一种手动螺柱焊枪补钉定位装置及螺柱焊枪
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及螺柱焊接技术领域,特别是涉及一种手动螺柱焊枪补钉定位装置及螺柱焊枪。
背景技术
螺柱焊机器人是将金属螺柱或其他类似紧固件焊至工件上的机器人。在白车身的自动焊接生产线上,螺柱焊机器人在焊接白车身时会间断出现卡钉故障,导致螺柱焊机器人出钉异常、报警停机,在设备故障短时间内无法修复时,则需采用手动螺柱焊枪对白车身进行人工补钉。
螺柱焊钉在白车身的侧围前档位置,共四颗螺柱焊钉。目前现有的手动螺柱焊枪,确认焊钉标识位置时间长且操作难度较大,补钉过程螺柱焊枪容易出现左右摆动,造成移动螺柱焊枪抢弧损坏夹持器、推杆,需对螺柱焊枪进行修复,而修复后,还需对不良的焊钉重新打磨再补钉,不仅影响稼动,而且增加生产成本,影响生产品质的稳定。因此,目前亟需一种能够对焊钉标识位置快速确认的补钉定位装置。
发明内容
本发明的目的是提供一种手动螺柱焊枪补钉定位装置及螺柱焊枪,以便于对焊钉标识位置快速确认,降低操作难度,避免补钉过程中螺柱焊枪左右摆动。
为了实现上述目的,本发明采用以下技术方案:
本发明的一个方面是提供一种手动螺柱焊枪补钉定位装置,包括:
固定套筒,所述固定套筒用于与螺柱焊枪固定,所述固定套筒的一端在径向方向上的两侧均轴向延伸设置有支撑板,各所述支撑板均连接有一个定位组件;
定位组件,所述定位组件包括支撑块和定位活动滑轮,所述支撑块可拆连接在所述支撑板上,所述定位活动滑轮转动安装在所述支撑块上,所述定位活动滑轮的转动轴线与所述固定套筒的中心轴线平行,所述定位活动滑轮的高度位置高于所述支撑板的下边缘的高度位置。
优选地,两个所述支撑板相对于所述固定套筒的中心轴线对称设置,两个所述定位活动滑轮相对于所述固定套筒的中心轴线对称设置。
优选地,所述支撑板的横截面呈弧形,所述支撑板的横截面弧长小于所述固定套筒的横截面周长的1/2。
优选地,所述固定套筒的外表面径向延伸设置有固定块,所述支撑块的一端与所述固定块可拆连接,所述定位活动滑轮转动安装在所述支撑块的另一端。
优选地,所述固定套筒的外表面固定有固定杆,所述固定杆沿所述固定套筒的轴向延伸设置,所述固定杆的一端与所述固定套筒远离所述支撑板的一端平齐,所述固定杆的另一端与所述支撑板远离所述固定套筒的一端平齐。
优选地,所述固定套筒远离所述支撑板的一端固定有至少两个固定环,至少两个所述固定环沿所述固定套筒的周向间隔设置。
本发明的另一个方面是提供一种螺柱焊枪,包括焊枪枪体和如上所述的手动螺柱焊枪补钉定位装置,所述手动螺柱焊枪补钉定位装置固定在所述焊枪枪体上。
优选地,所述固定套筒固定在所述焊枪枪体的支撑杆的外周侧,所述固定套筒与所述焊枪枪体的夹头同轴设置。
优选地,所述支撑板位于所述支撑杆的外侧,所述支撑板的下端端部与所述支撑杆的下端端部平齐。
