一种管材用钢带折弯焊接装置及其使用方法
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及管材制备技术领域,尤其涉及一种管材用钢带折弯焊接装置及其使用方法。
背景技术
钢带是指以碳钢制成的输送带作为带式输送机的牵引和运载构件,也可用于捆扎货物;是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢带,焊接钢管是指用钢带或钢带弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接钢管采用的坯料是钢带或带钢。
目前工人在对钢带折弯进行焊接成钢管时,一般通过多组压辊不断的对钢带进行碾压成弧形状,而在碾压时钢带的两头会被翘起,所以工人需要用双手将钢带的两端扶着,这样不仅费力而且还容易发生危险造成设备夹伤工人手掌,并且在将钢带折弯成弧形状之后,需要将钢带取下再进行焊接工作,这样分步操作,会浪费大量时间,影响管材的生产制备速度。
发明内容
本发明的目的是为了解决现有技术中存在的问题,而提出的一种管材用钢带折弯焊接装置及其使用方法。
为了实现上述目的,本发明采用了如下技术方案:
一种管材用钢带折弯焊接装置,包括工作台和折弯辊,所述工作台的底部安装有支撑腿,所述工作台的表面一侧设有驱动机构,所述驱动机构包括油缸和移动座,所述油缸安装在工作台的表面,所述油缸的活塞杆与移动座的侧壁相连接,所述工作台的表面开设有卡槽,且所述移动座还与工作台上的卡槽滑动连接,所述折弯辊的一端与移动座相连接,所述折弯辊的两端还设有夹持组件,所述工作台的表面还通过支撑套转动连接有丝杆,所述丝杆的杆壁上螺纹连接有移动块,所述移动块还与工作台表面开设的滑槽滑动连接,所述移动块的侧壁上通过鹅颈管安装有焊接头,所述焊接头与焊接机相连接。
优选的,所述工作台的表面设有与移动座相连的转动组件,所述转动组件包括第一连杆、齿轮和齿板,所述齿板安装在工作台的表面,所述齿轮通过第一连杆与移动座的侧壁转动连接,且所述齿轮与齿板相互啮合。
优选的,所述第一连杆上安装有调节组件,所述调节组件包括固定板、定位块和螺栓,所述固定板与第一连杆远离齿轮的一端相连接,所述固定板的表面开设有定位槽,所述定位块滑动连接在定位槽的内部,所述定位块的表面还螺纹连接有与定位槽相配合的螺栓,所述折弯辊的一侧端面安装有第二连杆,所述第二连杆的另一端与定位块的表面相连接。
优选的,所述夹持组件包括包括固设于折弯辊两端的固定套,所述固定套的底部安装有螺筒,所述螺筒的内部螺纹连接有螺杆,所述螺杆的底部转动连接有夹板。
优选的,所述工作台的表面安装有盒体,所述盒体的侧壁上转动连接有转杆,所述转杆的一端穿过支撑套与丝杆相连接,所述转杆位于支撑套和盒体之间的杆壁上串接有强力扭簧,所述盒体的内部还设有限位组件,且所述限位组件包括棘轮、棘爪和吊绳,所述棘轮与转杆位于盒体内部的杆壁相连接,所述棘爪通过扭簧轴转动连接有盒体的内侧壁上,且所述棘爪与棘轮相啮合,所述吊绳的一端与棘爪的上表面相连接,所述吊绳的另一端穿过盒体的顶部向外延伸,且所述工作台上还设有与吊绳相连接的提拉组件。
优选的,所述提拉组件包括支撑筒、支撑杆、U型杆和第一弹簧,所述支撑筒安装在工作台的顶部,所述支撑杆滑动连接在支撑筒的内部,所述支撑杆的底部与支撑筒的内底壁之间连接有第一弹簧,所述支撑杆的顶端与U型杆的水平段杆壁中部相连接,所述U型杆的一侧竖直端与吊绳相连接,所述移动座和工作台之间设有与U型杆相配合的顶起组件。
