一种炸篮用自动绕线设备
文献发布时间:2023-06-19 12:14:58
【技术领域】
本发明涉及一种炸篮用自动绕线设备。
【背景技术】
炸篮是用于放置或盛放物品的篮子,炸篮通常由框架以及缠绕在框架外侧的铁线构成;目前市场上的炸篮在生产制造过程中,依然采用人工方式的绕制方式,需要多名工人耗费较长时间才能完成,绕制效率低,人工成本高,并且采用人工绕制的炸篮存在产品质量不能够保证的问题。
为此,本发明即针对上述问题而研究提出。
【发明内容】
本发明目的是克服了现有技术的不足,提供一种炸篮用自动绕线设备,可以改善现有技术存在的问题,能够降低人工成本,具有绕制效率高,产品质量高的特点。
本发明是通过以下技术方案实现的:
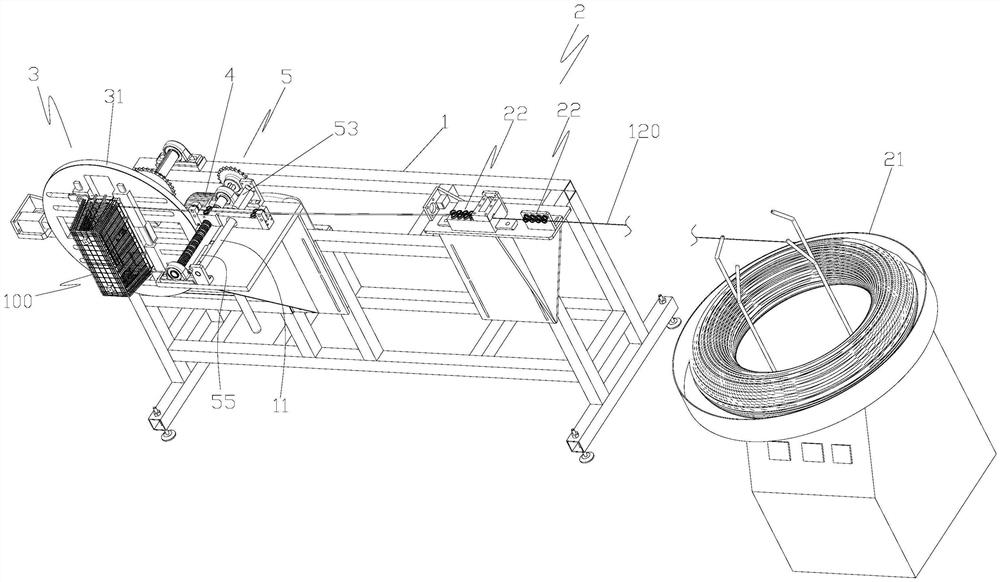
一种炸篮用自动绕线设备,包括机架1,所述机架1上设有用于输送铁线120的铁线输送装置2,所述机架1上设有能装夹炸篮100的框架110并能将铁线120缠绕于所述框架110上的绕制机构3,所述机架1上设有能驱使绕制机构3相对机架1转动的驱动装置4,所述机架1上位于绕制机构3与铁线输送装置2之间设有当绕制机构3将所述铁线120缠绕于所述框架110过程中能使得铁线120沿框架110逐层缠绕的排线装置5。
如上所述一种炸篮用自动绕线设备,其特征在于所述排线装置5包括设在机架1上并能相对机架1横向移动的排线座51,所述铁线120穿设在排线座51上并在跟随排线座51移动,所述机架1与排线座51之间设有能驱使排线座51相对机架1横向移动的驱动机构。
如上所述一种炸篮用自动绕线设备,其特征在于所述驱动机构包括设在机架1上并能相对机架1转动的丝杆52,所述丝杆52与排线座51连接,并且在所述丝杆52转动时能带动排线座51横向移动。
如上所述一种炸篮用自动绕线设备,其特征在于所述驱动机构包括设在机架1上并能相对机架1转动的丝杆52,所述丝杆52与绕制机构3同步转动连接且与排线座51连接,并且在所述丝杆52转动时能带动排线座51横向移动;所述机架1与排线座51之间设有能驱使排线座51与丝杆52分离的分离机构510,所述机架1与排线座51之间设有在分离机构510驱使排线座51与丝杆52分离后能驱使排线座51复位的复位结构53。
如上所述一种炸篮用自动绕线设备,其特征在于所述机架1上设有横向连接杆11,所述排线座51转动的套设于横向连接杆11上并能沿横向连接杆11移动;所述分离机构510包括设在排线座51上的开口槽511,所述开口槽511内设有与丝杆52啮合传动的螺纹,所述分离机构510还包括能驱使开口槽511的螺纹与丝杆52分离的分离气缸。
如上所述一种炸篮用自动绕线设备,其特征在于所述机架1与排线座51之间设有导向结构54。
如上所述一种炸篮用自动绕线设备,其特征在于所述机架1上设有在排线座51复位时能确保排线座51处于设定位置的限位结构55。
如上所述一种炸篮用自动绕线设备,其特征在于所述绕制机构3包括设在机架1上并与驱动装置4传动连接的转动盘31,所述转动盘31上设有能跟随转动盘31转动并用于装夹炸篮100的框架110的装夹组件32,所述转动盘31转动时,所述铁线120沿框架110周侧圆周逐层缠绕。
如上所述一种炸篮用自动绕线设备,其特征在于所述装夹组件32包括至少两根能发生相对移动的装夹杆321,所述装夹杆321与转动盘31之间设有能驱使装夹杆321相对转动盘31移动的驱动结构33。