本发明实施例一种手动螺柱焊枪补钉定位装置及螺柱焊枪与现有技术相比,其有益效果在于:
本发明实施例的手动螺柱焊枪补钉定位装置,在固定套筒的两侧各设置一个支撑板,将两个支撑板分别与待焊工件上的焊钉标识位置相对应,方便定位焊枪夹头与待焊钉位置的相对位置。由于焊钉标识位置与待焊钉位置是相对固定的,两个支撑板与焊枪夹头是相对固定的,当支撑板与焊钉标识位置相对应时,位于两个支撑板之间的焊枪夹头的位置与待焊钉位置相对应,从而可对待焊钉位置进行快速定位确认。同时,支撑板与螺柱焊枪的支撑杆在补钉过程中均垂直于工件表面,支撑板与螺柱焊枪的支撑杆共同支撑焊枪枪体,加强了焊枪枪体的稳定性,避免焊枪枪体在补钉过程中出现左右摆动。并且,在定位组件上设置定位活动滑轮,定位活动滑轮与支撑板的下边缘存在高度差,方便限定焊钉的高度位置,且定位活动滑轮可沿工件侧围移动,方便将螺柱焊枪快速移动至下一个待焊位置,提高补钉效率。
附图说明
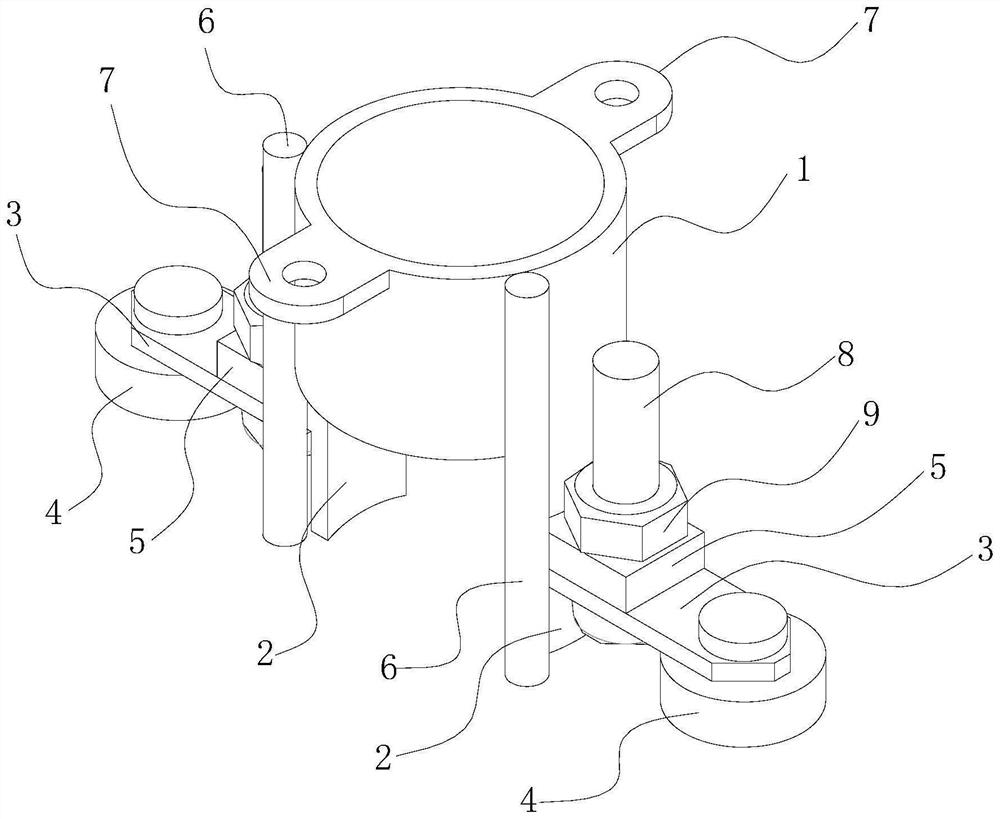
图1是本发明实施例所述手动螺柱焊枪补钉定位装置的立体示意图;
图2是本发明实施例所述手动螺柱焊枪补钉定位装置的主视示意图;
图3是本发明实施例所述手动螺柱焊枪补钉定位装置的俯视示意图;
图4是本发明实施例所述手动螺柱焊枪补钉定位装置的侧视示意图;
图5是本发明实施例中固定套筒的结构示意图;
图6是本发明实施例中固定套筒的主视示意图;
图7是本发明实施例中固定套筒的俯视示意图;
图中,1、固定套筒;2、支撑板;3、支撑块;4、定位活动滑轮;5、固定块;6、固定杆;7、固定环;8、螺丝;9、紧固螺母。
具体实施方式
在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
如图1-图7所示,本发明实施例的一种手动螺柱焊枪补钉定位装置,用于安装在手动螺柱焊枪的焊枪枪体上,快速定位确认焊钉位置,尤其是车辆前档侧围的焊钉位置。所述手动螺柱焊枪补钉定位装置包括固定套筒1和定位组件,其中,所述固定套筒1用于与螺柱焊枪固定,固定套筒1可同轴套设在焊枪枪体的两个支撑杆的外周侧,且固定套筒1的下边缘的高度位置高于支撑杆的下端的高度位置;所述固定套筒1的一端在径向方向上的两侧均轴向延伸设置有支撑板2,支撑板2与固定套筒1的中心轴线平行设置,各所述支撑板2均连接有一个定位组件;所述定位组件包括支撑块3和定位活动滑轮4,所述支撑块3可拆连接在所述支撑板2的外表面,外表面为背离固定套筒1的中心轴线的一侧表面,内表面为朝向固定套筒1的中心轴线的一侧表面;所述定位活动滑轮4转动安装在所述支撑块3上,支撑块3与固定套筒1的中心轴线垂直设置,所述定位活动滑轮4的转动轴线与所述固定套筒1的中心轴线平行,所述定位活动滑轮4的高度位置高于所述支撑板2的下边缘的高度位置。