优选的,所述顶起组件包括顶杆、滑块、第二弹簧、斜块、第三弹簧和拉绳,所述移动座的内部设有插槽,所述插槽的内部滑动连接有滑块,所述滑块的顶部安装有顶杆,所述顶杆的顶部穿过移动座向上延伸,所述工作台的内部设有安装槽,所述斜块滑动连接在安装槽中,所述斜块还与移动座底部的插槽相配合,所述斜块的底部与安装槽的内底壁之间连接有第二弹簧,且所述第三弹簧的劲度系数大于第一弹簧和第二弹簧,所述拉绳穿过工作台的底部与斜块位于安装槽内部的底端相连接。
优选的,所述丝杆远离支撑套的一端还设有减速组件,所述减速组件包括转动柱、橡胶凸条和转筒,所述转筒安装在工作台的表面边缘,所述转动柱与丝杆远离支撑套的一端相连接,所述转动柱的表面安装有橡胶凸条,且所述转筒的内壁上设有多组与橡胶凸条相配合卡槽,所述转筒还套设在转动柱的外部。
优选的,所述工作台上还设有移动组件,所述移动组件包括支撑架、滑动座、伸缩杆和磁板,所述支撑架安装在工作台的侧壁上,所述支撑架的顶部设有移动槽,所述滑动座滑动连接在移动槽的内部,所述磁板通过伸缩杆与滑动座的底部相连接。
本发明还公开了一种管材用钢带折弯焊接装置的使用方法,还包括以下步骤:
S1:首先将需要钢带置于工作台上,并使其一端位于折弯辊的下侧,然后通过转动螺杆向螺筒中移动,进而使螺杆底部的夹板将钢带的一侧夹紧固定在折弯辊的底部,再通过定位块向下移动折弯辊使其中心轴位于固定板的中部,让折弯辊能够将钢带的一侧按压在工作台上;
S2:此时可以启动油缸工作,油缸通过其活塞杆可以推动移动座移动并带动折弯辊朝着被夹持的钢带另一侧方向移动,而在齿轮和齿板的配合下使折弯辊在移动同时转动,从而对钢带进行挤压并将其卷起成管状;
S3:当钢带被卷成管状后,油缸停止工作,此时顶起组件会配合提拉组件将盒体内部的限位组件打开,此时强力扭簧会受力解除带动丝杆转动,并且减速组件使丝杆可以受到较大摩擦力而缓慢转动,从而带动焊接头对着管缝缓慢移动对弯折好的管材进行焊接工作;
S4:当钢带被弯折焊接成管材之后,再通过移动组件将钢管外壁吸住,再向下旋出螺杆使夹板远离钢带将其松开,然后将钢管从折弯辊中拉出,从而可以将管材取出存放。
与现有技术相比,本发明提供了一种管材用钢带折弯焊接装置及其使用方法,具备以下有益效果:
1、该管材用钢带折弯焊接装置及其使用方法,将钢带置于工作台上,然后通过夹持组件将钢带的一侧夹持在折弯辊的底部,然后通过驱动机构和转动组件的配合带动折弯辊移动的同时再进行转动,从而可以对钢带进行挤压并卷起,便于将钢带卷成管状,不会造成钢带的两端翘起,避免工人用手拿着钢带的两侧造成危险,提高设备安全性。
2、当钢带被卷成管状之后,顶起组件配合提拉组件会将限位组件打开,此时强力扭簧会带动丝杆反转复位,并且减速组件可以使丝杆缓慢转动,便于带动焊接头对着管材的缝隙缓慢移动对管材进行焊接处理,不用将弯折之后的管材拿到下一道工序进行焊接处理,节省时间提高对管材制备的速度。
4、当钢带被弯折焊接成管材之后,可以先打开夹持组件松开套设在折弯辊上的管材,然后通过移动组件将钢管上表面吸附住,再将吸附的管材从折弯辊上拉出,便于对成型的管材进行取出收集存放。
附图说明
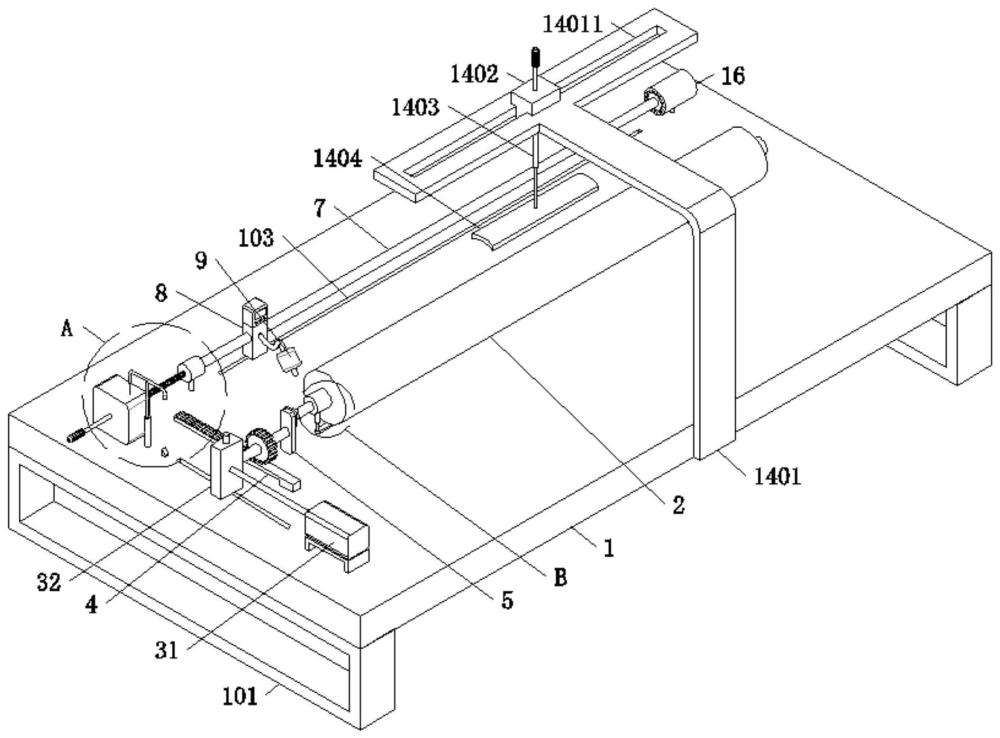
图1为本发明的结构示意图;
图2为本发明的后侧示意图;
图3为本发明的仰视图;
图4为本发明图1中所示的A处放大结构示意图;
图5为本发明图1中所示的B处放大结构示意图;
图6为本发明图2中所示的C处放大结构示意图;
图7为本发明的夹持组件结构示意图;
图8为本发明的盒体内部结构示意图;
图9为本发明的提拉组件结构示意图;
