发泡密封材以及发泡密封材的制造方法
文献发布时间:2023-06-19 11:55:48
技术领域
本公开涉及一种发泡密封材以及发泡密封材的制造方法。
背景技术
由聚氨酯、橡胶、聚烯烃等构成的长条状的柔性连续气泡构造发泡体(以下简称为柔性连泡体),因为能够以低应力压缩,复原性也良好,所以在发泡密封材等中使用。但是,若将该柔性连泡体与非发泡体进行比较,则拉伸强度弱,表面强度也弱,因此在加工时或施工时,存在被划伤并破损的情况。另外,在反复压紧的用途方面,存在开裂、磨损或破损等缺点。而且,在室外施工的情况下,需要避免与阳光、雨、雪等接触。
尤其是,在将柔性连泡体作为发泡密封材夹在两面间以防水或密封的目的使用的情况下,因为是连续气泡构造,所以具有易于以低应力压缩的优点,但与独立气泡构造的发泡密封材相比,容易含有水,因此隔水性未获得提高,而且具有密封性(气密性和耐透湿性等)变差的趋势。
而且,作为设置在外壁接缝上和冰箱的盖上的发泡密封材,使用柔性连泡体具有以下缺点:坯料自身的外观变差,所以外观设计性差,而且耐候性、耐久性也变差。
并且,为了对这些缺点进行改进,公开了如下技术。
例如,在专利文献1中,公开了一种带表皮的塑料发泡体的制造方法,在该方法中,在连泡体的表面浸渍涂覆氯乙烯塑料溶胶之后,加热来形成膜。但是,在该制造方法中,氯乙烯塑料溶胶因为具有高粘度,所以可操作性差,需要在高温下长时间加热,生产率恶化。而且膜厚为0.4mm左右。
另外,在专利文献2中公开了一种密封材,使长条的发泡体一边与被加热的盖子接触一边使其通过,使发泡体的表面熔融来形成被膜。但是,该密封材的组份被限定为酯类聚氨酯发泡体等。另外,熔融被膜的隔水性因为树脂氧化劣化而下降。
另外,在专利文献3~4中公开了一种层叠体的制造方法,在剥离纸上涂覆非发泡的聚氨酯原液,在固化中途载置发泡体基材来进行制造。但是,在该制造方法中,因为难以在多个面上附着被膜,所以耐候性、外观设计性方面存在问题。
专利文献1:日本特开昭53-16081号公报
专利文献2:日本特开2006-97790号公报
专利文献3:日本特开2003-225913号公报
专利文献4:日本特开2008-138110号公报
发明内容
发明要解决的问题
这样,现状是以往难以获得利用柔性连泡体的良好的柔软性和复原性且具有足够的隔水性、气密性、耐候性、机械强度等特性的发泡密封材。
此外,关于涂覆柔性连泡体的表面的方法,发明人等经过研究,得出了以下结论:因为在涂料中含有有机溶剂,所以在将涂料喷涂在柔性连泡体上的瞬间膨润,柔性连泡体吸收液体而不形成被膜,即使进行干燥也很难被干燥,形状也收缩,无法成为产品。
另一方面,若是水性涂料,则难以被柔性连泡体吸收,因此看起来可以形成被膜,但是在干燥时收缩,无法形成平滑的被膜,而且本来水性涂料具有亲水性,因此即使形成了被膜,也完全无法发挥隔水性。
因此,本公开的课题是提供一种发泡密封材及其制造方法,该发泡密封材充分利用柔性连泡体的良好的柔软性和复原性且具有足够的隔水性、气密性、耐候性、机械强度等特性。
用于解决问题的手段
上述课题通过以下手段解决。
<1>
一种发泡密封材,具有:长条状的柔性连续气泡构造发泡体;以及挤出覆盖层,在所述柔性连续气泡构造发泡体的侧面的至少一部分挤出覆盖软质热塑性树脂或者热固性弹性体而成。
<2>
根据<1>所述的发泡密封材,所述挤出覆盖层被挤出覆盖在液体气体接触面的至少一面的全部范围,所述液体气体接触面是所述柔性连续气泡构造发泡体上的不与被密封材接触的非接触面。
<3>
根据<1>或<2>所述的发泡密封材,在所述柔性连续气泡构造发泡体的内部以及侧面的至少一者具有防伸长构件,所述防伸长构件从所述柔性连续气泡构造发泡体的长度方向上的一端朝向另一端延伸设置,防止所述柔性连续气泡构造发泡体在长度方向上的伸长。
<4>
根据<3>所述的发泡密封材,所述防伸长构件是线材、片材或者所述柔性连续气泡构造发泡体的自身的表层。
<5>
根据<1>至<4>中任一项所述的发泡密封材,所述柔性连续气泡构造发泡体是疏水性的发泡体。
<6>
根据<1>至<5>中任一项所述的发泡密封材,所述柔性连续气泡构造发泡体是聚氨酯发泡体。
<7>
根据权利要求<1>至<6>中任一项所述的发泡密封材,所述软质热塑性树脂是A硬度为0~85的热塑性弹性体,所述热固性弹性体是A硬度为0~85的热固性弹性体。
<8>
根据<7>所述的发泡密封材,所述热塑性弹性体是从氯乙烯类热塑性弹性体、烯烃类热塑性弹性体、苯乙烯类热塑性弹性体、氨基甲酸酯类热塑性弹性体以及丙烯酸类热塑类弹性体中选择的至少一种。
<9>
根据<1>至<8>中任一项所述的发泡密封材,所述热固性弹性体是室温固化型的热固性弹性体。
<10>
一种发泡密封材的制造方法,所述发泡密封材为<1>至<9>中任一项所述的发泡密封材,所述制造方法具有挤出覆盖工序,所述挤出覆盖工序是,将软质热塑性树脂或者热固性弹性体挤出覆盖在柔性连续气泡构造发泡体的侧面的至少一部分,形成挤出覆盖层。