如上所述一种炸篮用自动绕线设备,其特征在于所述装夹杆321数量为四根,四根所述装夹杆321间隔设在转动盘31上;所述驱动结构33包括能驱使同一轴线上的两装夹杆321发生横向移动的横向移动组件331,所述横向移动组件331与装夹杆321之间设有能驱使同一轴线上的两装夹杆321发生竖向移动的竖向移动组件332。
如上所述一种炸篮用自动绕线设备,其特征在于所述铁线输送装置2包括设在机架1上并用于储放铁线120的储放盘21以及能对铁线120进行牵引校直的牵引校直组件22。
与现有技术相比较,本发明具有如下优点:
1、本发明包括机架,所述机架上设有用于输送铁线的铁线输送装置,所述机架上设有能装夹炸篮的框架并能将铁线缠绕于所述框架上的绕制机构,所述机架上设有能驱使绕制机构相对机架转动的驱动装置,所述机架上位于绕制机构与铁线输送装置之间设有当绕制机构将所述铁线缠绕于所述框架过程中能使得铁线沿框架逐层缠绕的排线装置;在绕制时,先将炸篮的框架放置在绕制机构装夹,然后将铁线一端相对固定连接在炸篮的框架上,之后驱动装置驱使绕绕制机构带动框架相对机架转动,从而使得铁线缠绕于框架上,同时在铁线缠绕过程中,排线装置驱使铁线沿框架逐层缠绕,并且排线装置能够对铁线缠绕于框架上的缠绕位置进行调整,解决之前采用人工绕制存在绕制效率低,产品质量不能保证的问题,具有绕制效率高,产品质量好,自动化高的特点。
2、所述驱动机构包括设在机架上并能相对机架转动的丝杆,所述丝杆与排线座连接,能够使得排线座稳定、匀速的移动,防止排线座移动时块时慢,即使得排线座能够均匀的将铁线缠绕在框架上,绕制效果好。
3、所述驱动机构包括设在机架上并能相对机架转动的丝杆,所述丝杆与绕制机构同步转动连接且与排线座连接,并且在所述丝杆转动时能带动排线座横向移动;所述机架与排线座之间设有能驱使排线座与丝杆分离的分离机构,所述机架与排线座之间设有在分离机构驱使排线座与丝杆分离后能驱使排线座复位的复位结构,当绕制机构已将炸篮的框架绕制完铁线时,此刻分离机构驱使排线座与丝杆分离,然后复位结构驱使排线座复位,即将排线座移动至开始绕制铁线时的设定位置,然后将需要绕制铁线的框架装夹在绕制机构上,就能直接将铁线与框架连接而实现绕制工作,具有设计合理,绕制效率高的特点。
4、为了使得排线座稳定移动,防止排线座偏移错位,提高绕制效果,所述机架与排线座之间设有导向结构。
5、所述装夹组件包括至少两根能发生相对移动的装夹杆,所述装夹杆与转动盘之间设有能驱使装夹杆相对转动盘移动的驱动结构,能够装夹不同规格类型的炸篮的框架,具有实用性高的特点。
【附图说明】
下面结合附图对本发明的具体实施方式作进一步详细说明,其中:
图1为本发明的结构示意图之一。
图2为本发明的结构示意图之二。
图3为本发明的结构示意图之三。
图4为本发明的绕制机构的结构示意图。
图5为本发明的绕制机构的剖视图。
图6为本发明的排线装置的结构示意图之一。
图7为本发明的排线装置的结构示意图之二。
图8为本发明的炸篮的示意图。
【具体实施方式】
下面结合附图1-8对本发明的实施方式作详细说明。