图10为本发明的移动座内部结构示意图;
图11为本发明的工作台内部结构示意图;
图12为本发明的减速组件结构示意图。
图中:1、工作台;101、支撑腿;102、支撑套;103、滑槽;2、折弯辊;21、第二连杆;211、固定套;3、驱动机构;31、油缸;32、移动座;331、插槽;4、转动组件;41、第一连杆;42、齿轮;43、齿板;5、调节组件;51、固定板;511、定位槽;52、定位块;53、螺栓;6、夹持组件;61、螺筒;62、螺杆;63、夹板;7、丝杆;8、移动块;9、焊接头;10、盒体;1001、转杆;1002、强力扭簧;11、限位组件;1101、棘轮;1102、棘爪;1103、吊绳;12、提拉组件;1201、支撑筒;1202、支撑杆;1203、U型杆;1204、第一弹簧;13、顶起组件;1301、顶杆;1302、滑块;1303、第二弹簧;1304、斜块;1305、第三弹簧;1306、拉绳;14、移动组件;1401、支撑架;14011、移动槽;1402、滑动座;1403、伸缩杆;1404、磁板;15、卡槽;16、减速组件;1601、转动柱;1602、橡胶凸条;1603、转筒;16031、挡槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
实施例1:
参照图1至图12,一种管材用钢带折弯焊接装置,包括工作台1和折弯辊2,工作台1的底部安装有支撑腿101,工作台1的表面一侧设有驱动机构3,驱动机构3包括油缸31和移动座32,油缸31安装在工作台1的表面,油缸31的活塞杆与移动座32的侧壁相连接,工作台1的表面开设有卡槽15,且移动座32还与工作台1上的卡槽15滑动连接,折弯辊2的一端与移动座32相连接,折弯辊2的两端还设有夹持组件6,工作台1的表面还通过支撑套102转动连接有丝杆7,丝杆7的杆壁上螺纹连接有移动块8,移动块8还与工作台1表面开设的滑槽103滑动连接,移动块8的侧壁上通过鹅颈管安装有焊接头9,焊接头9与焊接机相连接。
具体的,将钢带置于工作台1上,然后通过夹持组件6将钢带的一侧夹持在折弯辊2的底部,然后通过驱动机构3带动折弯辊2贴于工作台1滚动,从而可以对钢带进行挤压并卷起,便于将钢带卷成管状,不会造成钢带的两端翘起,避免工人用手拿着钢带的两侧造成危险,提高设备安全性,而当钢带被卷成管状之后,强力扭簧1002会带动丝杆7反转复位,便于带动焊接头9对着管材的缝隙缓慢移动对管材进行焊接处理,不用将弯折之后的管材拿到下一道工序再进行焊接处理,节省时间提高对管材制备的速度。
实施例2:
参照图2和图6,一种管材用钢带折弯焊接装置,在实施例1的基础上,更进一步的是,工作台1的表面设有与移动座32相连的转动组件4,转动组件4包括第一连杆41、齿轮42和齿板43,齿板43安装在工作台1的表面,齿轮42通过第一连杆41与移动座32的侧壁转动连接,且齿轮42与齿板43相互啮合。
具体的,当启动油缸31工作通过活塞杆带动移动座32移动时,移动座32可以带动折弯辊2移动,此时齿轮42会与齿板43啮合带动折弯辊2转动,所以使折弯辊2可以在移动的同时还可以转动,便于将钢带折弯并卷在折弯辊2的外侧,使钢带可以稳定的被折弯成管状。
实施例3:
参照图2和图6,一种管材用钢带折弯焊接装置,在实施例2的基础上,更进一步的是,第一连杆41上安装有调节组件5,调节组件5包括固定板51、定位块52和螺栓53,固定板51与第一连杆41远离齿轮42的一端相连接,固定板51的表面开设有定位槽511,定位块52滑动连接在定位槽511的内部,定位块52的表面还螺纹连接有与定位槽511相配合的螺栓53,折弯辊2的一侧端面安装有第二连杆21,第二连杆21的另一端与定位块52的表面相连接。
