一种液压泵齿轮同轴度工装
文献发布时间:2023-06-19 11:52:33
技术领域
本发明属于液压泵齿轮同轴度检测技术领域,具体为一种液压泵齿轮同轴度工装。
背景技术
为保证液压泵齿轮轴孔与液压泵齿轮箱板上液压泵安装孔装机时同轴度合格,避免发动机到整车厂装车时液压泵装上车后不同轴,从而造成工作时齿轮室异响或液压泵烧轴等故障,需要进行同轴度进行检测;
当齿轮轴孔与齿轮箱板上液压泵安装孔距离较大时,两个轴孔的同轴度被进行检测,此外,检测所用的设备结构繁琐,导致检测过程极为不便且成本较高的问题。
发明内容
本发明的目的在于提供一种液压泵齿轮同轴度工装,以解决上述背景技术中提出的问题。
本发明采用的技术方案如下:
一种液压泵齿轮同轴度工装,包括
定位盘,所述定位盘呈圆盘状;
手柄,所述手柄设置于定位盘的一侧;
定位杆,所述定位杆设置于定位盘的另一侧;
齿轮,所述齿轮的内部开设有第一轴孔,所述定位杆贯穿第一轴孔;
齿轮箱板,所述齿轮箱板的内部开设有第二轴孔,所述定位盘贯穿第二轴孔。
优选的,所述手柄的外壁开设有滚花。
优选的,所述手柄、定位盘和定位杆焊接固定。
优选的,所述定位盘的顶部和底部均开设有螺孔,所述手柄的底端和定位杆的顶端均固定有螺柱,所述螺柱与螺孔通过螺纹旋合连接。
优选的,所述定位盘套设于定位杆的外部,所述手柄通过螺纹连接于定位杆的顶部。
优选的,所述定位杆的外壁沿其竖直方向上开设有限位槽,所述定位盘的内部固定有限位块,所述限位块位于限位槽的内部。
优选的,所述限位块的截面形状与限位槽的截面形状相一致。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
使用时,将定位杆穿过齿轮,并使定位盘向齿轮箱板的方向移动,接着观察定位盘进入齿轮箱板的难易程度,即可判断齿轮轴孔与齿轮箱板轴孔同轴度是否合格;
由于定位盘可沿定位杆进行滑动,进而在齿轮轴孔与齿轮箱板轴孔之间的距离较大或较小时,仍可判断齿轮轴孔与齿轮箱板轴孔的同轴度;
此外,工装结构简单,拆装方便,使用方式和检测判断同轴度的方式较为便捷,因此,该工装能够在高效进行检测作业的同时也可降低检测作业的成本。
附图说明
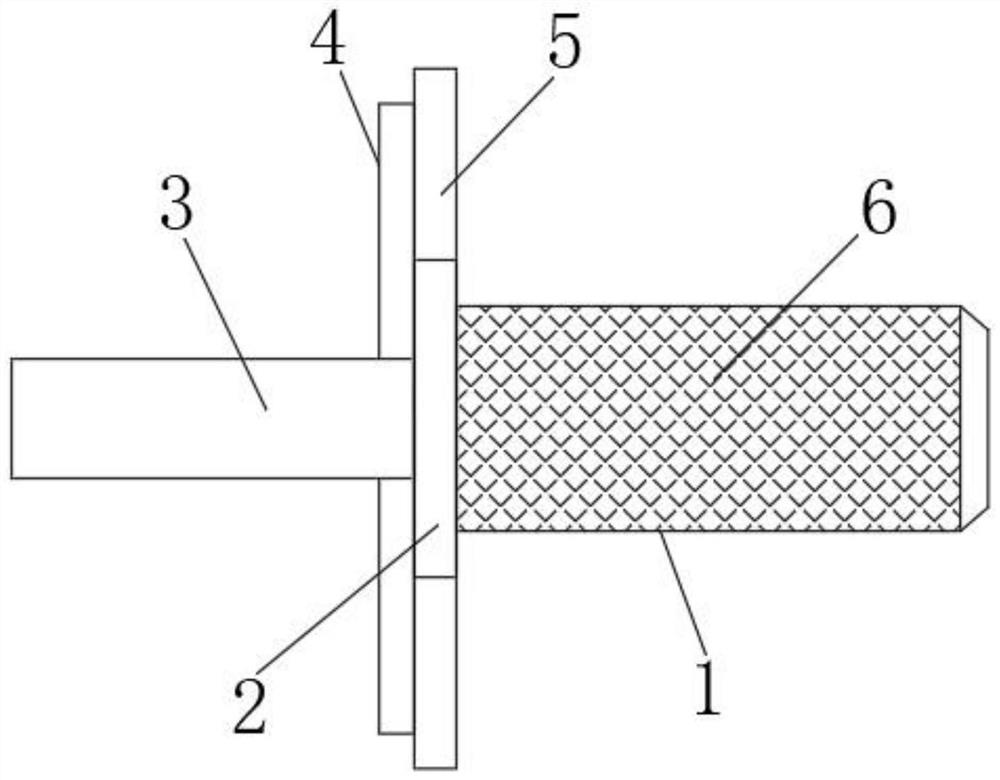
图1为本发明的外观图;
图2为本发明实施例一的定位杆的外观图;
图3为本发明实施例二的定位杆的剖视图;
图4为本发明实施例三的定位杆的结构示意图;
图中:1、手柄;2、定位盘;3、定位杆;4、齿轮;5、齿轮箱板;6、滚花;7、螺孔;8、螺柱;9、限位槽;10、限位块。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
实施例一
参照图1-2,一种液压泵齿轮同轴度工装,包括
定位盘2,定位盘2呈圆盘状;
手柄1,手柄1设置于定位盘2的一侧;
定位杆3,定位杆3设置于定位盘2的另一侧;
齿轮4,齿轮4的内部开设有第一轴孔,定位杆3贯穿第一轴孔;
