增材制造钛铝金属间化合物用钛药芯焊丝及其制备方法
文献发布时间:2023-06-19 12:14:58
技术领域
本发明属于钛铝金属间化合物技术领域,具体涉及一种增材制造钛铝金属间化合物用钛药芯焊丝及其制备方法。
背景技术
钛铝金属间化合物,因其具有高比强度、比模量、良好的抗氧化性、抗蠕变性等优点,被认为是新世纪有希望取代Ni基高温合金的高温结构材料之一。然而,钛铝金属间化合物合金在室温条件下因为超点阵位错的低可动性以及缺乏足够的形变方式等特点,呈现出较差的加工性能。当前钛铝金属间化合物只能通过铸造和高温塑性成形进行加工,其高昂的制造成本和较长的制造周期限制了钛铝金属间化合物的进一步应用。
增材制造技术是基于材料分层累加原理,自下而上逐层累积材料,成型三维实体构件的制造方法,该技术具有工艺流程简单、材料利用率高、成型效率高等优点,尤为适用于钛铝金属间化合物的制造。增材制造技术根据制造工艺的不同可分为铺粉选区熔化、送粉熔化沉积和送丝熔化沉积三种方法。公开号为CN110449581A的发明专利中公开了一种激光熔化沉积制备TiAl+Ti
现有技术中采用送丝熔化沉积的方法能够解决上述问题,且送丝熔化沉积技术加工效率高、自由度高,尤为适合制备大尺寸构件。但是钛铝金属间化合物室温塑性差难以实现拉丝,因此拉丝制备其焊丝而实现其增材制造的可行性极低。公开号分别为CN110605462A、CN112139650A和CN112139649A的三项发明专利均涉及送丝熔化沉积金属间化合物的制备方法,这三项发明专利采用了双丝送丝的方法,通过控制钛丝和铝丝的双丝送丝机构制备钛铝金属间化合物。但是,双丝送丝机构一方面增加了设备成本,另一方面增加了设备运动机构的复杂程度,在沉积过程中势必会由于运动干涉等问题影响金属沉积路径,不利于制备结构复杂的金属构件,具有一定的局限性。
发明内容
本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种增材制造钛铝金属间化合物用钛药芯焊丝。该钛药芯焊丝通过将粉末态的药芯包裹在钛外壳中形成,解决了钛铝金属间化合物室温塑性差难以实现拉丝为成型焊丝的问题,实现了采用单根焊丝进行钛铝金属间化合物的制备,使得钛药芯焊丝沉积形成的构件具有良好的强塑性匹配。
为解决上述技术问题,本发明采用的技术方案是:增材制造钛铝金属间化合物用钛药芯焊丝,所述钛药芯焊丝由包裹有钛外壳的药芯组成,所述药芯为粉末态,所述钛药芯焊丝由以下摩尔百分含量的组分构成:40%~50%的Al,1%~8%的Nb,1%~4%的Mo,0.1%~0.5%的B和余量的Ti及不可避免的杂质。
本发明采用塑性优良的钛管作为外皮包裹复合粉末的方式制备钛药芯焊丝,药芯中添加40%~50%的Al以保证符合钛铝金属间化合物的原子百分比要求,通过添加1%~8%的Nb可以提高钛铝金属间化合物的力学性能,添加1%~4%的Mo可以促使钛铝金属间化合物形成β0相增加塑性,添加微量的B可以在沉积过程中生成TiB从而钉扎晶界,起到细化晶粒的目的,该药芯成分可以使得本发明的钛药芯焊丝沉积形成的构件具有良好的强塑性匹配,可有效解决钛铝金属间化合物室温脆性大而无法拉丝成型的问题。
上述的增材制造钛铝金属间化合物用钛药芯焊丝,所述钛药芯焊丝由以下摩尔百分含量的组分构成:43%~45%的Al,3%~5%的Nb,1%~2%的Mo,0.1%~0.2%的B和余量的Ti及不可避免的杂质。
上述的增材制造钛铝金属间化合物用钛药芯焊丝,所述粉末态的药芯的粒度为200目。通过控制药芯的粒度,使粉末态的药芯具有较好的流动性,具有优异的装填效果,使药芯孔隙率减小,在用于电弧增材制造钛铝金属间化合物时,提高了钛铝金属间化合物的性能。
