一种侧框基板自动固化设备
文献发布时间:2023-06-19 12:13:22
技术领域
本发明涉及IGBT模块生产领域,具体为一种侧框基板自动固化设备。
背景技术
目前,如IGBT模块一类的大功率高压模块通常包括侧框和基板,其中侧框为功率模块端子提供机械支持、机械保护、环境保护和绝缘保护,而基板作为绝缘衬底的一种机械支持,它在电源瞬变期间吸热并把热量从绝缘衬底传递到系统的散热片上。
IGBT模块侧框胶在固化的过程中还未能实现全自动上、下料,工作效率低,侧框胶的温度高,容易发生工作人员由于误操作时,易被烫伤的情况发生。
发明内容
本发明的目的在于提供一种侧框基板自动固化设备,以解决上述背景技术中提到的缺陷。
为实现上述目的,提供一种侧框基板自动固化设备,包括:
机架,所述机架上表面安装有防护罩,且防护罩顶部设置有机排风管路,同时防护罩左侧安装有上料对接轨道,并且防护罩右侧安装有下料对接轨道,防护罩的外表面固定设置有操作面板;
加热平台,所述加热平台设置在机架的上表面,且加热平台的表面设置有加热主机结构,同时加热主机结构下侧设置有冷却风道系统,并且冷却风道系统端部设置有托盘扫码系统;
模块上下料机械手,所述模块上下料机械手上安装有模块扫码器。
优选的,所述机架上安装有加热主机设备,且此加热主机设备由16台加热主机结构、1套加热平台、1套模块上下料机械手、1套托盘周转轨道、2套托盘对接轨道、1套等离子冷却风道、1套模块扫码系统和1套托盘扫码系统等组成。
优选的,所述加热平台分布在托盘周转轨道的两侧,且每组加热平台的表面均匀布置8个加热工位,同时加热主机结构布置在机架的两边外侧。
优选的,所述模块上下料机械手包括Y轴模组、Z轴模组、X轴模组、模块夹具、伺服夹紧机构和R轴转动机构,且X轴模组设置在机架上端边缘部,同时X轴模组侧端安装有Y轴模组,Y轴模组上安装有Z轴模组,Z轴模组底部安装有R轴转动机构,R轴转动机构底部通过伺服夹紧机构与模块夹具相连接。
优选的,所述模块夹具设置为两组,且两组模块夹具为相向移动结构,且模块夹具的剖面为“L”形设置。
优选的,所述下料对接轨道与上料对接轨道的底部均安装有轨道横移机构。
优选的,所述Y轴模组与Z轴模组均采用伺服电机驱动,X轴模组的滑台通过伺服驱动,X轴模组上安装有Y轴模组、Z轴模组。
与现有技术相比,本发明的有益效果是:
IGBT模块侧框胶自动固化设备能够在产品固化过程中实现全自动上、下料,有效提高工作效率,且能够有效避免固化后的产品的温度高,导致人员误操作时易被烫伤的情况。
附图说明
图1为本发明结构正视示意图;
图2为本发明结构图1的俯视图;
图3为本发明结构图1的仰视图;
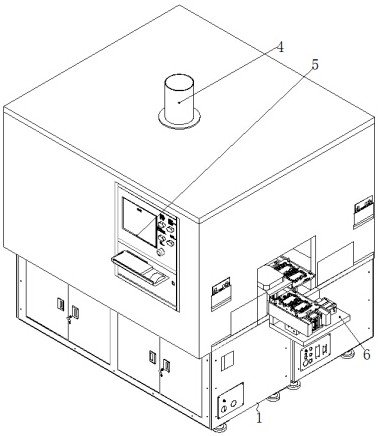
图4为本发明结构图1的三维图;
图5为本发明结构图4的仰视图;
图6为本发明结构机架表面结构示意图;
图7为本发明结构图6中的B处放大示意图;
图8为本发明结构图6中的A处放大示意图;
图9为本发明结构Z轴模组三维图;
图10为本发明结构图6的俯视图;
图11为本发明结构图10的俯视图;
图12为本发明结构图11的侧视图;
图13为本发明结构图12的侧视图;
图14为本发明结构自动侧框胶固化工艺流程图。
图中标号:1、机架;2、上料对接轨道;3、防护罩;4、有机排风管路;5、操作面板;6、下料对接轨道;7、托盘扫码系统;8、托盘周转轨道;9、加热平台;10、加热主机结构;11、冷却风道系统;12、模块扫码器;13、模块上下料机械手;14、Y轴模组;15、Z轴模组;16、X轴模组;17、模块夹具;18、伺服夹紧机构;19、R轴转动机构;20、轨道横移机构。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-14,本发明提供一种侧框基板自动固化设备,包括:机架1、加热平台9和模块上下料机械手13;
机架1上表面安装有防护罩3,且防护罩3顶部设置有机排风管路4,同时防护罩3左侧安装有上料对接轨道2,并且防护罩3右侧安装有下料对接轨道6,防护罩3的外表面固定设置有操作面板5;
加热平台9设置在机架1的上表面,且加热平台9的表面设置有加热主机结构10,同时加热主机结构10下侧设置有冷却风道系统11,并且冷却风道系统11端部设置有托盘扫码系统7;
模块上下料机械手13上安装有模块扫码器12。
小托盘为周转托盘,正面设有二维码,当上游来料后,上料对接轨道2进行对接,托盘及模块流转至模块上料位,轨道下方的两个伺服电动缸分别依次将模块从托盘上顶起,模块上下料机械手13上安装有模块扫码器12,读取模块ID,机械手上装有伺服夹紧机构18,夹持力矩和距离可调,一副夹具可适应不同的模块产品;机械手抓取模块放置到加热位,系统并开始记录加热时间。
