一种家具全自动高效精准配对加工设备及工艺
文献发布时间:2023-06-19 11:54:11
技术领域
本发明属于家具加工技术领域,具体涉及一种家具全自动高效精准配对加工设备及工艺。
背景技术
家具是由材料、结构、外观形式和功能四种因素组成,其中功能是先导,是推动家具发展的动力;结构是主干,是实现功能的基础。这四种因素互相联系,又互相制约。由于家具是为了满足人们一定的物质需求和使用目的而设计与制作的,因此家具还具有材料和外观形式方面的因素。
目前我司的油漆家具批量生产中工艺流程为:贴纸----开料----封边----钻孔----油漆----包装。
现有技术虽然可以对工件进行灵活加工,但存在如下问题:
1、封边、钻孔人工转序过程中有一定划伤、损伤的可能性;
2、工序转换多,效率、产能无法提升;
3、工件单个加工,增加了批量工件不完全配套的可能性。
发明内容
发明目的:本发明目的在于针对现有技术的不足,提供一种加工精度高的家具全自动高效精准配对加工设备及工艺。
技术方案:本发明所述的一种家具全自动高效精准配对加工设备,包括机架、传送系统,四端封边系统、排钻系统、锯切系统和单边封系统,所述四端封边系统、传送系统、排钻系统、锯切系统和单边封系统固定于所述机架上,所述机架上设有进料口和出料口,所述进料口下游为四端封边系统、所述四端封边系统下游为排钻系统,所述排钻系统下游为锯切系统,所述锯切系统下游为单边封系统,所述单边封系统下游为出料口;
所述四端封边系统包括第一双端封边系统和第二双边封边系统,所述第一双端封边系统和第二双边封边系统之间设有第一传送转盘;
所述锯切系统和单边封系统之间并列设置第二传送转盘和第三传送转盘;
所述传送系统,四端封边系统、排钻系统、锯切系统和单边封系统由智能控制系统控制运行。
进一步地,所述排钻系统包括一对对称设置的十二排钻,所述十二排钻由四排上垂直钻、六排下垂直钻以及左右水平钻组成。
进一步地,为保证对物料的精准加工,所述第一传送转盘上设有第一位置感应器,所述第二传送转盘上设有第二位置感应器,所述第三传送转盘上设有第三位置感应器,所述第一位置感应器、第二位置感应器和第三位置感应器均对对应的传送转盘转动180°时进行警报提醒。
本发明还提供了采用上述设备进行全自动高效精准配对加工工艺,包括如下步骤:
(1)整料通过传送系统由进料口送入四端封边系统,第一双端封边系统对其中两个端面进行封边处理,然后通过第一传送转盘将整料转动180°后送入第二双边封边系统,对另外两条边进行封边处理;完成整料的四端封边;封边结束后由传送系统继续传送;
(2)整料传送至排钻系统,对整料进行严格对称的钻孔加工;
(3)钻孔后将整料送入锯切系统切割为对称的两块散料;
(4)两块散料分别由传送系统分别传送到对应的第二传送转盘和第三传送转盘,并且每块散料通过对应的第二传送转盘和第三传送转盘分别旋转180°后送入单边封系统,对锯切形成的新边进行封边处理。
有益效果:(1)本设备可以实现工件加工过程中减少转序,减少人工,提高效率,提高产能;(2)本设备配套的工艺实现了自动化,较人工转序中带来划伤、损伤可能性降低;(3)配对加工相对于单个加工提高了批量工件的产品一致性。
附图说明
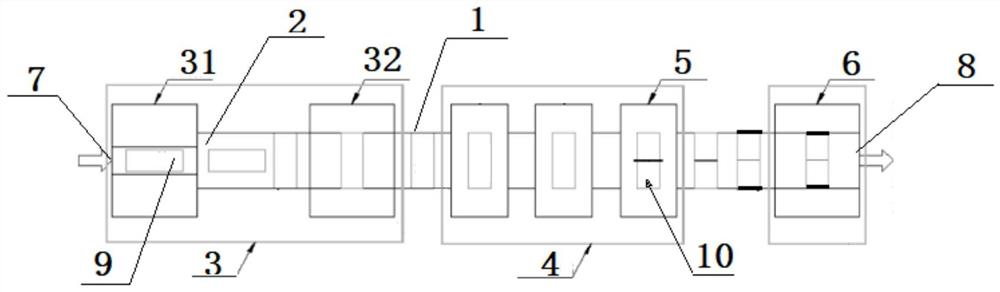
图1为本发明设备的整体结构示意图;
其中:1、机架,2、传送系统,3、四端封边系统,31、第一双端封边系统,32、第二双边封边系统,4、排钻系统5、锯切系统,6、单边封系统,7、进料口,8、出料口,9、整料,10、散料。
具体实施方式
下面通过附图对本发明技术方案进行详细说明,但是本发明的保护范围不局限于所述实施例。
实施例1:一种家具全自动高效精准配对加工设备,包括机架1、传送系统2,四端封边系统3、排钻系统4、锯切系统5和单边封系统6,所述四端封边系统3、传送系统2、排钻系统4、锯切系统5和单边封系统6固定于所述机架1上,所述机架1上设有进料口7和出料口8,所述进料口7下游为四端封边系统3、所述四端封边系统3下游为排钻系统4,所述排钻系统4下游为锯切系统5,所述锯切系统5下游为单边封系统6,所述单边封系统6下游为出料口8;
所述四端封边系统3包括第一双端封边系统31和第二双边封边系统32,所述第一双端封边系统31和第二双边封边系统32之间设有第一传送转盘;所述锯切系统5和单边封系统6之间并列设置第二传送转盘和第三传送转盘;所述第一传送转盘上设有第一位置感应器,所述第二传送转盘上设有第二位置感应器,所述第三传送转盘上设有第三位置感应器,所述第一位置感应器、第二位置感应器和第三位置感应器均对对应的传送转盘转动180°时进行警报提醒。
所述传送系统,四端封边系统、排钻系统、锯切系统和单边封系统由智能控制系统控制运行。
所述排钻系统包括一对对称设置的十二排钻,所述十二排钻由四排上垂直钻、六排下垂直钻以及左右水平钻组成。
采用上述设备进行全自动高效精准配对加工工艺,包括如下步骤:
(1)整料9通过传送系统由进料口送入四端封边系统,第一双端封边系统对其中两个端面进行封边处理,然后通过第一传送转盘将整料转动180°后送入第二双边封边系统,对另外两条边进行封边处理;完成整料的四端封边;封边结束后由传送系统继续传送;
(2)整料9传送至排钻系统,对整料9进行严格对称的钻孔加工;
(3)钻孔后将整料9送入锯切系统切割为对称的两块散料10;
(4)两块散料10分别由传送系统分别传送到对应的第二传送转盘和第三传送转盘,并且每块散料通过对应的第二传送转盘和第三传送转盘分别旋转180°后送入单边封系统,对锯切形成的新边进行封边处理。
通过本发明设备和工艺,先对整块物料进行封边加工,然后精准对称钻孔,然后再切割成完全一样的两个小物料,并对小物料再分别封边加工,实现了物料的钻孔结构一致性,提高了家具组装是的精度和美观程度。
如上所述,尽管参照特定的优选实施例已经表示和表述了本发明,但其不得解释为对本发明自身的限制。在不脱离所附权利要求定义的本发明的精神和范围前提下,可对其在形式上和细节上作出各种变化。
- 一种家具全自动高效精准配对加工设备及工艺
- 一种家具全自动高效精准配对加工设备