<11>
根据<10>所述的发泡密封材的制造方法,在所述挤出覆盖工序中,在液体气体接触面的至少一面的全部范围挤出覆盖所述挤出覆盖层,所述液体气体接触面是所述柔性连续气泡构造发泡体上的不与被密封材接触的非接触面。
<12>
根据<10>或<11>所述的发泡密封材的制造方法,在所述挤出覆盖工序中,在具有所述防伸长构件的状态的所述柔性连续气泡构造发泡体的侧面的至少一部分挤出覆盖软质热塑性树脂或者热固性弹性体,形成挤出覆盖层。
发明效果
根据本公开,能够提供一种发泡密封材及其制造方法,该发泡密封材充分利用柔性连泡体的良好的柔软性和复原性且具有足够的隔水性、气密性、耐候性、机械强度等特性。
附图说明
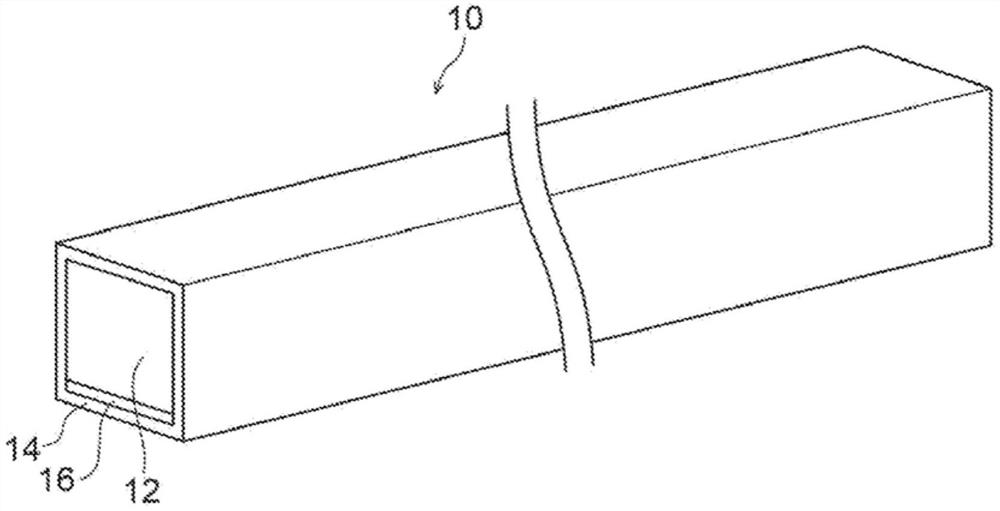
图1是示出本实施方式的发泡密封材的一例的概略立体图。
图2是示出本实施方式的发泡密封材的一例的概略剖视图。
图3是示出本实施方式的发泡密封材的另一例的概略剖视图。
图4是示出利用本实施方式的发泡密封材将一对被密封材的间隙密封的状态的概略剖视图。
图5是示出本实施方式的发泡密封材的制造装置的一例的概略构成图。
图6是从图5的箭头A方向观察的概略剖视图。
图7是本实施方式的发泡密封材的制造装置中的十字头的概略放大剖视图。
具体实施方式
以下,说明本公开的一例的实施方式。
此外,在本说明书中,对具有实质上相同功能的构件,在全部附图中标注相同附图标记,存在省略重复说明的情况下
另外,存在“连续气泡构造发泡体”省略记载为“连泡体”的情况。
另外,存在“独立气泡构造发泡体”省略记载为“独泡体”的情况。
(发泡密封材)
例如,如图1~图2所示,本实施方式的发泡密封材10具有柔性连泡体12(长条状的柔性连续气泡构造发泡体12)和挤出覆盖层14,挤出覆盖层14是将软质热塑性树脂或者热固性弹性体挤出覆盖于柔性连泡体12的侧面的至少一部分而成的。
在本实施方式的发泡密封材10中,因为在柔软性和复原性良好的柔性连泡体12的侧面的至少一部分覆盖有挤出覆盖层14,所以柔性连泡体12得到保护。由此,变得液体以及气体难以浸透柔性连泡体12的内部。
另外,挤出覆盖层14是通过挤出热塑性树脂或者热固性弹性体而形成的,所以能够以高速挤出覆盖柔性连泡体12的长度方向整个表面。另外,若有需要,则能够不覆盖长度方向的一部分或在覆盖部的一部分设置异形部等。而且,能够通过对热塑性树脂或者热固性弹性体进行着色来提高覆盖后的发泡密封材的外观设计性。
因此,本实施方式的发泡密封材10成为充分利用柔性连泡体12的良好的柔软性和复原性,且通过覆盖树脂,大幅提高隔水性,还具有足够的气密性、耐候性、机械强度等特性的发泡密封材。
而且,例如本实施方式的发泡密封材10还具有以下优点。
·将发泡密封材10作为隔水材应用,也能够发挥足够的隔水性。
·将发泡密封材10作为开闭密封材(配电板用、冰箱用、保温箱用等密封材)应用,也难以磨损。
·拉伸发泡密封材10也难以断开,可操作性高。
·因为发泡密封材10的耐候性高,所以将发泡密封材10作为土木、建筑用的密封材(外壁接缝用等密封材)应用,也难以劣化,能够长期维持各种特性。
·即使柔性连泡体12是非疏水性,也能发挥隔水性。
此外,本实施方式的发泡密封材10具有足够的隔水性、耐透湿性、隔音性、重复耐久性、滑动性、外观设计性等各种特性。
例如,如图1~图2所示,本实施方式的发泡密封材10可以具有防止柔性连泡体12在长度方向上伸长的防伸长构件16。
若具有防伸长构件16,则发泡密封材10的尺寸稳定性得到提高。另外,自我支撑性提高,可操作性提高。
以下,说明本实施方式的发泡密封材10的详细内容。
-柔性连泡体12-
柔性连泡体12(长条状的柔性连续气泡构造发泡体12)是在常温下柔软,若压缩则挠曲,之后若解除压缩则复原的连续气泡构造型的发泡体。
柔性连泡体12可以是热固化型的发泡体。所说的热固化型表示因为树脂交联,所以即使加热也不熔融的性质。若柔性连泡体12具有热塑性,则在加热时压缩复原性差,另一方面若柔性连泡体12是热固化型,则难以热软化或者热收缩,因此挤出覆盖时的温度设定范围变大。
作为柔性连泡体12,例如能够举例示出挤出覆盖用的聚氨酯发泡体、丙烯酸发泡体、橡胶发泡体、硅胶发泡体、烯烃发泡体、三聚氰胺发泡体等连续气泡构造的发泡体。
但是,对于为了在覆盖后需要高温固化的热固性弹性体的挤出覆盖而使用的柔性连泡体12,若是橡胶发泡体或烯烃发泡体,则因热固性弹性体的高温固化易于收缩,因此,在该情况下,优选聚氨酯发泡体、丙烯酸发泡体、硅胶发泡体、三聚氰胺发泡体。
其中,聚氨酯发泡体能够良好地适用于软质热塑性树脂和热固性弹性体,能够容易地改变连泡度和柔性的程度,而且复原性非常良好,因此是优选的发泡体。
