一种汽车前滑柱防错分装台
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及汽车装配技术领域,尤其是涉及一种汽车前滑柱防错分装台。
背景技术
目前国内各大主机厂由于工艺布局,以及集成化上线越来越普遍,线下分装成了总装车间越来越重要的问题,分装过程中出现各种各样的错装、零件在分装台上取放过程存在磕碰、划伤,分装后的总成件一致性差的问题随之而来,分装易出错,影响生产效率。
发明内容
针对现有技术不足,本发明所要解决的技术问题是提供一种汽车前滑柱防错分装台,以达到分装不易出错,分装效率高的目的。
为了解决上述技术问题,本发明所采用的技术方案为:
该汽车前滑柱防错分装台,包括工作台和设在工作台上的制动盘定位机构和滑柱支撑定位机构,所述滑柱支撑定位机构包括用于对前滑柱支撑的滑柱支撑块,滑柱支撑块上设有滑柱定位槽,并在滑柱支撑块的一侧对应滑柱上的稳定杆安装支架设有防错限位块。
所述制动盘定位机构包括制动盘支撑座和制动盘压紧结构,所述制动盘压紧结构包括压臂和用于驱动压臂转动的压紧缸,所述压臂的端部设有用于压紧制动盘的压紧块,压紧块为尼龙块或橡胶块。
所述滑柱支撑块包括并排设置的滑柱支撑块Ⅰ和滑柱支撑块Ⅱ,滑柱支撑块Ⅰ位于滑柱支撑块Ⅱ和制动盘定位机构之间,滑柱支撑块Ⅰ上的滑柱定位槽为与滑柱端部相适配的卡槽,滑柱支撑块Ⅱ上的滑柱定位槽为与滑柱外缘相适配的仿形弧形槽。
所述工作台上设有用于压紧制动盘与前滑柱连接螺栓的紧固螺栓压紧结构,所述紧固螺栓压紧结构位于制动盘定位机构和滑柱支撑定位机构之间一侧,所述紧固螺栓压紧结构包括螺栓压紧缸和螺栓压紧头,所述螺栓压紧缸的活塞杆端部设有压紧板,螺栓压紧头设在压紧板上。
所述工作台上设有用于压紧前滑柱端部的滑柱压紧结构,所述滑柱压紧结构、滑柱支撑块以及制动盘定位机构依次并排设置。
所述工作台上设有支撑臂,支撑臂和压紧缸以及制动盘支撑座均固定在工作台上,压臂的一端与支撑臂铰接相连,压紧缸与支撑臂的下部之间通过铰接连杆相连,压紧块设在压臂的另一端上。
所述滑柱支撑块包括下部支撑结构和上部支撑结构,所述上部支撑结构和上部支撑结构对接处均设有腰型孔,通过螺栓穿过腰型孔连接,并在上部支撑结构顶部设有可拆卸的支撑定位块。
所述滑柱压紧结构包括支架和滑柱端部压紧块,所述滑柱端部压紧块可转动调整位置的设在支架上,滑柱端部压紧块上设有端部压紧头。
本发明与现有技术相比,具有以下优点:
该汽车前滑柱防错分装台结构设计合理,通过在滑柱支撑块上设置防错限位块进行滑柱位置防错,从而实现前滑柱分装防错,解决零件取放过程中磕碰划伤,保证分装总成件一致性,优化人机工程,提高生产效率。
附图说明
下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
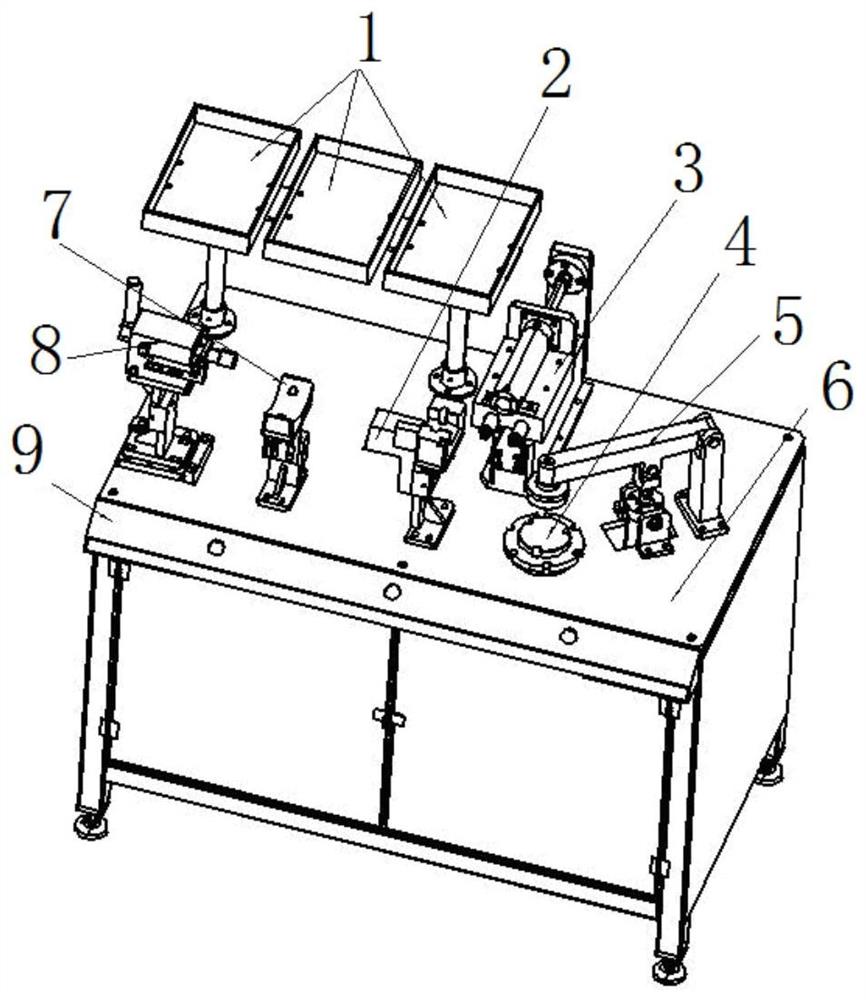
图1为本发明分装台结构示意图。
图2为本发明分装示意图。
图3为本发明制动盘压紧结构示意图。
图4为本发明制动盘压紧结构打开状态示意图。
图5为本发明前滑柱支撑和防错结构示意图。
图6为本发明防错状态示意图。
图中:
1.料盒、2.滑柱支撑块Ⅰ、201.防错限位块、3.紧固螺栓压紧结构、4.制动盘支撑座、5.制动盘压紧结构、501.压紧块、6.工作台、7.滑柱支撑块Ⅱ、8.滑柱压紧结构、9.控制台、10.滑柱、101.稳定杆安装支架。