如图1-8所示,本发明一种炸篮用自动绕线设备,包括机架1,所述机架1上设有用于输送铁线120的铁线输送装置2,所述机架1上设有能装夹炸篮100的框架110并能将铁线120缠绕于所述框架110上的绕制机构3,所述机架1上设有能驱使绕制机构3相对机架1转动的驱动装置4,所述机架1上位于绕制机构3与铁线输送装置2之间设有当绕制机构3将所述铁线120缠绕于所述框架110过程中能使得铁线120沿框架110逐层缠绕的排线装置5。所述驱动装置4为驱动马达或驱动电机。在绕制时,先将炸篮的框架放置在绕制机构装夹,然后将铁线一端相对固定连接在炸篮的框架上,之后驱动装置驱使绕绕制机构带动框架相对机架转动,从而使得铁线缠绕于框架上,同时在铁线缠绕过程中,排线装置驱使铁线沿框架逐层缠绕,并且排线装置能够对铁线缠绕于框架上的缠绕位置进行调整,解决之前采用人工绕制存在绕制效率低,产品质量不能保证的问题,具有绕制效率高,产品质量好,自动化高的特点。
为了使得绕制机构稳定转动,所述驱动装置4与绕制机构3之间通过齿轮组传动连接。所述齿轮组为常规结构。
所述排线装置5包括设在机架1上并能相对机架1横向移动的排线座51,所述铁线120穿设在排线座51上并在跟随排线座51移动,所述机架1与排线座51之间设有能驱使排线座51相对机架1横向移动的驱动机构。在绕制时,驱动机构驱使排线座51带动铁线相对机架横向移动,即使得铁线120沿框架110均匀逐层缠绕,缠绕效果好。
所述驱动机构包括设在机架1上并能相对机架1转动的丝杆52,所述丝杆52与排线座51连接,并且在所述丝杆52转动时能带动排线座51横向移动;能够使得排线座稳定、匀速的移动,防止排线座移动时块时慢,即使得排线座能够均匀的将铁线缠绕在框架上,绕制效果好。
所述驱动机构包括设在机架1上并能相对机架1转动的丝杆52,所述丝杆52与绕制机构3同步转动连接且与排线座51连接,并且在所述丝杆52转动时能带动排线座51横向移动;所述机架1与排线座51之间设有能驱使排线座51与丝杆52分离的分离机构510,所述机架1与排线座51之间设有在分离机构510驱使排线座51与丝杆52分离后能驱使排线座51复位的复位结构53。在本实施方式中,所述复位结构53为复位伸缩气缸,所述复位伸缩气缸一端与机架1连接,所述复位伸缩气缸的气缸杆与排线座51抵靠连接。当绕制机构已将炸篮的框架绕制完铁线时,此刻分离机构驱使排线座与丝杆分离,然后复位结构驱使排线座复位,即将排线座移动至开始绕制铁线时的设定位置,然后将需要绕制铁线的框架装夹在绕制机构上,就能直接将铁线与框架连接而实现绕制工作,具有设计合理,绕制效率高的特点;所述丝杆52与绕制机构3同步转动连接且与排线座51连接,只需一个驱动装置即可驱使绕制机构和排线装置工作,降低制造成本,并且确保绕制机构和排线装置同步工作。
所述机架1上设有横向连接杆11,所述排线座51转动的套设于横向连接杆11上并能沿横向连接杆11移动;所述分离机构510包括设在排线座51上的开口槽511,所述开口槽511内设有与丝杆52啮合传动的螺纹,所述分离机构510还包括能驱使开口槽511的螺纹与丝杆52分离的分离气缸。在本实施方式中,所述分离气缸一端与机架1活动连接,所述分离气缸的气缸杆与排线座51相对固定连接,在排线座51横向移动时,分离气缸随之移动。在对排线座复位时,分离气缸驱使排线座51以横向连接杆11为转动轴而向上转动,即使得开口槽511的螺纹与丝杆52分离,进而使得排线座与丝杆52分离,此刻复位结构53能驱使排线座复位,通过将排线座51转动的套设于横向连接杆11上,能够使得排线座51稳定移动,确保排线装置工作稳定。
为了使得排线座稳定移动,防止排线座偏移错位,提高绕制效果,所述机架1与排线座51之间设有导向结构54。
