料盘外侧面设置有容纳塑料导管用的若干主动导料槽,所述塑料管送料底座设置有与主动导料槽相配合的被动导料槽,所述主动导料槽与被动导料槽配合后形成一个释放塑料导管的通道,
所述送料用镶块内侧设置有与释放塑料导管的通道的相导通的下料道,所述送料用镶块内置有一组用于检测下料道中是否有塑料导管的光纤传感器;
,所述拨料块平嵌入所述塑料管送料底座的平移通道并且通过螺杆进行固定,所述螺杆穿设有复位弹簧并且一端固定在拨料块处,另一端固定在塑料管送料底座,所述复位弹簧一端抵触在拨料块,另一端抵触在塑料管送料底座处;
所述上料治具通过上料安装固定块固定在塑料管送料底座上并且其料道位于拨料块的正上方。
作为优选、所述塑料导管分料盘轴心位置处设置有转动轴,所述塑料导管用电机的输出端通过联轴器配合转动轴从而带动所述塑料导管分料盘转动作业。
作为优选、所述塑料导管用电机支撑组件处设置有用于检测转动轴转动精度和定位重现性的上银模组。
作为优选、所述XY平移模组包括互相对称的两组XY平移组件;所述XY平移组件包括固定设置在装配平台上的横向滑轨组合、可在横向滑轨组合上纵向滑动的纵向滑轨组合;所述纵向滑轨组合上固定设置有用于装配产品的模具装配总成。
作为优选、所述橡胶盖送料机构数量为两组;所述橡胶盖送料机构包括固定设置在装配平台上且与龙门组件保持平行的的橡胶盖送料支撑台、设置在橡胶盖送料支撑台上的橡胶盖送料振动盘以及橡胶盖送料支撑架、固定设置在橡胶盖送料支撑架上的橡胶盖送料用电磁直振台、固定设置在橡胶盖送料用电磁直振台的橡胶盖送料用XT轨道;所述橡胶盖送料机构通过橡胶盖送料用XT轨道将橡胶盖输送至橡胶盖装配机构的XT错料组件中。
作为优选、所述橡胶盖装配机构包括固定设置在龙门组件水平位置的橡胶盖装配组件、固定设置在龙门组件侧面且位于橡胶盖装配组件下方的XT错料组件;
所述橡胶盖装配组件通过真空吸管将橡胶盖送料用XT轨道输送过来的两个橡胶盖真空吸住固定,通过XT错料组件移动配合,最后将两个橡胶盖输送至模具装配总成中进行装配;
所述橡胶盖装配组件包括固定在龙门组件水平位置的橡胶盖装配固定架、固定设置在橡胶盖装配固定架正面的橡胶盖装配用垂直固定板、垂直固定设置在橡胶盖装配用垂直固定板上的橡胶盖装配用电机、配合设置在橡胶盖装配用垂直固定板上的橡胶盖装配用滑轨及滑块组合一、固定设置在滑轨及滑块组合一的滑动板、分别固定设置在滑动板上下的辅助安装架和真空吸管固定块、穿设入吸管固定块的一组真空吸管;所述橡胶盖装配用电机的转动轴穿过辅助安装架且与真空吸管固定块配合固定;
所述XT错料组件包括龙门组件侧面的XT横板、横向固定设置在XT横板上的滑轨及滑块组合二和分料固定板、配合设置在滑轨及滑块组合二上的主动分料块、固定设置在XT横板上的固定分料块、垂直设置在XT横板上且与主动分料块左侧的分料限位板、垂直设置在XT横板上且与主动分料块右侧的分料电机固定板、固定设置在分料电机固定板上的分料用电机;所述分料用电机的转动轴穿过分料电机固定板与主动分料块配合连接;
所述主动分料块上设置有两个主动分料用橡胶盖料道,所述主动分料块中设置有用于检测两个主动分料用橡胶盖料道是否有料的光纤感应器;
所述分料固定板上设置有与两个主动分料用橡胶盖料道相配合的两个分料固定用橡胶盖通道;