另外,本发明还提供了一种增材制造钛铝金属间化合物用钛药芯焊丝的制备方法,该方法包括以下步骤:
步骤一、将钛管依次进行酸洗和超声清洗,得到洁净钛管;
步骤二、将Al粉,Nb粉,Mo粉和B粉置于球磨机中,然后在惰性气体气氛下进行球磨,得到复合粉末;
步骤三、向步骤一中得到的洁净钛管中填满步骤二中得到的复合粉末,并将洁净钛管的两端密封,得到焊丝坯料;
步骤四、将步骤三中得到的焊丝坯料进行减径拉长,得到用于电弧增材制造钛铝金属间化合物的钛药芯焊丝。
上述的方法,步骤一中所述钛管的外径与内径之比为(1.3~1.5):1。通过控制钛管的外径与内径之比,保证了钛药芯焊丝具有适宜的强度,同时保证了钛药芯焊丝中钛的含量满足钛铝金属间化合物的原子百分比要求。
上述的方法,步骤四中所述减径拉长为进行轧制和拉拔,每两道次所述轧制和拉拔后将焊丝坯料进行去应力退火,所述去应力退火在真空管式炉中进行,时间为45min~60min,温度为630℃~650℃。通过进行减径拉长将焊丝坯料制备成外径适宜使用的钛药芯焊丝,通过在真空管式炉中去应力退火,避免了钛管开裂。
本发明与现有技术相比具有以下优点:
1、本发明将粉末态的药芯包裹在钛外壳中形成钛药芯焊丝,解决了钛铝金属间化合物室温塑性差难以实现拉丝为成型焊丝的问题,实现了采用单根焊丝进行钛铝金属间化合物的制备,在进行原位电弧增材制造钛铝金属间化合物时,无须对设备进行额外改造,设备投入低。
2、本发明通过添加Nb提高了钛铝金属间化合物的力学性能,通过添加Mo促使钛铝金属间化合物形成β0相增加塑性,通过添加B在沉积过程中生成TiB从而钉扎晶界,起到细化晶粒的目的,使得本发明的钛药芯焊丝沉积形成的构件具有良好的强塑性匹配。
3、本发明的钛药芯焊丝进行送丝熔化沉积钛铝金属间化合物,加工效率高、自由度高,尤为适合制备大尺寸构件,制备的钛铝金属间化合物表面平整光滑,成型质量良好,无焊瘤、氧化、开裂或孔隙等缺陷。
4、本发明通过控制药芯的粒度,使粉末态的药芯具有较好的流动性,具有优异的装填效果,使药芯孔隙率减小,在用于电弧增材制造钛铝金属间化合物时,提高了钛铝金属间化合物的性能。
5、本发明通过控制钛管的外径与内径之比,保证了钛药芯焊丝具有适宜的强度,同时保证了钛药芯焊丝中钛的含量满足钛铝金属间化合物的原子百分比要求;通过进行减径拉长将焊丝坯料制备成外径适宜使用的钛药芯焊丝,通过在真空管式炉中去应力退火,避免了钛管开裂。
下面通过附图和实施例对本发明的技术方案作进一步的详细描述。
附图说明
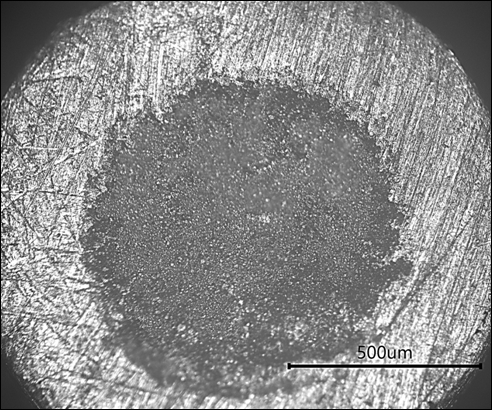
图1是本发明实施例1制备的钛药芯焊丝的横截面图。
图2是本发明实施例1制备的钛铝金属间化合物的实物图。
图3是本发明实施例1制备的钛铝金属间化合物的SEM图。
具体实施方式
实施例1
本实施例的用于电弧增材制造钛铝金属间化合物的钛药芯焊丝由包裹有钛外壳的药芯组成,所述药芯为粉末态,所述钛药芯焊丝由以下摩尔百分含量的组分构成:44%的Al,4%的Nb,1.5%的Mo,0.15%的B和余量的Ti及不可避免的杂质。
本实施例的钛药芯焊丝的制备方法包括以下步骤:
步骤一、将钛管依次进行酸洗和超声清洗,得到洁净钛管;所述钛管的外径与内径之比为1.4:1;
步骤二、将Al粉,Nb粉,Mo粉和B粉置于球磨机中,然后在惰性气体气氛下进行球磨,得到复合粉末;
步骤三、向步骤一中得到的洁净钛管中填满步骤二中得到的复合粉末,并将洁净钛管的两端密封,得到焊丝坯料;所述密封采用TIG焊进行;