为了使得排线座移动顺畅,减小排线座与机架二者间的摩擦力,所述导向结构54包括设在机架1上的导向滑轨541,所述排线座51上转动连接有能沿导向滑轨541滑动的滚轮542。
所述机架1上设有在排线座51复位时能确保排线座51处于设定位置的限位结构55。所述限位结构55为连接在机架1上的调节限位螺杆,能够通过调节限位螺杆能够调整排线座复位时所处的设定位置,从而适应不同类型规格的炸篮的框架;在绕制时,只需首次根据框架规格类型调节好调节限位螺杆即可使得排线座连同铁线处于设定位置,无需重复调节。
为了更好的将铁线绕制在框架上,所述绕制机构3包括设在机架1上并与驱动装置4传动连接的转动盘31,所述转动盘31上设有能跟随转动盘31转动并用于装夹炸篮100的框架110的装夹组件32,所述转动盘31转动时,所述铁线120沿框架110周侧圆周逐层缠绕。
所述装夹组件32包括至少两根能发生相对移动的装夹杆321,所述装夹杆321与转动盘31之间设有能驱使装夹杆321相对转动盘31移动的驱动结构33,能够装夹不同规格类型的炸篮的框架,具有实用性高的特点。
所述装夹杆321数量为四根,四根所述装夹杆321间隔设在转动盘31上;所述驱动结构33包括能驱使同一轴线上的两装夹杆321发生横向移动的横向移动组件331,所述横向移动组件331与装夹杆321之间设有能驱使同一轴线上的两装夹杆321发生竖向移动的竖向移动组件332。在调节时,操作横向移动组件331能够调节同一轴线上的两装夹杆321之间的距离,操作竖向移动组件332能够调节同一轴线上的两装夹杆321发生竖向移动,从而能够根据炸篮的不同规格类型来调节装夹组件。
为了方便调节装夹组件,所述横向移动组件331包括设在转动盘31的多条横向滑槽3311,所述横向滑槽3311内滑动连接有滑动块3312,所述滑动块3312连接有能随其横向滑动的连杆3313;所述竖向移动组件332为套设在连杆3313上能相对连杆3313竖向移动的竖向滑块,所述竖向滑块与装夹杆321相对固定连接。
所述铁线输送装置2包括设在机架1上并用于储放铁线120的储放盘21以及能对铁线120进行牵引校直的牵引校直组件22。牵引校直组件22包括设在机架1或排线座51上的多组横向滚轮组和多组纵向滚轮组,能够为铁线提供完成的输送链,同时通过牵引校直组件22能够确保在绕制过程中保持铁线的紧持,避免铁线脱线缠绕,确保铁线的顺利缠绕。
为了便于输送铁线,所述机架1上设有能驱使储放盘21转动的储放盘驱动电机。
工作原理:
先将炸篮100的框架110放置于装夹组件32上装夹,然后将铁线120与框架110连接,之后驱动装置4带动转动盘31连同装夹组件32相对机架1转动,即使得铁线120缠绕于框架110上;
在绕制过程中,丝杆52与转动盘31同步转动,即丝杆52驱使排线座51连同铁线120相对机架1横向移动,从而使得铁线120沿框架110逐层缠绕;
待绕制结束后,将铁线120与框架110分离,然后分离气缸驱使排线座51以横向连接杆11为转动轴向上转动,使得开口槽511的螺纹与丝杆分离,进而使得排线座51与丝杆52分离,之后复位结构53驱使排线座51连同铁线120沿横向连接杆11移动至设定位置,即使得排线座51复位,然后将需要绕制铁线120的框架110装夹在装夹组件32上,就可以直接将铁线120与框架110连接而实现绕制工作,具有设计合理,绕制效率高,产品质量高的特点。
- 一种炸篮用自动绕线设备
- 炸篮边网的自动编织设备