具体的,在弯折钢带之前,可以先通过第二连杆21和定位块52在固定板51上向上移动,让折弯辊2可以脱离工作台1,此时可以将钢带的一侧置于折弯辊2的底部对齐进行夹持,当钢带的一侧被夹持在折弯辊2之后,再向下移动第二连杆21,使定位块52移动到固定板51的中部,此时折弯辊2会向下移动将其下表面的钢带挤压在工作台1表面,然后再转动螺栓53旋进定位槽511中对折弯辊2的位置进行固定,从而方便折弯辊2在滚动时可以将钢带稳定的弯折卷材管状。
实施例4:
参照图1、图5和图7,一种管材用钢带折弯焊接装置,在实施例3的基础上,更进一步的是,夹持组件包括6包括固设于折弯辊2两端的固定套211,固定套211的底部安装有螺筒61,螺筒61的内部螺纹连接有螺杆62,螺杆62的底部转动连接有夹板63。
具体的,当把钢带的一侧置于提起的折弯辊2的下表面时,可以转动螺杆62向螺筒61中旋进,则可以带动夹板63向上移动将钢带的一侧稳定的夹紧在折弯辊2的下表面,从而方便折弯辊2在滚动时可以将钢带稳定卷起。
实施例5:
参照图1、图4和图8,一种管材用钢带折弯焊接装置,在实施例1的基础上,更进一步的是,工作台1的表面安装有盒体10,盒体10的侧壁上转动连接有转杆1001,转杆1001的一端穿过支撑套102与丝杆7相连接,转杆1001位于支撑套102和盒体10之间的杆壁上串接有强力扭簧1002,盒体10的内部还设有限位组件11,且限位组件11包括棘轮1101、棘爪1102和吊绳1103,棘轮1101与转杆1001位于盒体10内部的杆壁相连接,棘爪1102通过扭簧轴转动连接有盒体10的内侧壁上,且棘爪1102与棘轮1101相啮合,吊绳1103的一端与棘爪1102的上表面相连接,吊绳1103的另一端穿过盒体10的顶部向外延伸,且工作台1上还设有与吊绳1103相连接的提拉组件12。
具体的,在钢带被弯折时,可以预先转动转杆1001带动丝杆7转动并使强力扭簧1002扭动,此时丝杆7会带动移动块8移动到工作台1的一侧边缘处,而通过棘爪1102倒卡在棘轮1101上,所以棘轮1101和转杆1001丝杆7只能正反不能反转,进而可以防止强力扭簧1002带动丝杆7反转复位。
实施例6:
参照图1、图4、图8、图9、图10至图11,一种管材用钢带折弯焊接装置,在实施例5的基础上,更进一步的是,提拉组件12包括支撑筒1201、支撑杆1202、U型杆1203和第一弹簧1204,支撑筒1201安装在工作台1的顶部,支撑杆1202滑动连接在支撑筒1201的内部,支撑杆1202的底部与支撑筒1201的内底壁之间连接有第一弹簧1204,支撑杆1202的顶端与U型杆1203的水平段杆壁中部相连接,U型杆1203的一侧竖直端与吊绳1103相连接,移动座32和工作台1之间设有与U型杆1203相配合的顶起组件13。
进一步的,顶起组件13包括顶杆1301、滑块1302、第二弹簧1303、斜块1304、第三弹簧1305和拉绳1306,移动座32的内部设有插槽331,插槽331的内部滑动连接有滑块1302,滑块1302的顶部安装有顶杆1301,顶杆1301的顶部穿过移动座32向上延伸,工作台1的内部设有安装槽,斜块1304滑动连接在安装槽中,斜块1304还与移动座32底部的插槽331相配合,斜块1304的底部与安装槽的内底壁之间连接有第二弹簧1303,且第三弹簧1305的劲度系数大于第一弹簧1204和第二弹簧1303,拉绳1306穿过工作台1的底部与斜块1304位于安装槽内部的底端相连接。