步骤四、将步骤三中得到的焊丝坯料进行减径拉长,得到用于电弧增材制造钛铝金属间化合物的钛药芯焊丝,所述减径拉长为进行轧制和拉拔,每两道次轧制和拉拔后将焊丝坯料进行去应力退火,去应力退火在真空管式炉中进行,时间为45min,温度为650℃。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
图1是本实施例制备的钛药芯焊丝的横截面图,从图1中可以看出,本实施例制备的钛药芯焊丝为药芯包覆有钛外壳的结构。
图2是本实施例制备的钛铝金属间化合物的实物图,从图2中可以看出,该成型构件表面平整光滑,成型质量良好,无焊瘤、氧化等缺陷。
图3是本实施例制备的钛铝金属间化合物的SEM图,从图3中可以看出,材料显微组织由片层状的钛铝金属间化合物及少量的等轴α
实施例2
本实施例与实施例1的不同之处在于:步骤三中所述密封采用激光焊接进行,步骤四中所述应力退火处理的时间为60min,温度为630℃。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
实施例3
本实施例与实施例1的不同之处在于:步骤三中所述密封采用电子束焊进行,步骤四中所述应力退火处理的时间为50min,温度为640℃。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
实施例4
本实施例与实施例1的不同之处在于:所述钛药芯焊丝由以下摩尔百分含量的组分构成:40%的Al,6%的Nb,1%的Mo,0.2%的B和余量的Ti及不可避免的杂质;步骤三中所述密封采用等离子弧焊进行。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
实施例5
本实施例与实施例1的不同之处在于:所述钛药芯焊丝由以下摩尔百分含量的组分构成:50%的Al,1%的Nb,4%的Mo,0.4%的B和余量的Ti及不可避免的杂质。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
实施例6
本实施例与实施例1的不同之处在于:所述钛药芯焊丝由以下摩尔百分含量的组分构成:44%的Al,8%的Nb,2%的Mo,0.5%的B和余量的Ti及不可避免的杂质。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
实施例7
本实施例与实施例1的不同之处在于:所述钛药芯焊丝由以下摩尔百分含量的组分构成:46%的Al,2%的Nb,3%的Mo,0.1%的B和余量的Ti及不可避免的杂质。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
实施例8
本实施例与实施例1的不同之处在于:所述钛药芯焊丝由以下摩尔百分含量的组分构成:43%的Al,5%的Nb,1%的Mo,0.1%的B和余量的Ti及不可避免的杂质。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
实施例9
本实施例与实施例1的不同之处在于:所述钛药芯焊丝由以下摩尔百分含量的组分构成:45%的Al,3%的Nb,2%的Mo,0.2%的B和余量的Ti及不可避免的杂质。
将本实施例制备的钛药芯焊丝采用电弧增材制造的方式制备钛铝金属间化合物,得到的钛铝金属间化合物成型质量良好,表面平整光滑,无开裂、孔隙、焊瘤、氧化等缺陷。
以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制。凡是根据发明技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本发明技术方案的保护范围内。
- 增材制造钛铝金属间化合物用钛药芯焊丝及其制备方法
- 一种电弧堆焊增材制造用过共晶铁‑铬‑碳‑钛‑铌‑氮‑铝酸镧药芯焊丝