柔性连泡体12可以具有疏水性。若柔性连泡体12具有疏水性,则即使未覆盖挤出覆盖层的发泡密封材的长度方向末端部与水接触,水也难以侵入。另外,在施工时、使用时等,即使在挤出覆盖层14出现伤痕时,与水接触,水也难以从伤痕浸入。因此,发泡密封材10的施工自由度变高。
在柔性连泡体12中,硅胶发泡体、橡胶发泡体、烯烃发泡体自身具有疏水性,通过调整聚氨酯发泡体的组份,能够变为具有疏水性。
其中,可以通过测定与水的接触角来判断柔性连泡体12是否具有疏水性。
具体地说,例如在柔性连泡体12的表面的“与水的接触角”在90°以上时,判断为柔性连泡体12具有疏水性。
而且,关于与水的接触角,使用接触角测定器(协和界面科学株式会社制,全自动接触角计DMo-701),利用液滴法对将厚度为10mm的柔性连泡体12以180℃热压而成的片状品的表面测定静态接触角。
此外,在测定条件为常温常湿环境、水的滴下量=1.0ml、水滴滴下后的测定开始时间=1秒、重复次数=10次的方式来实施。
柔性连泡体12是连续气泡型的发泡体,可以是独立气泡率在5%以下的塑性连泡体。
独立气泡率通过雷明顿法(根据ASTMD1940-62T)测定。具体地说,使用水银压力剂,测定样品室容积R1。接着,将测定了容积V和重量W的样品投入样品室并密闭。在该状态下,使用水银压力剂,测定样品室容量R2。独立气泡率(%)通过以下的公式计算求出。
(R1-R2-W/d)/(V-W/d)×100
R1:样品室容量(空)(ml)
R2:样品室容量(放入样品)(ml)
W:样品重量(g)
d:真比重(g/cm
V:样品容量(表观体积)(cm
优选柔性连泡体12的拉伸模量80℃的值在2.5kPa以上,更优选在5kPa以上,最优选在10kPa以上。
在向柔性连泡体12挤出覆盖挤出覆盖层14时,柔性连泡体12被导入挤出机,在将软质热塑性树脂或者热固性弹性体挤出覆盖之后拉出。然后,被挤出覆盖的发泡密封材10,如有需要则加热、冷却后,卷取或者裁断为规定尺寸。在此期间,柔性连泡体12被以规定应力拉伸。因此,为了形成没有褶皱的均匀的挤出覆盖层14,优选柔性连泡体12具有上述范围的适度的拉伸模量。
但是,在发泡密封材10具有防伸长构件16的情况下,在向柔性连泡体12挤出覆盖挤出覆盖层14时,即使柔性连泡体12被拉伸,也能够由防伸长构件16防止柔性连泡体12伸长。因此,在该情况下,柔性连泡体12的拉伸模量的80℃的值也可以小于2.5kPa。
拉伸模量的测定方法如下所述。根据JIS K6400-5(2012年),测定80℃的伸长10%时的应力。具体地说,将样品冲裁为哑铃2号形状,在80℃的恒温槽内保管2小时以上。之后,以80℃的条件,利用万能试验机以200mm/min的速度拉伸样品。此时,求出将样品伸长10%时的应力作为拉伸模量。
柔性连泡体12的截面形状(沿着与柔性连泡体12的长度方向正交的方向切断的截面形状)没有特别限制,能够举例示出多边形(三角形、四边形、六边形、星形等)、圆形、桶形、半圆形、具有凹部的形状等。此外,在图1~图2中示出具有截面形状是四边形的柔性连泡体12的发泡密封材10。而且,在压缩时,为了与被密封材接触面形成稳定的边界面,优选密封材的角部为圆角形状(R形状)。在软质热塑性树脂或者热固性弹性体的硬度高且没有R形状的情况下,产生仅反作用力高的密封材的角部被强烈压缩,被密封材接触面整体未被压缩的危险性。另外,若存在R形状,则在压缩操作时,因为从密封中央部被压缩,所以空气气泡难以残留在边界面部,易于形成稳定的接触面,隔水或气密的可靠程度提高。
(挤出覆盖层)
挤出覆盖层14是利用挤出机将软质热塑性树脂或者热固性弹性体挤出覆盖在柔性连泡体12的侧面的至少一部分而成的树脂层。
挤出覆盖层14可以覆盖柔性连泡体12的全部侧面。图1~图2示出挤出覆盖层14覆盖柔性连泡体12的全部侧面的发泡密封材10。
此外,在柔性连泡体12的侧面设置有防伸长构件16的情况下,挤出覆盖层14隔着防伸长构件16覆盖柔性连泡体12的侧面。
例如,在柔性连泡体12的截面形状是具有多个角部的形状(多边形、桶形、半圆形等)的情况下,挤出覆盖层14可以形成在被角部划分的多个侧面的至少一个上。例如,在柔性连泡体12的四边形是多边形的情况下,可以在被4个角部划分的4个面中的3个面形成挤出覆盖层14(参照图3中的(A))。
挤出覆盖层14可以挤出覆盖在液体气体接触面的至少一面的全部范围,该液体气体接触面是柔性连泡体12上的不与被密封材接触的非接触面。
具体地说,例如,如图4所示,在利用发泡密封材(参照图4中的(A))将一对被密封材的间隙密封时(参照图4中的(B)),柔性连泡体12上的两面形成作为不与被密封材接触的非接触面的液体气体接触面。另外,可以在两个液体气体接触面中的至少一个面的全部范围挤出覆盖有挤出覆盖层14。但是,可以在两个液体(气体)接触面中的两个面的全部范围上挤出覆盖挤出覆盖层14。
