一种医用缝合线及其制备方法
文献发布时间:2023-06-19 12:19:35
技术领域
本发明涉及医学材料技术领域,尤其涉及一种医用缝合线及其制备方法。
背景技术
医用缝合线是指在外科手术中用于结扎止血、缝合止血和组织缝合的特殊医用线。理想的医用缝合线在体内比较稳定,不易断裂且组织反应小。
现有的医用缝合线在使用时,需要与缝针配套使用。使用前的准备阶段,需要将缝合线与缝针进行连接。对于操作人员来说,二者之间的连接操作不便,且需花费的时间较长;而且缝合线与缝针之间的连接往往不够牢固,易在缝合过程中断开,从而给医生的操作带来诸多不便。
现有的缝针多为不锈钢针,不锈钢是属于不可吸收的材料,生物相容性不佳,在使用过程中易导致机体出现炎症,进而影响机体的愈合。另外,缝针与缝合线的连接过程易引入细菌,并且细菌易在缝合线与缝针的连接处滋长,从而导致缝合线受到细菌感染,进而导致缝合处出现细菌感染的问题。
发明内容
针对现有技术存在的问题,本发明提供一种针线一体成型的医用缝合线及其制备方法,能够有效提高医用缝合线的安全性。
本发明在第一方面提供了一种医用缝合线,所述医用缝合线包括:缝针部和缝线部,所述缝针部和所述缝线部是采用可吸收材料一体成型而形成的;所述缝针部和缝线部的连接强度等于缝线部的拉伸强度。
本发明在第二方面提供了一种医用缝合线的制备方法,包括如下步骤:将可吸收材料进行一体纺丝,制得缝合线的线材;在所述线材端部形成缝针部,得到针线一体成型缝合线。
本发明实施例与现有技术相比至少具有如下有益效果:
1、本发明实施例缝针部和缝线部均选用可吸收材料,由此,使得制成的医用缝合线具有良好的生物相容性,克服了现有技术中由于不锈钢缝针生物相容性差导致机体出现不良反应。
2、本发明实施例缝针部和缝线部采用一体成型的方式制成医用缝合线,不仅能够克服现有技术中缝针部和缝线部连接不牢固的问题,而且也能够避免因缝针部和缝线部连接所导致细菌引起的感染风险;由此增强了医用缝合线操作过程中的便捷性,提升了医用缝合线使用的安全性。
3、本发明实施例医用缝合线采用纺织领域的制备方法制备而成,由此简化了制备过程,提高了医用缝合线的适用性。
附图说明
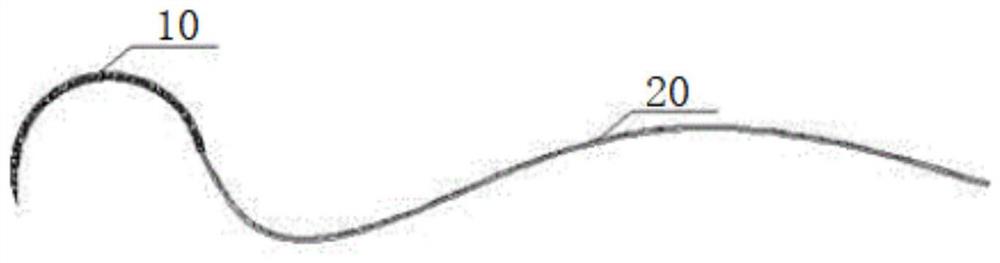
图1是本发明实施例1中医用缝合线的结构示意图。
其中,10、缝针部,20、缝线部。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明实施例在第一方面提供一种医用缝合线,所述医用缝合线包括:缝针部和缝线部,所述缝针部和所述缝线部是采用可吸收材料一体成型而形成的;所述缝针部和缝线部的连接强度等于缝线部的拉伸强度。由此,本发明实施例缝针部和缝线部均采用可吸收材料,能够有效提高医用缝合线的生物相容性,解决了现有技术中医用缝合线在缝合过程中由于缝针的引入而引起的不良反应的问题;缝针部和缝线部采用一体成型的方式,解决了现有技术中缝针部和缝线部连接的问题,增强了操作的便捷性,提高了医用缝合线使用的安全性。
在进一步的实施例中,所述可吸收材料为对二氧环己酮、丙交酯、乙交酯和己内酯中的一种单体形成的聚合物或多种单体形成的共聚物。由此,选取合适可吸收材料不仅能够有效提高医用缝合线吸收的稳定性和连接的机械强度,而且还能够实现根据不同组织需要调节医用缝合线的降解周期。
在进一步的实施例中,所述共聚物为对二氧环己酮与已内酯形成的共聚物或者丙交酯和乙交酯形成的共聚物。
在进一步的实施例中,所述缝线部为单股缝合线。由此,采用单股缝合线作为缝线部,一方面能够在缝合过程中减少缝线部的阻力,从而避免由于阻力太大导致缝合过程中细菌对医用缝合线的附着;另一方面还能够提高缝针部和缝线部的连接强度,避免缝针部和缝线部连接处出现断裂的问题。