齿轮箱板5,齿轮箱板5的内部开设有第二轴孔,定位盘2贯穿第二轴孔。
手柄1的外壁开设有滚花6。
手柄1、定位盘2和定位杆3焊接固定。
通过上述技术方案:
使用时,将定位杆3穿过齿轮4,并使定位盘2向齿轮箱板5的方向移动,接着观察定位盘2进入齿轮箱板5的难易程度,若定位盘2无卡滞、顺利进入,则说明齿轮4和齿轮箱板5之间的轴孔同轴度合格,反之,定位盘2卡滞、难以进入,则说明齿轮4和齿轮箱板5之间的轴孔同轴度不合格。
实施例二
参照图1和图3,一种液压泵齿轮同轴度工装,包括
定位盘2,定位盘2呈圆盘状;
手柄1,手柄1设置于定位盘2的一侧;
定位杆3,定位杆3设置于定位盘2的另一侧;
齿轮4,齿轮4的内部开设有第一轴孔,定位杆3贯穿第一轴孔;
齿轮箱板5,齿轮箱板5的内部开设有第二轴孔,定位盘2贯穿第二轴孔。
手柄1的外壁开设有滚花6。
定位盘2的顶部和底部均开设有螺孔7,手柄1的底端和定位杆3的顶端均固定有螺柱8,螺柱8与螺孔7通过螺纹旋合连接。
通过上述技术方案:
使用时,将定位杆3穿过齿轮4,并使定位盘2向齿轮箱板5的方向移动,接着观察定位盘2进入齿轮箱板5的难易程度,若定位盘2无卡滞、顺利进入,则说明齿轮4和齿轮箱板5之间的轴孔同轴度合格,反之,定位盘2卡滞、难以进入,则说明齿轮4和齿轮箱板5之间的轴孔同轴度不合格;
通过螺柱8、螺孔7可快速将定位杆3、手柄1与定位盘2进行拆装,进而提高工装拆装、存储时的便捷度。
实施例三
参照图1和图4,一种液压泵齿轮同轴度工装,包括
定位盘2,定位盘2呈圆盘状;
手柄1,手柄1设置于定位盘2的一侧;
定位杆3,定位杆3设置于定位盘2的另一侧;
齿轮4,齿轮4的内部开设有第一轴孔,定位杆3贯穿第一轴孔;
齿轮箱板5,齿轮箱板5的内部开设有第二轴孔,定位盘2贯穿第二轴孔。
手柄1的外壁开设有滚花6。
手柄1、定位盘2和定位杆3焊接固定。
定位盘2套设于定位杆3的外部,手柄1通过螺纹连接于定位杆3的顶部。
定位杆3的外壁沿其竖直方向上开设有限位槽9,定位盘2的内部固定有限位块10,限位块10位于限位槽9的内部。
限位块10的截面形状与限位槽9的截面形状相一致。
通过上述技术方案:
使用时,当齿轮4的轴孔与齿轮箱板5的轴孔距离较大或较小时,首先将定位杆3穿过齿轮4,接着将定位盘2沿着定位杆3向齿轮箱板5的方向推动,即可时定位盘2与齿轮箱板5的轴孔接触,进而判断齿轮4轴孔与齿轮箱板5轴孔的同轴度;
判断同轴度时,可观察定位盘2进入齿轮箱板5的难易程度,若定位盘2无卡滞、顺利进入,则说明齿轮4和齿轮箱板5之间的轴孔同轴度合格,反之,定位盘2卡滞、难以进入,则说明齿轮4和齿轮箱板5之间的轴孔同轴度不合格;
利用限位块10和限位槽9可进一步增加定位盘2上下移动时的稳定性;
由于手柄1是通过螺纹的方式与定位杆3连接,因此,可快速将工装整体进行拆装,以便对工装进行维护。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种液压泵齿轮同轴度工装
- 一种齿轮室液压泵齿轮轴承压装限位专用工装