此外,图4中,11表示被密封材,12A表示柔性连泡体12上的不与被密封材接触的非接触面即液体气体接触面,12B表示柔性连泡体12上的与被密封材接触的接触面。
在柔性连泡体12上的不与被密封材接触的非接触面即液体气体接触面的至少一面的全部范围存在挤出覆盖层14的情况下(例如一面覆盖品的情况下),完全抑制水或气体通过发泡密封材10而浸入。另外,具有以下优点:即使发泡密封材10与打扫浴池等时使用的氯基氧化剂、洗车时使用的含有界面活性剂的洗涤剂、煤油等强力的有机溶剂接触,也完全不会被侵入。
但是,在为一面覆盖品的情况下,在柔性连泡体12具有疏水性的情况下,具有抑制水等浸入的效果,而在柔性连泡体12具有非疏水性的情况下,因为无法发挥隔水性所以并不优选。
此外,在柔性连泡体12上的与被密封材接触的接触面的全部面以及作为非接触面的液体气体接触面的全部面存在挤出覆盖层14的情况下(例如,在柔性连泡体12的截面形状是四边形的情况下,形成为四面整周覆盖品),水或气体从哪里都不能浸入,成为耐性最强的发泡密封材10。
另外,在挤出覆盖层14位于柔性连泡体12上的与被密封材接触的接触面的全部面以及作为非接触面的液体气体接触面的一侧(例如,在柔性连泡体12的截面形状为是四边形的情况下,形成为三面覆盖品)的情况下,在柔性连泡体12上的接触面的一侧以及作为非接触面的液体气体接触面的两侧(例如,在柔性连泡体12的截面形状为是四边形的情况下,形成为三面覆盖品)具有挤出覆盖层14的情况下,因为抑制水等浸入,所以形成为耐性强的发泡密封材10。
从提高隔水性、气密性、耐透湿性、隔音性、耐候性、机械强度、重复耐久性、滑动性等各种特性的观点来看,优选用于形成挤出覆盖层14的软质热塑性树脂是邵氏D硬度在50以下的软质热塑性树脂。作为优选的树脂,能够举例示出聚乙烯、聚乙烯共聚物、软质聚氯乙烯、各种热塑性弹性体、软质酯类树脂、软质聚酰胺类树脂、软质聚丙烯类树脂。尤其优选的树脂是聚乙烯、聚乙烯共聚物(聚乙烯醋酸乙烯酯、聚乙烯丙烯酸共聚物等)、软质聚氯乙烯、热塑性弹性体。
另外,作为软质热塑性树脂,还能够举出烯烃类、尼龙类、聚酯类、聚氨酯类、苯乙烯-丁二烯橡胶类、苯乙烯-异戊二烯类等热熔型树脂。
此外,在这些热熔型树脂中,也举例示出异氰酸酯基与空气中的水反应交联而成的相当于后述的热固性弹性体的树脂,例如聚氨酯类等。
邵氏A硬度为0~85的热塑性弹性体柔软,相对于接触被密封材的接触面(例如被隔水面)的紧密接合性良好,而且,相对于转角部处的弯曲,褶皱难以进入发泡密封材10,因此易于维持各种特性(隔水性、气密性、耐透湿性、隔音性等)。若热塑性弹性体的邵氏A硬度为0~50,则隔水性提高,因而尤其优选。
在挤出覆盖层14由热塑性树脂构成的情况下,能够将其端面彼此热熔接,形成为O型环状的发泡密封材10,或通过超声波熔接将发泡密封材10组装于汽车零件的树脂部件等。
邵氏D硬度的测定方法以JIS6253-3(2012年)为依据。具体地说,通过D型硬度计,将样品压针15秒后的数值作为邵氏D硬度进行测定。
邵氏A硬度的测定方法以JIS6253-3(2012年)为依据。具体地说,通过A型硬度计,测定样品压针15秒后的数值作为邵氏A硬度。
作为热塑性弹性体,能够举例示出氯乙烯类热塑性弹性体、烯烃类热塑性弹性体、苯乙烯类热塑性弹性体、氨基甲酸酯类热塑性弹性体、酰胺类热塑性弹性体、酯类热塑性弹性体、丙烯酸类热塑性弹性体等各种热塑性弹性体。
其中,作为热塑性弹性体,优选从氯乙烯类热塑性弹性体、烯烃类热塑性弹性体、苯乙烯类热塑性弹性体、氨基甲酸酯类热塑性弹性体以及丙烯酸类热塑性弹性体中选择至少一种。
氯乙烯类热塑性弹性体是至少具有将氯乙烯聚合而成的聚合物的弹性体。作为氯乙烯类热塑性弹性体,能够举出将聚氯乙烯和丁腈橡胶(NBR)混合而成的混合型弹性体,使聚氯乙烯或者丁腈橡胶部分交联而成的混合型弹性体等。
作为烯烃类热塑性弹性体是至少具有将烯烃聚合而成的聚合物的弹性体。可以举出烯烃类橡胶与聚烯烃树脂的混合型弹性体、使烯烃类橡胶与聚烯烃树脂部分交联而成的部分交联混合型弹性体、乙烯-丙烯-二烯烃橡胶(EPDM)与聚丙烯的完全交联混合型弹性体等。
作为苯乙烯类热塑性弹性体是至少具有将苯乙烯聚合而成的聚合物的弹性体。能够举出聚苯乙烯-异戊二烯-聚苯乙烯(SIS)嵌段构造的弹性体,聚苯乙烯-聚(乙烯-丁烯)-聚苯乙烯(SEBS)嵌段构造的弹性体、聚苯乙烯-聚丁二烯-聚苯乙烯(SBS)嵌段构造的弹性体、聚苯乙烯-聚(乙烯-丙烯)-聚苯乙烯(SEPS)嵌段构造的弹性体等。
作为氨基甲酸酯类热塑性弹性体是至少具有氨基甲酸酯构造的聚合物的弹性体。能够举出聚酯与聚氨酯的嵌段构造的弹性体、聚醚与聚氨酯的嵌段构造的弹性体等。
作为丙烯酸类热塑性弹性体能够举例示出聚甲基丙烯酸甲酯与丙烯酸酯的嵌段共聚物。
