一种反渗透膜的制作方法及设备
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及膜的技术领域,更具体而言,涉及反渗透膜的制作。
背景技术
渗透是溶剂穿过隔离两种溶液的半透性分离膜而从具有低溶质浓度的溶液向另一具有高溶质浓度的溶液移动的现象。在这种情况下,通过溶剂移动而作用在具有高溶质浓度的溶液上的压力被称作渗透压。然而,当施加比渗透压水平更高的外部压力时,溶剂向具有低溶质浓度的溶液移动,这种现象被称作反渗透。根据反渗透原理,可以使用压力梯度作为驱动力,通过半透膜对各种类型的盐或有机物质进行分离。利用反渗透现象的反渗透膜已经被用于分离分子水平的物质,从盐水或海水中去除盐,以及提供可供家庭、商业和工业使用的水。
普通的反渗透膜一般由无纺布、喷涂在无纺布上的支撑层(多孔的聚砜层)以及设置在支撑层上的聚酰胺功能层构成,多孔聚砜层由于孔隙率低且结构固定,制备聚酰胺层时界面聚合反应较慢,形成的聚酰胺层疏松且厚,其水通量和脱盐率都较低。现有反渗透膜的制作方法存在成本高、工艺复杂、性能提升有限等缺陷。因此,开发一种易于工业化生产,符合产业利用反渗透膜的制作方法及设备。
发明内容
本发明的目的在于提供一种反渗透膜的制作方法及设备,很好克服现有技术缺陷,提升生产效率及质量。
为达到上述目的,本发明提供的一种反渗透膜的制作方法,该制作方法是在卷对卷生产环境下以无纺布为基材制作反渗透膜,包括以下步骤:
S1、从放卷机上送出无纺布,接着在无纺布上涂布透水性微孔聚砜作为支撑层,并在涂布后增加热风干燥;
S2、支撑层上涂布聚酰胺材料作为功能层,并对功能层进行烘干;
S3、对步骤S2获得的产品依照需要的尺寸进行分条,再由收卷机收卷。
上述方案进一步是,所述步骤S1中涂布透水性微孔聚砜以及步骤S2中涂布聚酰胺材料均采用喷涂形式,且通过气泵气压调节喷涂量。
上述方案进一步是,所述功能层的烘干是通过热油内热式加热辊碾压烘干。
为达到上述目的,本发明提供的一种用于制作反渗透膜的设备,其具有:
放卷机,该放卷机连续放出无纺布,以便用于制作反渗透膜;
第一喷涂机构,该第一喷涂机构布置在放卷机的下游,第一喷涂机构用于在无纺布的表面上喷涂透水性微孔聚砜;
热风机构,该热风机构布置在第一喷涂机构的下游,热风机构送出热风来干燥无纺布上的透水性微孔聚砜;
第二喷涂机构,该第二喷涂机构布置在热风机构的下游,第二喷涂机构用于在透水性微孔聚砜上喷涂聚酰胺材料;
烘干机构,该烘干机构布置在第二喷涂机构的下游,烘干机构对聚酰胺材料进行烘干;
分条收卷机构,该分条收卷机构布置在烘干机构的下游,分条收卷机构用于依照需要的尺寸对产品分条及收卷。
上述方案进一步是,所述第一喷涂机构具有多根第一引料管,该第一引料管的一端设有第一喷嘴,该第一喷嘴朝向无纺布喷涂透水性微孔聚砜;而第一引料管的另一端连接分料器;所述第二喷涂机构具有多根第二引料管,该第二引料管的一端设有第二喷嘴,该第二喷嘴朝向无纺布喷涂聚酰胺材料;而第二引料管的另一端也连接到分料器;该分料器内部设有多路流道,分料器配合相应的气泵分别控制第一喷嘴和第二喷嘴的喷涂量。
上述方案进一步是,所述分料器组装在升降调节座上,该升降调节座同步调整第一喷嘴和第二喷嘴的远离或靠近无纺布。
上述方案进一步是,所述烘干机构由并列的三根热油内热式加热辊构成,热油内热式加热辊表面光滑,三根热油内热式加热辊之间的间距满足喷涂聚酰胺材料后的无纺布穿设绕行,且相邻热油内热式加热辊之间以一定压力对喷涂聚酰胺材料后的无纺布碾压。
上述方案进一步是,所述升降调节座通过蜗轮蜗杆升降结构来驱动升降,而该蜗轮蜗杆升降结构依据烘干机构处布设的厚薄感应器提供的信号来驱动升降调节座升降。
本发明的工艺步骤精简,流程短,采用的设备结构简单,自动化程度高,适用于工业化生产,提升反渗透膜的生产效率及质量。
附图说明:
附图1为本发明较佳实施例结构示意图;
附图2为图1实施例的另一视角结构示意图;
附图3为图1实施例的局部结构放大示意图;
附图4为图1实施例的烘干机构结构放大示意图;
附图5为图4实施例的烘干机构局部结构连接示意图。
具体实施方式:
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”、“第四”仅用于描述目的,而不能理解为指示或暗示相对重要性。
参阅图1、2、3所示,是本发明的较佳实施例示意图,本发明提供一种反渗透膜的制作方法,该制作方法是在卷对卷生产环境下以无纺布为基材制作反渗透膜,获得连续生产加工,工艺步骤精简,流程短。具体包括以下步骤:
S1、从放卷机上送出无纺布,接着在无纺布上涂布透水性微孔聚砜作为支撑层,并在涂布后随即增加热风干燥,实现透水性微孔聚砜快速干燥结合在无纺布上,有助于缩短工序之间的间隔时间,并能获得稳定的支撑结构体系。
S2、支撑层上涂布聚酰胺材料作为功能层,并随即对功能层进行烘干,优选地,功能层的烘干是通过热油内热式加热辊碾压烘干,不仅达到烘干功效,且增加碾压,使产品更紧密,聚酰胺材料粘附更牢固、更均匀,固定效果更佳,提升使用功效及寿命。
S3、对步骤S2获得的产品依照需要的尺寸进行分条,再由收卷机收卷,达到自动化连续性生产。
对于上述的制作方法中,本实施例进一步是对于所述步骤S1中涂布透水性微孔聚砜以及步骤S2中涂布聚酰胺材料均采用喷涂形式,且通过气泵气压调节喷涂量,达到智能控制喷涂,且喷涂质量稳定、可靠。
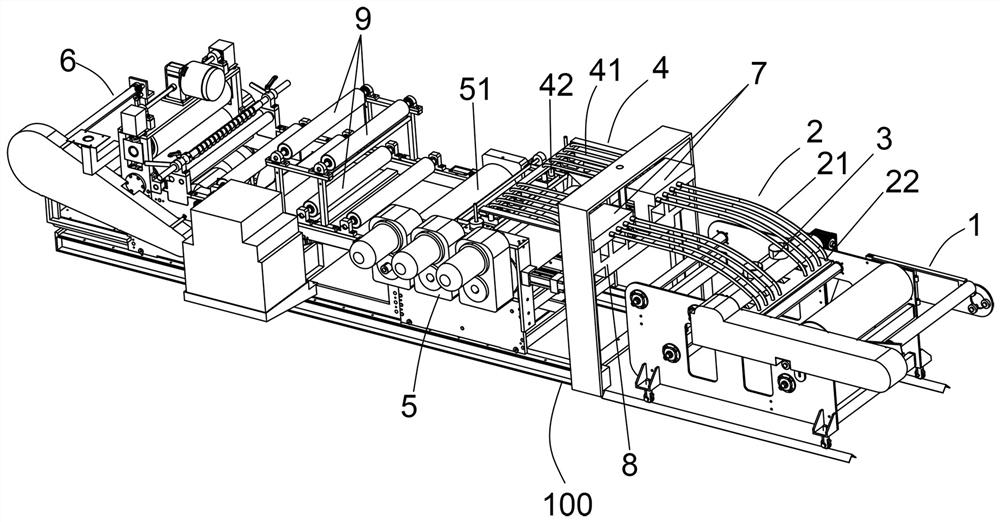
参阅图1、2、3、4、5所示,是本发明的较佳实施例示意图,针对上述的制作方法,本发明还提供了一种用于制作反渗透膜的设备,其具有放卷机1、第一喷涂机构2、热风机构3、第二喷涂机构4、烘干机构5、分条收卷机构6以及供机构组装稳定的机座100。该放卷机1连续放出无纺布,以便用于制作反渗透膜,放卷机1实现自动放料并自行调整涨紧,以达到连续放卷生产。该第一喷涂机构2布置在放卷机1的下游,第一喷涂机构2用于在无纺布的表面上喷涂透水性微孔聚砜,以形成支撑层。该热风机构3布置在第一喷涂机构2的下游,热风机构3送出热风来干燥无纺布上的透水性微孔聚砜,实现快速干燥,获得稳定、可靠的支撑层。热风机构3可实现自行加热及控温来获得一定温度的干燥热风,当然也可以是利用回收热进行加热,具体的热风机构3可采用现有的技术,在此不再赘述。该第二喷涂机构4布置在热风机构3的下游,第二喷涂机构4用于在透水性微孔聚砜上喷涂聚酰胺材料,以获得功能层;该烘干机构5布置在第二喷涂机构4的下游,烘干机构5对聚酰胺材料进行烘干,使聚酰胺材料干化粘附固定。该分条收卷机构6布置在烘干机构5的下游,分条收卷机构6用于依照需要的尺寸对产品分条及收卷。本实施例中,分条收卷机构6采用滚切方式分条,方便、快捷,且结构简单,分条收卷机构6实现生产好的反渗透膜收卷存放。整个设备结构简单,自动化程度高,适用于工业化生产。
参阅图1、2、3所示,本实施例中,所述第一喷涂机构2具有多根第一引料管21,该第一引料管21的一端设有第一喷嘴22,该第一喷嘴22朝向无纺布喷涂透水性微孔聚砜;而第一引料管21的另一端连接分料器7;所述第二喷涂机构4具有多根第二引料管41,该第二引料管41的一端设有第二喷嘴42,该第二喷嘴42朝向无纺布喷涂聚酰胺材料;而第二引料管41的另一端也连接到分料器7,实现分料器7前后两端呈悬臂状布置第一引料管21和第二引料管41。该分料器7内部设有多路流道,分料器7还配合相应的气泵分别控制第一喷嘴22和第二喷嘴42的喷涂量,具体气泵的气压调控是现有技术,在此不再赘述。上述结构实现设备结构集成紧凑,优化组装及控制实施。本实施例更进一步是,所述分料器7组装在升降调节座8上,该升降调节座8同步调整第一喷嘴22和第二喷嘴42的远离或靠近无纺布,配合无纺布的牵引速度,达到调整喷涂后涂层的厚薄,利于控制生产,获得质量极佳的反渗透膜。本实施例还进一步是,所述升降调节座8设置在机座100提供的龙门架处并通过蜗轮蜗杆升降结构81来驱动升降,而该蜗轮蜗杆升降结构81依据烘干机构5处布设的厚薄感应器提供的信号来驱动升降调节座8升降。厚薄感应器可以是红外感应或压力感应等方式元器件,具体可以依据实际情况从市场采购配置即可,在此不再赘述厚薄感应的原理。