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明。
如图1至图6所示,该汽车前滑柱防错分装台,包括工作台6和设在工作台上的制动盘定位机构、滑柱支撑定位机构、用于压紧制动盘与前滑柱连接螺栓的紧固螺栓压紧结构3以及用于压紧前滑柱端部的滑柱压紧结构8。
滑柱支撑定位机构包括用于对前滑柱支撑的滑柱支撑块,滑柱支撑块上设有滑柱定位槽,并在滑柱支撑块的一侧对应滑柱上的稳定杆安装支架101设有防错限位块201,防止左右前滑柱错装。并在工作台上位于滑柱支撑定位机构一侧设有料盒1,通过料盒存放标准件;工作台的下方设有控制台9,操作方便,提高了装配效率。
滑柱支撑块包括并排设置的滑柱支撑块Ⅰ2和滑柱支撑块Ⅱ7,滑柱支撑块Ⅰ位于滑柱支撑块Ⅱ和制动盘定位机构之间,滑柱支撑块Ⅰ上的滑柱定位槽为与滑柱10端部相适配的卡槽,滑柱支撑块Ⅱ上的滑柱定位槽为与滑柱外缘相适配的仿形弧形槽,通过两个滑柱定位槽可稳定对滑柱支撑定位。
防错限位块201设在滑柱支撑块Ⅰ上,通过滑柱支撑块上的防错限位块设计与稳定杆安装支架干涉方式,避免左右滑柱放错。防错限位块采用尼龙块,避免滑柱划伤。
滑柱支撑块包括下部支撑结构和上部支撑结构,上部支撑结构和上部支撑结构对接处均设有腰型孔,通过螺栓穿过腰型孔连接,并在上部支撑结构顶部设有可拆卸的支撑定位块,支撑定位块的高度可任意调节,从而可对前滑柱倾斜角度调整,保证装配精度。支撑定位块为橡胶块,避免对产品造成损伤。
制动盘定位机构包括制动盘支撑座4和制动盘压紧结构5,制动盘压紧结构包括压臂和用于驱动压臂转动的压紧缸,压臂的端部设有用于压紧制动盘的压紧块501,压紧块为尼龙块或橡胶块,避免制动盘划伤。
工作台上设有支撑臂,支撑臂和压紧缸以及制动盘支撑座均固定在工作台上,压臂的一端与支撑臂铰接相连,压紧缸与支撑臂的下部之间通过铰接连杆相连,压紧块设在压臂的另一端上;通过新颖的结构其压臂打开角度大,可打开角度50°,能够有效避免前制动盘放件过程中,存在划伤工件风险,以及前滑柱分装完成后总成件更加容易取下,同时能有效避免取件过程中划伤总成件的风险。
工作台上设有用于压紧制动盘与前滑柱连接螺栓的紧固螺栓压紧结构3,紧固螺栓压紧结构位于制动盘定位机构和滑柱支撑定位机构之间一侧,结构紧凑;紧固螺栓压紧结构包括螺栓压紧缸和两螺栓压紧头,螺栓压紧缸的活塞杆端部设有压紧板,两螺栓压紧头设在压紧板上,压紧板可为橡胶板,两螺栓可同步压紧,压紧板可弹性变形,压紧稳定可靠不易压损。。
工作台上设有用于压紧前滑柱端部的滑柱压紧结构8,滑柱压紧结构、滑柱支撑块以及制动盘定位机构依次并排设置,结构紧凑。
滑柱压紧结构包括支架和滑柱端部压紧块,滑柱端部压紧块可转动调整位置的设在支架上,滑柱端部压紧块可采用气缸或弹性拉块等;滑柱端部压紧块上设有端部压紧头;端部压紧头的倾斜角度可根据前滑柱的倾角调整适配,定位可靠。
本发明防错分装台结构设计合理,通过在滑柱支撑块上设置防错限位块进行滑柱位置防错,从而实现前滑柱分装防错,解决零件取放过程中磕碰划伤,保证分装总成件一致性;结构紧凑合理,优化人机工程,提高生产效率。
上述仅为对本发明较佳的实施例说明,上述技术特征可以任意组合形成多个本发明的实施例方案。
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
- 一种汽车前滑柱防错分装台
- 一种汽车前滑柱分装台