作为用于形成挤出覆盖层14的热固性弹性体,能够举例示出硅橡胶(SiliconeRubber)、氟橡胶、丙烯酸橡胶、EPDM橡胶、丁基橡胶、氨基甲酸酯橡胶、氟橡胶等。
尤其是,室温固化型的热固性弹性体,因为能够在低温下固化,所以生产率高,能够抑制连泡体因暴露在高温下而变质,连泡体的选择自由度高,因而优选。
作为室温固化型的热固性弹性体,能够举例示出湿气固化型的橡胶(例如硅橡胶、变性硅橡胶、聚氨酯橡胶、聚硫橡胶等)。而且,作为室温固化型的热固性弹性体,也可以举例示出双组份液体固化型的橡胶(例如硅橡胶、变性硅橡胶、聚氨酯橡胶、丙烯酸氨基甲酸酯橡胶、聚硫橡胶、氟橡胶等)。
尤其是,作为热固性弹性体,优选硅橡胶、变性硅橡胶、氟橡胶。这些弹性体是非常柔软的被膜,且耐热性、耐候性、电气特性、阻燃性优异。因此,作为挤出覆盖层,具有含有这些弹性体的挤出覆盖层的发泡密封材尤其适用于室外用途或者电气设备用的密封材。
其中,室温固化型的热固性弹性体在固化前的原料粘度低,一般来说,若进行挤出成形,则原料容易缩水,不能保持形状,而在本公开的方法中,从挤出机喷出的未固化的热固性弹性体薄薄地覆盖于柔性连泡体12,因此不会缩水,能够在附着于长条连泡体上的状态下直接固化。
热固性弹性体的邵氏A硬度(固化后的邵氏A硬度)也优选为0~85,更优选为0~50。若将硬度设为上述范围,则挤出覆盖层14柔软,相对于与被密封材接触的接触面(例如被隔水面)的紧密接合性良好,而且,相对于转角部处的弯曲,褶皱难以进入发泡密封材10,因此易于维持各种特性(隔水性、气密性、耐透湿性、隔音性等)。
软质热塑性树脂或者热固性弹性体(即挤出覆盖层14)可以含有各种添加剂。例如,在作为添加剂应用阻燃剂的情况下,能够赋予发泡密封材难燃性。另外,在作为添加剂应用着色剂的情况下,形成为具有已着色为目的颜色的挤出覆盖层14的发泡密封材,外观设计性提高。
从提高隔水性、气密性、耐透湿性、隔音性、耐候性、机械强度、重复耐久性、滑动性等各种特性的观点来看,优选挤出覆盖层14的厚度为10~1000μm,更优选厚度为50~500μm,进一步优选厚度为50~200μm。
(防伸长构件)
防伸长构件16是防止柔性连泡体12在长度方向上伸长的构件。防伸长构件16是根据需要设置在发泡密封材10上的构件。
防伸长构件16只要能够防止柔性连泡体12在长度方向上伸长即可,方式不受限制。
但是,从充分地防止柔性连泡体12在长度方向上伸长的观点来看,防伸长构件16例如可以在柔性连泡体12的内部以及侧面的至少一者从柔性连泡体12的长度方向上的一端朝向另一端延伸。
此外,图1~图2示出防伸长构件16设置在柔性连泡体12的侧面的发泡密封材10。
例如在柔性连泡体12的截面形状是具有多个角部的形状(多边形、桶形、半圆形等)的情况下,防伸长构件16只要形成在被角部划分的多个侧面中的至少一个上即可。
另一方面,作为将防伸长构件16设置在柔性连泡体12的内部的方式,例如能够举出在长度方向上贯穿柔性连泡体12来设置防伸长构件16的方式(参照图3中的(B)),以及在以由被分割的柔性连泡体12夹着的状态设置防伸长构件16的方式(参照图3中的(C))。
作为防伸长构件16,能够举例示出线材、片材或者柔性连泡体12的自身的表层。
作为线材,能够举例示出树脂线材(聚酯、聚烯烃、硬质聚氯乙烯、聚酰胺、聚酰亚胺、聚苯乙烯、聚氨酯等线材;将这些纤维绞合而成的线材(线))、金属线材(不锈钢、铜、钨、镍、其他各种合金等线材)、上述线材的集合体(将线材绞合而成的集合体、将线材捆扎在一起的集合体、将线材排列而成的集合体等)。
作为片材,能够举例示出树脂片材(聚酯、聚烯烃、硬质聚氯乙烯、聚酰胺、聚酰亚胺、聚苯乙烯、聚氨酯等片材)、金属片材(不锈钢、铜、钨、镍、其他各种合金等片材)、梭织物、针织物、无纺布、粗棉布等。
作为其他的片材能够举例示出胶带(双面胶带等)。因为胶带的剥离纸能够发挥防止伸长的功能。此外,片材也包括宽度小即所谓的带状的材料。
自身的表层是指,例如作为柔性连泡体12在使发泡聚氨酯在模具内发泡时,因为在发泡制品的表面生成的被膜(表皮),所以即使被剥离纸或者剥离膜夹着来生产发泡聚氨酯来作为柔性连泡体12,也能生成被膜(表皮)。作为柔性连泡体12在发泡橡胶或者发泡硅胶上也能够同样地生成自身的表层。与没有自身的表层的柔性连泡体12相比,具有自身的表层的柔性连泡体12的拉伸模量高,有张力,因此在挤出覆盖挤出覆盖层14时,能够降低柔性连泡体12的伸长。而且,因为有自身的表层,所以挤出树脂的覆盖面变得平滑,因而发泡密封材10的密封性提高且外观也提高。
防伸长构件16可以具有柔性。若防伸长构件16具有柔性,则在使发泡密封材10变形(弯曲、弯折等变形)后,变得易于维持变形后的形状。由此,可操作性提高。
关于防伸长构件16的大小,例如,在是线材的情况下,直径为10~500μm,在是片材的情况下,厚度为5~500μm,在是自身的表层的情况下,厚度为0.1~500μm,为了柔软度,优选厚度为0.1~100μm。