其中,所述主动分料用橡胶盖料道和分料固定用橡胶盖通道在错位设计,通过分料用电机驱动主动分料块至主动分料用橡胶盖料道和分料固定用橡胶盖通道重合即可下料;
所述固定分料块上设置有与主动分料用橡胶盖料道相配合的固定分料料道;
作为优选、所述橡胶盖装配用电机的转动轴与辅助安装架配合处设置有法兰盘。
作为优选、所述模具装配总成包括固定设置在纵向滑轨组合上的模具装配固定板、配合设置在模具装配固定板上的升降组件、设置在升降组件上的硅胶底座一组件、设置在硅胶底座一组件上的硅胶底座二组件、自上而下贯穿入硅胶底座二组件、硅胶底座一组件并且固定在升降组件的若干定位轴、固定在若干定位轴上的装配板;
所述升降组件包括通过轴套配合设置在若干定位轴上的升降板、固定设置在升降板上的一级升降电机,所述一级升降电机的输出端抵持在硅胶底座一组件底部并且用于抬升硅胶底座一组件;
所述硅胶底座一组件包括硅胶底座一、垂直设置在硅胶底座一上的若干顶针,
所述硅胶底座二组件包括硅胶底座二、垂直设置在硅胶底座二且贯穿其自身的若干顶管,
所述硅胶底座一组件通过若干顶针穿过若干顶管,其中,所述若干顶针延伸至所述若干顶管外部且可抵持塑料导管,
所述装配板开设有若干与若干导管相配合的若干成品装配通道。
作为优选、还包括上银极限开关组件;所述上银极限开关组件固定设置在升降组件、硅胶底座一组件和硅胶底座二组件的侧面且用于限制升降组件的最高位置。
作为优选、还包括包围装配平台的机架。
三、有益效果
本发明一种生产带有塑料导管瓶盖的自动化装配设备,集成化程度高,采用人工上料自动化装配的方式加工成,大大提高了工作效率,同时也提高了良品率。
附图说明
图1为本发明一种生产带有塑料导管瓶盖的自动化装配设备的立体结构示意图;
图2为本发明一种生产带有塑料导管瓶盖的自动化装配设备的隐藏机架的立体结构示意图;
图3为本发明一种生产带有塑料导管瓶盖的自动化装配设备的橡胶盖送料机构的立体结构示意图;
图4为本发明一种生产带有塑料导管瓶盖的自动化装配设备的塑料导管分料组件的立体结构示意图;
图5为图4中的塑料导管分料盘的立体结构示意图;
图6为图4中塑料管送料底座和塑料导管分料盘配合的俯视结构示意图;
图7为图6的A-A方向的剖视结构示意图;
图8为图6中的局部放大机构示意图;
图9为本发明一种生产带有塑料导管瓶盖的自动化装配设备的橡胶盖装配组件和XT错料组件配合的立体结构示意图;
图10为本发明一种生产带有塑料导管瓶盖的自动化装配设备的橡胶盖装配组件的立体结构示意图;
图11为本发明一种生产带有塑料导管瓶盖的自动化装配设备的主视结构示意图;
图12为本发明一种生产带有塑料导管瓶盖的自动化装配设备的XT错料组件的立体结构示意图;
图13为图12中的主动分料块的立体结构示意图;
图14为图12中的分料固定板的立体结构示意图;
图15为装配平台、龙门组件和XY平移组件配合在一起的立体结构示意图;
图16为模具装配总成的立体结构示意图;
图17为硅胶底座一和若干顶针配合的立体结构示意图;
图18为硅胶底座二和若干顶管配合的立体结构示意图;
图19为装配板的立体结构示意图。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
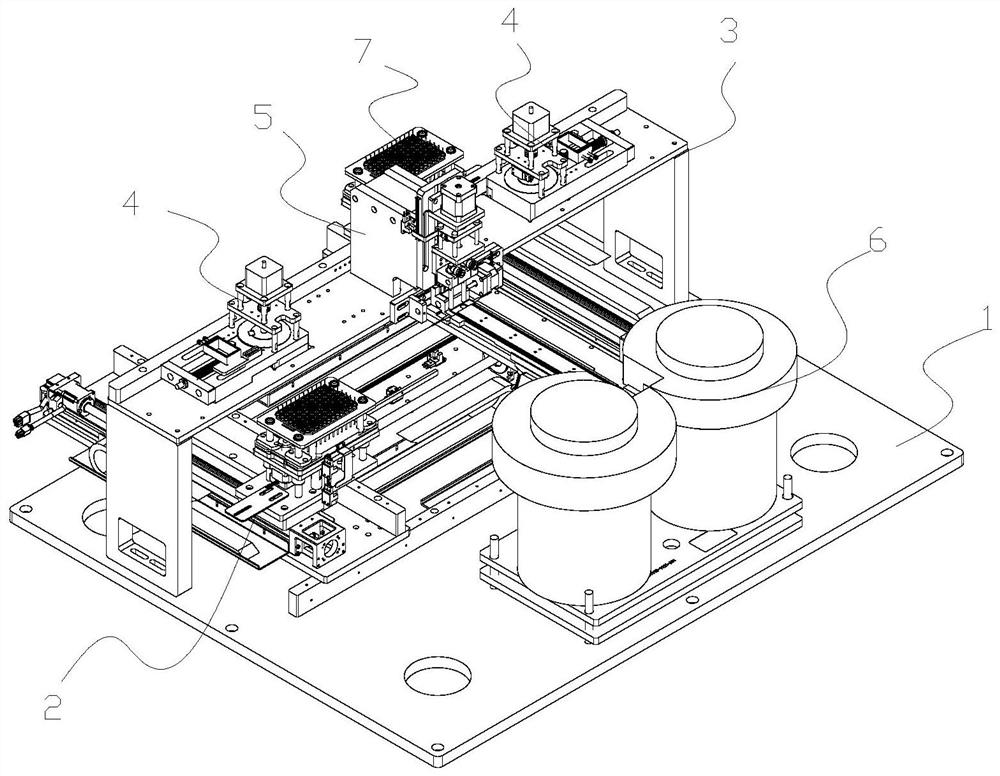