参阅图1、2、3所示,本实施例中,所述烘干机构5由并列的三根热油内热式加热辊51构成,热油内热式加热辊51表面光滑,三根热油内热式加热辊51之间的间距满足喷涂聚酰胺材料后的无纺布穿设绕行,实现产品贴附热油内热式加热辊51的表面来烘干,且相邻热油内热式加热辊51之间以一定压力对喷涂聚酰胺材料后的无纺布碾压,使产品结构更紧密,聚酰胺材料粘附更牢固、更均匀,固定效果更佳,提升使用功效及寿命。图4、5所示,本实施例中,依照反渗透膜在三根热油内热式加热辊51上移动顺序定义为第一热油内热式加热辊51A、第二热油内热式加热辊51B及第三热油内热式加热辊51C,所述第一热油内热式加热辊在水平方向上通过第一调整机构52引导相对第二热油内热式加热辊靠近或远离的运动;所述第三热油内热式加热辊在水平方向上通过第二调整机构53引导相对第二热油内热式加热辊靠近或远离的运动。进一步地,所述第一调整机构52包括有第一滑动座521及气缸522,第一滑动座521通过导轨结构组装在机座100上并连接第一热油内热式加热辊的端头。本实施例中,第一热油内热式加热辊的两端头是通过两组第一调整机构52驱动运动调整,方便组装及调整。气缸522固定在机座上,且气缸522的伸缩端连接第一滑动座521,实现气缸522带动第一滑动座521往复移动,由此调整第一热油内热式加热辊与第二热油内热式加热辊之间的间隙,获得相应的碾压力,提升烘干及压合效果。本实施例中,第一滑动座521侧立设置,第一滑动座521靠近第二热油内热式加热辊的一侧设有倚靠斜面5211,该倚靠斜面5211与调整斜块54抵靠,该调整斜块54组装在机座上并可相对运动。通过调整斜块54来确定第一热油内热式加热辊与第二热油内热式加热辊之间的工作间隙,结构简单,方便调整且间隙稳定、准确。本实施中,为了提升第一滑动座521在机座上的稳定运动,第一滑动座521上还设有滑动限位槽5212,而机座上预设的滑动限位块101伸入该滑动限位槽5212,两者配合工作,由此有效辅助第一滑动座521运动,提升调整稳定性及准确性。本实施例进一步是,所述调整斜块54组装在机座上并形成垂直形态,调整斜块54的上端设有调整丝杆541,该调整丝杆541穿过机座预设的通孔后连接调整螺母542,实现转动调整螺母542来驱动调整斜块54升降。结构简单、方便制作及组装,也便于使用及维护。第二调整机构53包括有第二滑动座531及调节螺栓532,第二滑动座531通过导轨结构组装在机座上并连接第三热油内热式加热辊的端头,调节螺栓532组装在机座上,且调节螺栓532的一端连接第二滑动座531,实现通过调节螺栓532的旋进或旋出来带动第二滑动座531移动,组装及调整方便。
本实施例中,经过烘干机构5后的产品还经过风冷机构9降温,以便后续分条收卷。本实施例的风冷机构9有多根交错布置的导辊构成,增加产品移动路径并获得较佳风冷时效。
本发明的工艺步骤精简,流程短,采用的设备结构简单,自动化程度高,适用于工业化生产,提升反渗透膜的生产效率及质量。
当然,以上结合实施方式对本发明做了详细说明,只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人了解本发明的内容并加以实施,因此,凡根据本发明精神实质所做的等效变化或修饰,都应涵盖在本发明的保护范围内。
- 一种反渗透膜的制作方法及设备
- 一种反渗透膜滤芯的制作方法以及反渗透滤芯