(发泡密封材的制造方法)
就本实施方式的发泡密封材10而言,例如具有挤出覆盖工序,在挤出覆盖工序中,将软质热塑性树脂或者热固性弹性体挤出覆盖在柔性连泡体12(柔性长条连泡体12)的侧面的至少一部分来形成挤出覆盖层14。
另外,在挤出覆盖工序中,可以将软质热塑性树脂或者热固性弹性体挤出覆盖在具有防伸长构件16的状态的柔性连泡体12的侧面的至少一部分来形成挤出覆盖层14。
以下,对本实施方式的发泡密封材的制造方法的详细内容,与发泡密封材的制造装置的一例一同说明。
如图4~图6所示,发泡密封材的制造装置100例如由挤出机101构成。此外,在图4~图6中,TR表示软质热塑性树脂或者热固性弹性体。
挤出机101具有供给软质热塑性树脂或者热固性弹性体的挤出机主体110以及将从挤出机主体110供给的软质热塑性树脂或者热固性弹性体挤出为筒状的十字头120。
如图4~图5所示,挤出机主体110具有圆筒状的缸体111、插入缸体111的内部的螺杆112和旋转驱动螺杆112的驱动马达113。
在缸体111的一端侧(螺杆112的后端侧)的外周面设置有用于投入软质热塑性树脂或者热固性弹性体的料斗114。在缸体111的另一端侧的端面(螺杆112的前端侧)设置有多孔板115。在缸体111设置有用于加热软质热塑性树脂的加热器116。但是,在应用热固性弹性体的情况下,存在不设置加热器116的情况。
另外,在挤出机主体110中,通过螺杆112的旋转,使熔融的软质热塑性树脂或者热固性弹性体从缸体111的一端朝向另一端(从螺杆112的后端朝向前端)流动,向十字头120供给软质热塑性树脂或者热固性弹性体。
具体地说,在挤出机主体110中,从料斗114投入的软质热塑性树脂或者热固性弹性体在缸体111的内部一边被加热器116加热,一边被螺杆112搅拌,并且从螺杆112的后端朝向前端流动,通过多孔板115并朝向十字头120送出。但是,在应用热固性弹性体的情况下,存在不利用加热器116加热的情况。
如图5~图6所示,十字头120例如具有与挤出机主体110连接的圆筒状的外壳121、配置在外壳121的内部中心的圆柱状的喷嘴122以及配置在喷嘴122的树脂挤出方向的下游侧的挤出模123。
在喷嘴122的中心部形成有被柔性连泡体12(在图5~图6中是具有防伸长构件16的柔性连泡体12)穿过的插通孔122A。喷嘴122的树脂挤出方向下游侧的前端呈前端细的形状。另外,将喷嘴122的树脂挤出方向下游侧的前端侧的区域作为合流域124B,合流域124B供从插通孔122A供给的柔性连泡体12与从环状流路124A供给的软质热塑性树脂或者热固性弹性体合流。
即,朝向该合流域124B呈筒状地挤出软质热塑性树脂或者热固性弹性体,向被挤出为筒状的软质热塑性树脂或者热固性弹性体的中心部送入柔性连泡体12。
这样,在由挤出机101构成的发泡密封材的制造装置100中,在合流域124B呈筒状地挤出软质热塑性树脂或者热固性弹性体,穿过喷嘴122的插通孔122A向软质热塑性树脂或者热固性弹性体的筒状物的中心部送入柔性连泡体12。由此,从挤出模123挤出柔性连泡体12的侧面(在本实施方式中为全部侧面)被软质热塑性树脂或者热固性弹性体挤出覆盖的发泡密封材10。此外,在应用热固性弹性体的情况下,存在对热固性弹性体实施热固化或者加湿的处理的情况。
此后,通过未图示的裁断机,将从挤出模123连续挤出的发泡密封材10裁断为规定尺寸。此外,也可以将被挤出的发泡密封材10或者被裁断的发泡密封材10卷取。
在以上说明的本实施方式的发泡密封材10的制造方法中,利用挤出机101作为发泡密封材的制造装置100,将软质热塑性树脂或者热固性弹性体挤出覆盖在柔性连泡体12的侧面的至少一部分。因此,能够高生产率地制造发泡密封材10。另外,也能够将软质热塑性树脂或者热固性弹性体挤出覆盖在各种截面形状的柔性连泡体12的侧面。
其中,在本实施方式的发泡密封材10的制造方法中,若在具有防伸长构件16的状态的柔性连泡体12的侧面的至少一部分挤出覆盖软质热塑性树脂或者热固性弹性体来形成挤出覆盖层14,则能够防止在挤出覆盖软质热塑性树脂或者热固性弹性体时柔性连泡体12伸长。因此,能够形成没有褶皱的均匀的挤出覆盖层14。
但是,在柔性连泡体12具有规定的拉伸模量的情况下,即使在没有防伸长构件16的状态的柔性连泡体12上挤出覆盖软质热塑性树脂或者热固性弹性体,也能够形成没有褶皱的均匀的挤出覆盖层14。
此外,本实施方式的发泡密封材10的制造方法不限于上述制造方法。
例如,在本实施方式的发泡密封材10的制造方法中,说明了将预先具有防伸长构件16的状态的柔性连泡体12向喷嘴122的插通孔122A供给的方式,但并不限于上述内容。例如,也可以是以下方式,即,在即将向喷嘴122的插通孔122A供给之前,使防伸长构件16与柔性连泡体12的侧面接触,以该状态向喷嘴122的插通孔122A供给。