本发明中,在固定套筒1的两侧各设置一个支撑板2,支撑板2可作为焊枪枪体的位置标识部件,将两个支撑板2分别与待焊工件上的焊钉标识位置相对应,方便定位焊枪夹头与待焊钉位置的相对位置。由于工件上的焊钉标识位置与待焊钉位置是相对固定的,两个支撑板2与焊枪夹头的位置是相对固定的,当将支撑板2作为标识部件,使各支撑板2分别与焊钉标识位置相对应时,位于两个支撑板2之间的焊枪夹头的位置与待焊钉位置相对应,从而可对待焊钉位置进行快速定位确认。同时,支撑板2与螺柱焊枪的支撑杆在补钉过程中均垂直于工件表面,支撑板2与螺柱焊枪的支撑杆共同支撑焊枪枪体,加强了焊枪枪体的稳定性,避免焊枪枪体在补钉过程中出现左右摆动,提高手动螺柱焊枪补钉的工作效率,降低不良返修率,避免影响生产稼动,保证生产现场顺利完成。并且,在定位组件上设置定位活动滑轮4,定位活动滑轮4与支撑板2存在高度差,方便限定焊钉的高度位置,且定位活动滑轮4可沿工件侧围移动,方便将螺柱焊枪快速移动至下一个待焊位置,提高补钉效率。
本实施例中,如图1-图4所示,两个所述支撑板2相对于所述固定套筒1的中心轴线对称设置,两个所述定位活动滑轮4相对于所述固定套筒1的中心轴线对称设置。两个支撑板2的位置确定之后,固定套筒1的中心轴线位置确定,固定套筒1与焊枪枪体的夹头同轴设置,则夹头的位置确定,从而确定焊钉位置。两个定位活动滑轮4对称设置,使得两个活动滑轮的运动轨迹共线,方便双向移动焊枪枪体。
本实施例中,所述支撑板2为弧形板,支撑板2的横截面呈弧形,所述支撑板2的横截面弧长小于所述固定套筒1的横截面周长的1/2。支撑板2的弧形轮廓与固定套筒1的周向轮廓一致,支撑板2与固定套筒1一体成型设置,方便制作。两个支撑板2合围周长小于固定套筒1的周长,两个支撑板2沿固定套筒1的周向间隔设置,方便自两个支撑板2之间的间隔观察焊枪枪体的夹头的工作。
如图5-图7所示,所述固定套筒1的外表面径向延伸设置有固定块5,所述支撑块3的一端与所述固定块5可拆连接,所述定位活动滑轮4转动安装在所述支撑块3的另一端。固定块5与固定套筒1的中心轴线垂直,固定块5上开设有螺纹孔,支撑块3上开设有螺纹孔,支撑块3与固定块5通过螺丝8连接,并通过紧固螺母9锁紧固定,方便拆装。
本实施例中,所述固定套筒1的外表面固定有固定杆6,所述固定杆6沿所述固定套筒1的轴向延伸设置,所述固定杆6的一端与所述固定套筒1远离所述支撑板2的一端平齐,所述固定杆6的另一端与所述支撑板2远离所述固定套筒1的一端平齐。固定杆6与支撑板2平行设置,使用时,固定杆6与支撑板2均垂直于工件表面,固定杆6对支撑板2起到加强固定作用,避免支撑板2弯折。进一步地,固定杆6竖直贴合在固定块5与支撑板2的交接处。在每个支撑板2的一侧均设置有固定杆6,且固定杆6设置于支撑板2的同一侧。