在进一步的实施例中,所述缝针部的形状为直线型或弯曲型等,所述缝针部针尖的形状为圆针或角针。
本发明实施例在第二方面提供了由本发明实施例在第一方面所述医用缝合线的制备方法,该制备方法包括如下步骤:将可吸收材料进行一体纺丝,制得缝合线的线材;在所述线材端部形成缝针部,得到针线一体成型缝合线。由此,简化了医用缝合线的制备过程。
在进一步的实施例中,将可吸收材料进行一体纺丝,制得缝合线的线材,包括:利用可吸收材料制成可吸收初生纤维;将可吸收初生纤维依次经过冷却处理、热水牵伸处理、热空气牵伸处理和热定型处理,得到可吸收线材;对所述可吸收线材进行裁剪处理,得到预设长度的缝合线的线材。由此,通过纺织领域的制备方法能够制得缝合线的线材,简化了线材的制备过程。
在进一步的实施例中,所述制备方法还包括:对所述针线一体成型缝合线的缝针部覆盖涂层,得到具有涂层的缝合线。由此,能够提高医用缝合线缝针部的强度,从而使得医用缝合线能够顺利刺穿缝合处的组织。
在进一步的实施例中,在所述线材端部形成缝针部,包括:将所述线材端部置于加热区进行加热处理;将所述线材中加热处理后的一端快速转移至模压区,并在所述模压区进行模压处理,从而在所述线材端部形成特定形状的缝针部中间体;对所述缝针部中间体进行机械加工形成针尖,得到缝针部。由此,通过对线材的一端进行加热处理,从而改变线材端部可吸收材料分子结构内部的排布方式,进而提高线材端部的强度。另外,通过加热处理还可以提高线材的可塑性,从而有利于线材端部形成不同的形状,提高医用缝合线结构的多样性。
在进一步的实施例中,将所述线材端部置于加热区进行加热处理,包括:对所述线材端部涂上挥发性胶溶液,待所述挥发性胶溶液的溶剂挥发后形成胶黏段;将所述线材的胶黏段置于加热区进行加热处理。由此通过对线材端部涂覆挥发性胶溶液形成涂层,从而提高了线材端部的强度。
在进一步的实施例中,将所述线材端部置于加热区进行加热处理,包括:将所述线材端部涂上液体反应型胶,待反应型胶反应固化后形成胶黏段;将所述线材的胶黏段置于加热区进行加热处理。由此,通过对线材端部涂覆液体反应型胶形成涂层,从而提高了线材端部的强度。
在进一步的实施例中,所述加热处理的温度高于可吸收材料的玻璃化转变温度且低于粘流温度或熔点;由此,采用上述温度范围,能够在保证线材原有状态的同时提高线材的可塑性。
在进一步的实施例中,所述挥发性胶溶液中溶质为聚乳酸或聚乳酸-羟基乙酸共聚物,所述挥发性胶溶液中溶剂为氯仿、二氯甲烷或丙酮。由此,采用可吸收材料作为挥发性胶溶液中的溶质,能够有效提高医用缝合线的生物相容性。
在进一步的实施例中,所述反应型胶为光敏反应型胶、A和B组分反应型胶、氧气催化反应型胶、水分催化反应型胶或加热反应型胶。
另外注意的是,如果没有特别说明,本发明所记载的任何范围包括端值以及端值之间的任何数值以及以端值或者端值之间的任意数值所构成的任意子范围。
下述医用缝合线的制备均是在无菌环境下进行的。
实施例1
一种医用缝合线,包括缝针部10和缝线部20,缝针部10和缝线部20是采用聚乳酸(聚丙交酯)一体成型而形成的;缝针部和缝线部的连接强度等于缝线部的拉伸强度。
医用缝合线的制备方法,包括如下步骤:S101,利用聚乳酸制成可吸收初生纤维,将可吸收初生纤维依次经过冷却处理、热水牵伸处理、热空气牵伸处理和热定型处理,得到可吸收线材;之后对可吸收线材进行裁剪处理,得到预设长度缝合线的线材。S102,将聚乳酸溶于二氯甲烷中,得到挥发性胶溶液;在线材端部涂上挥发性胶溶液,待挥发性胶溶液中的二氯甲烷挥发后形成胶黏段;将线材的胶黏段置于加热区进行加热操作,直至线材端部的温度高于聚乳酸的玻璃化转变温度且低于聚乳酸的粘流温度才结束加热操作;然后将线材加热的一端快速转移至模压区,并在模压区进行模压处理以形成弯曲型的缝针部;对弯曲型的缝针部进行机械加工形成缝针部的针尖。