另外,在本实施方式的发泡密封材10的制造方法中,说明了应用螺杆型的挤出机主体110的方式,但并不限于上述内容。例如,也可以是应用动态搅拌机、静态搅拌机等的方式。该方式在应用双组份液体型的热固性弹性体的情况下有效。
另外,在本实施方式的发泡密封材10的制造方法中,也可以是具有导入热固性弹性体的装置(例如将未加硫橡胶的带状物连续地导入螺杆的辊,用于导入双组份液体的半固体型原料的罐或者泵等装置)以代替料斗的方式。
本实施方式的发泡密封材10的制造方法不限于上述方式。发泡密封材10能够利用公知的挤出机来制造。另外,通过改变软质热塑性树脂或者热固性弹性体的挤出形状,能够制造在柔性连泡体12的侧面的任意一部分形成有挤出覆盖层14的发泡密封材10。
实施例
以下举出实施例来具体说明本公开,而本公开并不限于这些实施例。此外,在下文中,除非另有说明,“部”是质量基准。
<实施例1>(四面(整周)覆盖的例子)
向作为挤出机的螺杆直径为30mm、长/径比(L/D)=30的十字头类型的单轴挤出机(日本制钢所),供给作为软质热塑性树脂的聚氯乙烯(维尼卡(VINIKA,商标名))CE65DF,A硬度为65,三菱化学株式会社制造)。一边以160℃的螺杆温度挤出,一边从模后方导入长条状的柔性连泡体(是日本发条株式会社制超级薄片(Super Sheet,商品名)HP,截面为正方形(10mm×10mm)的具有自身的表层的发泡聚氨酯,密度为0.045g/cm
<实施例2>(两面覆盖品的例子)
除了仅在柔性连泡体中的ESLON胶带(防伸长构件)的面及其相邻面中的一面进行挤出覆盖以外,与实施例1相同地获得发泡密封材。
<实施例3>(三面覆盖品的例子)
除了在柔性连泡体中的ESLON胶带(防伸长构件)的面及其两个相邻面的两面进行挤出覆盖以外,与实施例1相同地获得发泡密封材。
<实施例4>(非疏水性泡沫的例子)
除了使用莫尔托普林(Moltoprene,商品名)SM-55(井上株式会社制,密度为0.055g/cm
<实施例5>(EPDM泡沫的例子)
除了使用EPT密封剂(EPTSEALER,商品名)685(日东电工株式会社制,密度为0.155g/cm
<实施例6>(金属线防伸长构件)
除了在以下方面以外,与实施例1相同地获得发泡密封材:在柔性连泡体(氨基甲酸酯泡沫)的4个侧面中的一面,以沿着柔性连泡体的长度方向的方式配置直径0.2mm的金属高硬线来作为防伸长构件,不使用氯乙烯类胶带。
<实施例7>(没有防伸长构件)
除了使用超级密封(Super Seal,商品名)WB(日本发条株式会社制,密度0.055g/cm
<实施例8~10>(树脂A硬度变化)
除了使用苯乙烯类热塑性弹性体(ARONKASEI株式会社制的低硬度品,AR-SC-45的A硬度为41,AR-SC-15的A硬度为13,AR-SC-0的A硬度0)来作为软质热塑性树脂以外,与实施例1相同地获得发泡密封材。
<实施例11>(树脂A硬度变化)
除了使用TPO类热塑性弹性体(三菱化学株式会社制,低硬度品,赛门拉(THERMORUN,商品名)TT829B,A硬度为88)来作为软质热塑性树脂以外,与实施例1相同地获得发泡密封材。
<实施例12>(树脂A硬度变化)
除了使用聚氯乙烯(VINIKACE85QB,A硬度为85,三菱化学株式会社制)来作为软质热塑性树脂以外,与实施例1相同地获得发泡密封材。
<实施例13>(自身表层的例子)
除了使用在上下两面具有自身表层(相当于防伸长构件)的尼佩雷(Nippalay,商品名)C(日本发条株式会社制,具有自身表层的发泡氨基甲酸酯5mm×5mm,密度为0.07g/cm
<实施例14>(自身表层的例子)
除了使用上下两面具有自身表层(相当于防伸长构件)的NippalayEM30(日本发条株式会社制,具有自身表皮的发泡氨基甲酸酯3mm×5mm,密度0.30g/cm
<实施例15>(覆盖树脂厚度不同的例子)
除了挤出覆盖厚度为500μm的软质热塑性树脂以外,与实施例1相同地获得发泡密封材。
<比较例1>(是独立气泡构造发泡体而没有挤出覆盖层的例子)
将橡胶类独泡体的N-148(井上株式会社制,非自身表皮,密度0.14g/cm
<比较例2>(是连泡体而没有挤出覆盖层的例子)
将Super Sheet HP(在实施例1中使用)作为发泡密封材。
<比较例3>
通过喷涂溶剂类涂料(巴诺克(BURNOCK,商品名)BN18-472,DIC株式会社制,氨基甲酸酯类涂料),覆盖在实施例1的柔性连泡体即Super Sheet HP(10mm×10mm)的表面,而在喷涂的同时,柔性连泡体膨润,吸收了涂料。即使在80℃下干燥也未能充分干燥,无法进行评价试验。
<比较例4>