参照图1和图2,图1为本发明一种生产带有塑料导管瓶盖的自动化装配设备的立体结构示意图;图2为本发明一种生产带有塑料导管瓶盖的自动化装配设备的隐藏机架的立体结构示意图;本发明的一种生产带有塑料导管瓶盖的自动化装配设备,其包括装配平台1、包围设置在装配平台1外部的机架10,设置在装配平台1上的XY平移模组2、横向支撑在装配平台1上的龙门组件3、设置在龙门组件3上且互相对称的塑料导管分料组件4以及设置在龙门组件3中间位置的橡胶盖装配机构5、设置在装配平台1上且对橡胶盖装配机构5进行供料的橡胶盖送料机构6,所述塑料导管分料组件4处安装设置有用于塑料导管上料用的塑料导管的上料治具41;所述XY平移模组2的纵向方向固定设置有模具装配总成7且可沿X轴方向移动;具体的,上述的模具装配总成7数量可以为两个,一个为空置的模具装配总成7,另一个是加工完成的模具装配总成7,特别是,空置的模具装配总成7可以通过XY平移模组2从机架10左侧位置送进去,等里面安装完成后通过XY平移模组2将带有成品的模具装配总成7从机架10送进去的右侧位置送出来,如此人工协助,大大的提高了工作效率,具有很好的延续性。
参照图4、图5、图6、图7和图8,图4为本发明一种生产带有塑料导管瓶盖的自动化装配设备的塑料导管分料组件的立体结构示意图;
图5为图4中的塑料导管分料盘的立体结构示意图;图6为图4中塑料管送料底座和塑料导管分料盘配合的俯视结构示意图;图7为图6的A-A方向的剖视结构示意图;图8为图6中的局部放大机构示意图;本发明的一种生产带有塑料导管瓶盖的自动化装配设备,所述塑料导管分料组件4包括固定设置在龙门组件3水平方向的塑料管送料底座42、可在塑料管送料底座42左右活动的拨料块43、设置在塑料管送料底座42中且与拨料块43相配合的塑料导管分料盘44、设置在塑料导管分料盘44正上方且固定在塑料管送料底座42的塑料导管用电机支撑组件45、固定设置在塑料导管用电机支撑组件45上的塑料导管用电机46、设置在塑料管送料底座42下侧的送料用镶块48;所述塑料导管用电机46的输出端通过联轴器47驱动所述塑料导管分料盘44进行转动,所述塑料导管分料盘44外侧面设置有容纳塑料导管用的若干主动导料槽441,所述塑料管送料底座42设置有与主动导料槽441相配合的被动导料槽421,所述主动导料槽441与被动导料槽421配合后形成一个释放塑料导管的通道,所述送料用镶块48内侧设置有与释放塑料导管的通道的相导通的下料道481,所述送料用镶块48内置有一组用于检测下料道481中是否有塑料导管的光纤传感器482;所述拨料块43平嵌入所述塑料管送料底座42的平移通道421并且通过螺杆431进行固定,所述螺杆431穿设有复位弹簧432并且一端固定在拨料块43处,另一端固定在塑料管送料底座42,所述复位弹簧432一端抵触在拨料块43,另一端抵触在塑料管送料底座42处;所述上料治具41通过上料安装固定块411固定在塑料管送料底座42上并且其料道410位于拨料块43的正上方,所述塑料导管分料盘44轴心位置处设置有转动轴442,所述塑料导管用电机46的输出端通过联轴器47配合转动轴442从而带动所述塑料导管分料盘44转动作业;所述塑料导管用电机支撑组件45处设置有用于检测转动轴442转动精度和定位重现性的上银模组49;具体的是,采用塑料导管用电机46控制塑料导管分料盘44实现塑料导管的输送以及下料作用,安全快捷,操作方便,只需人工将上料治具41加满塑料导管即可,十分方便。