性能测试:
市场上购买USP0号(线径0.400-0.499)可吸收医用缝合线进行针线连接强度检测,经检测其缝针部和缝线部的连接强度为17.25N,而本实施例同等规格医用缝合线的缝针部和缝线部的连接强度与其线材拉伸强度一致,经检测为105.0N。
本发明实施例医用缝合线的针线连接强度远高于市售医用缝合线的针线连接强度。
实施例2
一种医用缝合线,包括缝针部和缝线部,缝针部和缝线部是采用聚丙交酯乙交酯一体成型而形成的;缝针部和缝线部的连接强度等于缝线部的拉伸强度。其中,聚丙交酯乙交酯是按照90:10的比例将丙交酯单体与乙交酯单体聚合而形成的。
医用缝合线的制备方法,包括如下步骤:S101,利用聚丙交酯乙交酯制成可吸收初生纤维,将可吸收初生纤维依次经过冷却处理、热水牵伸处理、热空气牵伸处理和热定型处理,得到可吸收线材;之后对可吸收线材进行裁剪处理,得到预设长度缝合线的线材。S102,将线材端部置于加热区进行加热操作,直至线材端部的温度高于聚丙交酯乙交酯的玻璃化转变温度且低于聚丙交酯乙交酯的粘流温度才结束加热操作;然后将线材加热的一端快速转移至模压区,并在模压区进行模压处理以形成弯曲型的缝针部;对弯曲型的缝针部进行机械加工形成缝针部的针尖。
性能测试:
市场上购买USP0号(线径0.400-0.499)可吸收医用缝合线进行针线连接强度检测,经检测其缝针部和缝线部的连接强度为17.25N,而本实施例同等规格医用缝合线的缝针部和缝线部的连接强度与其线材拉伸强度一致,经检测为98.3N。
本发明实施例医用缝合线的针线连接强度远高于市售医用缝合线的针线连接强度。
实施例3
一种医用缝合线,包括缝针部和缝线部,缝针部和缝线部是采用聚乳酸一体成型而形成的;缝针部和缝线部的连接强度等于缝线部的拉伸强度。
医用缝合线的制备方法,包括如下步骤:S101,利用聚乳酸制成可吸收初生纤维,将可吸收初生纤维依次经过冷却处理、热水牵伸处理、热空气牵伸处理和热定型处理,得到可吸收线材;之后对可吸收线材进行裁剪处理,得到预设长度缝合线的线材。S102,在线材端部涂上液态的光敏反应型胶,待光敏反应型胶反应固化后形成胶黏段;将线材的胶黏段置于加热区进行加热操作,直至线材端部的温度高于聚乳酸的玻璃化转变温度且低于聚乳酸的熔点才结束加热操作;然后将线材加热的一端快速转移至模压区,并在模压区进行模压处理以形成弯曲型的缝针部;对弯曲型的缝针部进行机械加工形成缝针部的针尖。
性能测试:
市场上购买USP0号(线径0.400-0.499)可吸收医用缝合线进行针线连接强度检测,经检测其缝针部和缝线部的连接强度为17.25N,而本实施例同等规格医用缝合线的缝针部和缝线部的连接强度与其线材拉伸强度一致,经检测为105.0N。
本发明实施例医用缝合线的针线连接强度远高于市售医用缝合线的针线连接强度。
实施例4
一种医用缝合线及其制备方法,以及性能测试同实施例3,唯一不同的是制备方法中的S102步骤。
S102:将线材端部置于加热区进行加热操作,直至线材端部的温度高于聚乳酸的的玻璃化转变温度且低于聚乳酸的熔点才结束加热操作;然后将线材加热的一端快速转移至模压区,并在模压区进行模压处理以形成弯曲型的缝针部;对弯曲型的缝针部进行机械加工形成缝针部的针尖。对缝针部涂覆可吸收材料的涂层。
在本说明书的描述中,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 可降解吸收医用缝合线制备方法及该缝合线的配料设备
- 一种医用可降解镁合金缝合线及其制备方法