将帕马琳(PERMARIN,商品名)UA-300(三洋化成工业株式会社制,氨基甲酸酯类水乳胶)作为水性涂料喷涂在实施例1的柔性连泡体即Super Sheet HP(10mm×10mm)上,制作被膜,并在80℃下干燥30分钟。虽然水性涂料浸渍发泡体,能够形成被膜收缩的发泡密封材,但因为乳胶自身是亲水性的,所以完全没有隔水性。
<实施例20>
向具有定量喷出泵和30mm螺杆直径的十字头类型的挤出机,供给加成聚合型液状硅橡胶(KEG-2003H-40-A/B,双组份液体型硅橡胶,A硬度41,信越化学工业株式会社制造)来作为热固性弹性体。一边在螺杆温度45℃下挤出,一边从模后方导入长条状的柔性连泡体(日本发条株式会社制,Super Sheet HP,截面为正方形(10mm×10mm)且具有自身表层的发泡聚氨酯,密度为0.045g/cm
<实施例21>
除了在以下方面以外,以与实施例20相同的方法获得在4侧面形成有挤出覆盖层的发泡密封材:作为热固性弹性体使用加成聚合型的液状氟橡胶(SIFEL3405A/B,双组份液体型氟橡胶,A硬度为40,信越化学工业株式会社制)来代替液状硅橡胶,在固化温度150℃下固化8分钟。
<实施例22>
作为热固性弹性体使用湿固化型的单组份类硅橡胶(Sealant72,单组份硅密封剂,A硬度为30,信越化学工业株式会社制造)来代替液状硅橡胶,以与实施例20相同的方法来获得在4侧面形成有挤出覆盖层的发泡密封材。
<实施例23>
作为热固性弹性体使用湿固化型的单组份类丙烯酸氨基甲酸酯橡胶(Bond AUQuick,A硬度为40,拉伸应力为0.2N/mm
<实施例24>
除了未设置防伸长构件以外,以与实施例20相同的方法获得在4侧面形成有挤出覆盖层的发泡密封材。
(50%压缩隔水性)
隔水性使用压缩型隔水试验器进行评价。具体地说,如下所述。
在长度为10cm的各例子的发泡密封材或者柔性发泡体(以下简称为试验体)的一面粘贴固定用的双面胶带(积水化学制#5782)。此时,在具有防止伸长材料的试验体上,在与防止伸长材料相同的面贴附双面胶带。接着,利用该双面胶带将试验体固定在亚克力板上。接着,对试验体的两末端,使用柔性的反应型粘接剂(Super X Clear强力型;思美定(株)制造)将10mm厚度的Super SheetH3(日本发条制;两面表皮型,隔水性30cm合格)将试验体的两末端粘接制作成コ型。将该构件用另外一片亚克力板隔着试验体厚度50%的间隔物夹住。然后,从上方开口部注入水,使其变为规定的水压。隔水性的高度(cm)表示24小时不漏水的水压高度。
此外,对于隔水性,将隔水保持时间为24小时的情况下隔水压在3cm以上判断为良好。
(70%压缩隔水性)
除了隔着试验体的厚度70%的间隔物插入以外,以与上述方法相同的操作测定70%压缩隔水性。
(吸水率)
将各例子的发泡密封材或者柔性发泡体切断为10cm的长度,测定体积(cm
(50%压缩应力)
对各例的发泡密封材或者柔性发泡体的50%压缩应力进行了评价。50%压缩应力利用根据JISK6400-2(2012)的测定法进行测定。但是,样品长度为5cm。
(压缩应变)
对各例的发泡密封材或者柔性发泡体的压缩应变进行了评价。压缩应变通过测定长度为10cm的发泡体的厚度T0,使其处在50%压缩状态下,放入70℃的烤炉中22小时之后,压缩释放后,在室温条件下放置30分钟,此后测定厚度T1。压缩应变(%)通过(T0-T1)/T0X100计算。
(其他)
各例子的柔性发泡体的拉伸模量、独泡率根据上述方法进行测定。
[表1]
[表2]
[表3]
[表4]
根据上述结果可知,实施例的发泡密封材与覆盖前的发泡体相比,隔水性和吸水率大幅提升,另外,即使与比较例的独泡橡胶相比,发挥了等效或更好的隔水性,而且,几乎没有压缩应力和压缩应变的劣化。而且可知,通过覆盖树脂,具有足够的机械强度和耐候性,可以说虽然柔软,但是为耐久性优异的理想的密封材。
以下是附图标记的说明。
10 发泡密封材、
11 被密封材、
12 热固化型的柔性长条连泡体(柔性连泡体)、
12A 不与被密封材接触的非接触面(液体气体接触面)、
12B 与被密封材接触的接触面、
14 挤出覆盖层、
16 防伸长构件、
100 发泡密封材的制造装置、
101 挤出机、
110 挤出机主体、
111 缸体、
112 螺杆、
113 驱动马达、
114 料斗、
115 多孔板、
116 加热器、
120 十字头、
121 外壳、
122 喷嘴、
122A 插通孔、
123 挤出模。
此外,日本专利申请第2018-227666号以及日本专利申请第2019-064008号的全部公开内容通过参照的方式并入本说明书。
对于本说明书所述的全部文献、专利申请和技术标准,与具体且分别记载各个文献、专利申请和技术标准通过引用而并入的情况同等程度地通过参照并入本说明书中。
- 发泡密封材以及发泡密封材的制造方法
- 用于制造势能储存器密封件的密封幅材以及将密封幅材构成的密封件安装到势能储存器上的方法