本实施例中,所述固定套筒1远离所述支撑板2的一端固定有至少两个固定环7,固定环7固定在固定套筒1的外表面,沿固定套筒1的径向向外延伸设置,至少两个所述固定环7沿所述固定套筒1的周向间隔设置。固定环7上开设有安装孔,通过固定环7方便将整个固定套筒1与焊枪枪体可拆固定,方便拆装。固定环7设置有两个,两个固定环7的连线与两个支撑块3的中心连线交叉设置,优选为垂直布置,增强结构整体的稳定性。
本发明还提供一种螺柱焊枪,包括焊枪枪体和如上所述的手动螺柱焊枪补钉定位装置,所述手动螺柱焊枪补钉定位装置固定在所述焊枪枪体上。通过手动螺柱焊枪补钉定位装置对焊钉位置进行快速确认,并可防止焊枪枪体在补钉过程中出现左右摆动而导致焊枪抢弧损坏夹持器、推杆等部件,避免焊枪枪体在补钉过程中出现异常情况,以不影响稼动,且保证生产品质稳定。
所述固定套筒1固定在所述焊枪枪体的两个支撑杆的外周侧,所述固定套筒1与所述焊枪枪体的夹头同轴设置。所述支撑板2位于所述支撑杆的外侧,所述支撑板2的下端端部与所述支撑杆的下端端部平齐。支撑杆与支撑板2均与工件表面垂直,两个支撑板2作为焊枪枪体的标识部件,当两个支撑板2分别与工件表面的焊钉标识相对应时,夹头与待焊位置相对应,从而对焊钉位置快速确认。
需要说明的是,本发明的焊枪枪体的结构为现有技术,本发明不做详细赘述。
需要说明的是,本发明的螺柱焊枪的其他具体实施方式,与上述手动螺柱焊枪补钉定位装置的具体实施方式大致相同,在此不再一一赘述。
本发明的工作过程为:
将手动螺柱焊枪补钉定位装置安装在焊枪枪体的支撑杆的外围,将固定套筒1与焊枪枪体固定。横向焊枪枪体向下将支撑杆与支撑板2均垂直于工件表面,加强焊枪平稳性。在前档侧围工件表面设置有焊钉标识点,两个焊钉标识点对应设置于待焊钉位置的两侧,两个焊钉标识点用于与支撑板2相对应,限定螺柱焊枪的左右位置,通过两侧支撑板2定位螺柱焊枪与前档侧围工件焊钉标识点位置,提高螺柱焊枪焊接精度。在支撑板2位置分别与工件的焊钉标识点位置对应重合后,确认夹头伸出的焊钉与待焊钉位置标识重合接触,螺柱焊枪绿色灯亮后,按下开关,加压焊接螺柱焊钉,焊接完成第一颗钉后,螺柱焊枪推杆会往后反弹冲击,造成焊机抖动,当焊枪平稳后提起螺柱焊枪,倾斜一侧的定位活动滑轮4,使另一侧的定位活动滑轮4斜压着前档侧围工件表面快速滑向第二颗螺柱焊钉,当确认支撑板2位置与工件焊钉标识点位置对应重合后,夹头伸出的焊钉与待焊钉位置重合,快速焊接;如此循环,依次焊接各个螺柱焊钉,用间隙尺检查焊钉高度、止通规检查焊钉位置,都在标准范围内,大大缩短了手动螺柱焊补钉作业的工时,提高了工作效率,降低不良返修率,有效控制了生产成本,保证了白车身品质,降低设备损坏风险。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
- 一种转盘式螺柱焊枪
- 一种弹匣式螺柱焊枪
- 一种螺柱焊枪清钉装置
- 一种螺柱焊枪清钉装置