参照图15,图15为装配平台、龙门组件和XY平移组件配合在一起的立体结构示意图;上述的XY平移模组2包括互相对称的两组XY平移组件20;所述XY平移组件20包括固定设置在装配平台1上的横向滑轨组合201、可在横向滑轨组合201上纵向滑动的纵向滑轨组合202;所述纵向滑轨组合202上固定设置有用于装配产品的模具装配总成7,具体的模具装配总成7可以通过XY平移组件20完成进去安装以及出来出料的工作,两者互不干涩,具有很好的实用性,同时也是提高了工作效率。
参照图3,图3为本发明一种生产带有塑料导管瓶盖的自动化装配设备的橡胶盖送料机构的立体结构示意图;上述的橡胶盖送料机构6数量为两组;所述橡胶盖送料机构6包括固定设置在装配平台1上且与龙门组件3保持平行的的橡胶盖送料支撑台60、设置在橡胶盖送料支撑台60上的橡胶盖送料振动盘61以及橡胶盖送料支撑架62、固定设置在橡胶盖送料支撑架62上的橡胶盖送料用电磁直振台63、固定设置在橡胶盖送料用电磁直振台63的橡胶盖送料用XT轨道64;所述橡胶盖送料机构6通过橡胶盖送料用XT轨道64将橡胶盖输送至橡胶盖装配机构5的XT错料组件52中,具体的,上述的橡胶盖送料用XT轨道64可以将两个橡胶盖送料振动盘61出来的橡胶盖输送到橡胶盖装配机构5的XT错料组件52,完成两个橡胶盖的送料工作作业,具有很好的实用性,同时,工作效率大大提高。
参照图9、图10、图11、图12、图13和图14,图9为本发明一种生产带有塑料导管瓶盖的自动化装配设备的橡胶盖装配组件和XT错料组件配合的立体结构示意图;图10为本发明一种生产带有塑料导管瓶盖的自动化装配设备的橡胶盖装配组件的立体结构示意图;图11为本发明一种生产带有塑料导管瓶盖的自动化装配设备的主视结构示意图;图12为本发明一种生产带有塑料导管瓶盖的自动化装配设备的XT错料组件的立体结构示意图;图13为图12中的主动分料块的立体结构示意图;图14为图12中的分料固定板的立体结构示意图;上述的橡胶盖装配机构5包括固定设置在龙门组件3水平位置的橡胶盖装配组件51、固定设置在龙门组件3侧面且位于橡胶盖装配组件51下方的XT错料组件52;所述橡胶盖装配组件51通过真空吸管517将橡胶盖送料用XT轨道64输送过来的两个橡胶盖真空吸住固定,通过XT错料组件52移动配合,最后将两个橡胶盖输送至模具装配总成7中进行装配;所述橡胶盖装配组件51包括固定在龙门组件3水平位置的橡胶盖装配固定架511、固定设置在橡胶盖装配固定架511正面的橡胶盖装配用垂直固定板512、垂直固定设置在橡胶盖装配用垂直固定板512上的橡胶盖装配用电机513、配合设置在橡胶盖装配用垂直固定板512上的橡胶盖装配用滑轨及滑块组合一514、固定设置在滑轨及滑块组合一514的滑动板519、分别固定设置在滑动板519上下的辅助安装架515和真空吸管固定块516、穿设入吸管固定块516的一组真空吸管517;所述橡胶盖装配用电机513的转动轴穿过辅助安装架515且与真空吸管固定块516配合固定;所述XT错料组件52包括龙门组件3侧面的XT横板521、横向固定设置在XT横板521上的滑轨及滑块组合二522和分料固定板523、配合设置在滑轨及滑块组合二522上的主动分料块524、固定设置在XT横板521上的固定分料块525、垂直设置在XT横板521