后续的空托盘流在托盘周转轨道8内存储,可存储10块空托盘。
模块基板加热完成后,机械手上方的模块扫码器12读取模块二维码数据,然后机械手抓取模块放置到模块下料工位,然后托盘从模块下料位流转至托盘下料扫码位,读取托盘二维码,系统将烘烤后的模块二维码数据和托盘二维码进行关联一一对应。
加热平台9分布在加热平台9的两侧,每个布置8个加热工位;加热主机结构10布置在机架两边外侧,方便操作人员更换加热基板。
作为一种较佳的实施方式,机架1上安装有加热主机设备,且此加热主机设备由16台加热主机结构10、1套加热平台9、1套模块上下料机械手13、1套托盘周转轨道8、2套托盘对接轨道、1套等离子冷却风道、1套模块扫码系统和1套托盘扫码系统等组成。
模块扫码系统:安装在伺服夹紧机构18的上方,随模块夹紧机构一起移动,夹紧机构抓取摆放待固化产品放入中转台时,扫码器对产品扫码,读取模块ID,关联产品型号,自动下发烘烤配方。
作为一种较佳的实施方式,加热平台9分布在托盘周转轨道8的两侧,且每组加热平台9的表面均匀布置8个加热工位,同时加热主机结构10布置在机架1的两边外侧。
作为一种较佳的实施方式,模块上下料机械手13包括Y轴模组14、Z轴模组15、X轴模组16、模块夹具17、伺服夹紧机构18和R轴转动机构19,且X轴模组16设置在机架1上端边缘部,同时X轴模组16侧端安装有Y轴模组14,Y轴模组14上安装有Z轴模组15,Z轴模组15底部安装有R轴转动机构19,R轴转动机构19底部通过伺服夹紧机构18与模块夹具17相连接。
模块上下料机械手13安装在加热平台9的上方, 采用X/Y/Z/R四轴机械手型式,该设备包括X轴滑台,该滑台设有伺服驱动,速度可分段调节;X轴滑台上装有上Y/Z轴模组,Y横移和Z升降模组均采用伺服电机驱动,机械手升降和横移速度可分段调节;机械手配备1模块夹持机构,X/Y/Z轴的重复定位精度±0.05mm。
模块上下料机械手13可实现模块的前后、左右、上下、旋转、夹起和松开等动作,通过模块上下料机械手13将待固化产品从模块上、下料工位放至加热工位;模块固化完成后,通过上下料机械手将固化后的模块从加热工位抓起放至模块上、下料工位。
模块上下料机械手13手动作设有闭环和异常反馈,每步工艺流程动作设有光电开关,检测机械手动作是否到位,并显示机械手位移距离,形成闭环位移反馈。
作为一种较佳的实施方式,模块夹具17设置为两组,且两组模块夹具17为相向移动结构,且模块夹具17的剖面为“L”形设置。
模块上下料机械手13通过模块夹具17对产品进行上、下料周转,产品换型时无需人工更换夹持机构夹具,不同模块混线共同生产,模块的转换不需转换工装夹具,另上下料机械手的夹具设有定位槽,可对小托盘进行整理定位,抓取时夹具与小托盘保持微量间隙,避免夹伤托盘,该夹具在断气或断电时,保持原有位置,不会发生产品掉落问题。
作为一种较佳的实施方式,下料对接轨道6与上料对接轨道2的底部均安装有轨道横移机构20。
作为一种较佳的实施方式,Y轴模组14与Z轴模组15均采用伺服电机驱动,X轴模组16的滑台通过伺服驱动,X轴模组16上安装有Y轴模组14、Z轴模组15。
所需固化的产品为S模块,共有9种型号产品,所有产品均可共用一个模块托盘,产品均放在215×305mm的模块托盘上,每个托盘上放置模块数量最多为2个;也可能为0个或者1个。
IGBT模块侧框胶自动固化设备能够在产品固化过程中实现全自动上、下料,有效提高工作效率,且能够有效避免固化后的产品的温度高,导致人员误操作时易被烫伤的情况。
加热平台9通过加热基板进行加热工作,加热基板材质采用硬质阳极航空铝板,加热板表面耐磨,对于平板模块采用同一加热基板,160mm*160mm*10,对于带有针翅的模块,分别配备不同的加热基板,加热基板布置在设备两侧,便于更换维护。
在烘烤结束或过温保护时发生声光报警,控温回路与过温保护回路相互独立,当实际温度超越过温保护温度的设定时,自动关闭并锁定加热元件,并进行报警,等待操作员手动确认。
当上游托盘来料时,通过SMEMA通讯确认来料信息后,上料托盘对接轨道进行对接,托盘及模块流转至模块上下料工位,轨道下方的两个伺服电动缸分别依次将模块从托盘上顶起,上方的机械手装有扫码器,读取模块ID,机械手装有伺服夹持机构,夹持力矩和距离可调,一副夹具可适应不同的模块产品;机械手抓取模块放置到加热位,系统并开始记录加热时间。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种侧框基板自动固化设备
- 一种阿胶胶坨自动脱模设备的脱模具侧框装置