上且与主动分料块524左侧的分料限位板528、垂直设置在XT横板521上且与主动分料块524右侧的分料电机固定板526、固定设置在分料电机固定板526上的分料用电机527;所述分料用电机527的转动轴穿过分料电机固定板526与主动分料块524配合连接;所述主动分料块524上设置有两个主动分料用橡胶盖料道5241,所述主动分料块524中设置有用于检测两个主动分料用橡胶盖料道5241是否有料的光纤感应器;所述分料固定板523上设置有与两个主动分料用橡胶盖料道5241相配合的两个分料固定用橡胶盖通道5231;其中,所述主动分料用橡胶盖料道5241和分料固定用橡胶盖通道5231在错位设计,通过分料用电机527驱动主动分料块524至主动分料用橡胶盖料道5241和分料固定用橡胶盖通道5231重合即可下料;所述固定分料块525上设置有与主动分料用橡胶盖料道5241相配合的固定分料料道5251;作为优选、所述橡胶盖装配用电机513的转动轴与辅助安装架515配合处设置有法兰盘518。
参照图16、图17、图18、图19,图16为模具装配总成的立体结构示意图;图17为硅胶底座一和若干顶针配合的立体结构示意图;图18为硅胶底座二和若干顶管配合的立体结构示意图;图19为装配板的立体结构示意图,所述模具装配总成7包括固定设置在纵向滑轨组合202上的模具装配固定板70、配合设置在模具装配固定板70上的升降组件71、设置在升降组件71上的硅胶底座一组件72、设置在硅胶底座一组件72上的硅胶底座二组件73、自上而下贯穿入硅胶底座二组件73、硅胶底座一组件72并且固定在升降组件71的若干定位轴74、固定在若干定位轴74上的装配板75;述升降组件71包括通过轴套配合设置在若干定位轴74上的升降板711、固定设置在升降板711上的一级升降电机712,所述一级升降电机712的输出端抵持在硅胶底座一组件72底部并且用于抬升硅胶底座一组件72;所述硅胶底座一组件72包括硅胶底座一721、垂直设置在硅胶底座一721上的若干顶针722,所述硅胶底座二组件73包括硅胶底座二731、垂直设置在硅胶底座二731且贯穿其自身的若干顶管732,所述硅胶底座一组件72通过若干顶针722穿过若干顶管732,其中,所述若干顶针722延伸至所述若干顶管732外部且可抵持塑料导管,所述装配板75开设有若干与若干导管732相配合的若干成品装配通道751;还包括上银极限开关组件76;所述上银极限开关组件76固定设置在升降组件71、硅胶底座一组件72和硅胶底座二组件73的侧面且用于限制升降组件71的最高位置。
工作原理,一个模具装配总成7固定在一个XY平移组件20中,另一个模具装配总成7固定设置在另一个个XY平移组件20中,其中,一个模具装配总成7为空载的,另一个模具装配总成7为装满产品的,空载的模具装配总成7通过XY平移组件20移动进去进行塑料导管的装配,塑料导管分料组件4将塑料导管放置到模具装配总成7中,随后,橡胶盖送料机构6将橡胶盖送至橡胶盖装配机构5中装配到安放塑料导管的模具装配总成7中完成安装,最后随着XY平移组件20输出到机架10右边的出口处进行人工下料。
以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种生产带有塑料导管瓶盖的自动化装配设备
- 一种润滑油瓶盖自动化装配生产线