具体的,当油缸31工作带动移动座32移动使折弯辊2滚动将钢带卷材管状之后,再停止油缸31工作,此时移动座32正好会移动到斜块1304处,当移动座32先与斜块1304接触时会将其挤压到工作台1的安装槽中并使第三弹簧1305受力压缩,而当移动座32停止时其底部的插槽331正好位于斜块1304的正上方,此时第三弹簧1305会受力解除将斜块1304向上弹起到插槽331中并带动顶杆1301向上移动,顶杆1301则会将U型杆1203的一端顶起,U型杆1203的另一端则会拉动吊绳1103带动棘爪1102向上翻动脱离棘轮1101,此时棘轮1101和转杆1001可以正反转动,所以强力扭簧1002则会受力解除带动丝杆7反转复位,使移动块8上的焊接头9可以对着管材的缝隙移动,将管材的缝隙焊接好,不需要在钢带折弯好之后将其转移到下一道工序焊接,节省时间提高对管材制备的速度。
其中,丝杆7远离支撑套102的一端还设有减速组件16,减速组件16包括转动柱1601、橡胶凸条1602和转筒1603,转筒1603安装在工作台1的表面边缘,转动柱1601与丝杆7远离支撑套102的一端相连接,转动柱1601的表面安装有橡胶凸条1602,且转筒1603的内壁上设有多组与橡胶凸条1602相配合挡槽16031,转筒1603还套设在转动柱1601的外部。
当强力扭簧1002带动丝杆7反转带动移动块8移动时,丝杆7会带动转动柱1601在转筒1603中转动,因为强力扭簧1002的扭力很大会带动丝杆7快速转动,而转动柱1601上的橡胶凸条1602会在转筒1603中的挡槽16031中转动,橡胶凸条1602受力会发生形变从各个挡槽16031中刮过,所以此时丝杆7的转动速度会降低,便于带动移动块8缓慢的移动,让焊接头9可以更加稳定的对管材缝隙进行焊接彻底。
实施例7:
参照图1,一种管材用钢带折弯焊接装置,在实施例1的基础上,更进一步的是,工作台1上还设有移动组件14,移动组件14包括支撑架1401、滑动座1402、伸缩杆1403和磁板1404,支撑架1401安装在工作台1的侧壁上,支撑架1401的顶部设有移动槽14011,滑动座1402滑动连接在移动槽14011的内部,磁板1404通过伸缩杆1403与滑动座1402的底部相连接。
具体的,最后当钢带被弯折焊接成管材之后,管材会套设在折弯辊2上,此时可以向下拉动伸缩杆1403使磁板1404吸附在钢管的上表面,然后移动滑动座1402可以将被吸附住的管材从折弯辊上拉出,便于对制备好的管材进行收集存放。
本发明还公开了一种管材用钢带折弯焊接装置的使用方法,还包括以下步骤:
S1:首先将需要钢带置于工作台1上,并使其一端位于折弯辊2的下侧,然后通过转动螺杆62向螺筒61中移动,进而使螺杆62底部的夹板63将钢带的一侧夹紧固定在折弯辊2的底部,再通过定位块52向下移动折弯辊2使其中心轴位于固定板51的中部,让折弯辊2能够将钢带的一侧按压在工作台1上;
S2:此时可以启动油缸31工作,油缸31通过其活塞杆可以推动移动座32移动并带动折弯辊2朝着被夹持的钢带另一侧方向移动,而在齿轮42和齿板43的配合下使折弯辊2在移动同时转动,从而对钢带进行挤压并将其卷起成管状;
S3:当钢带被卷成管状后,油缸31停止工作,此时顶起组件13会配合提拉组件12将盒体10内部的限位组件11打开,此时强力扭簧1002会受力解除带动丝杆7转动,并且减速组件16使丝杆7可以受到较大摩擦力而缓慢转动,从而带动焊接头9对着管缝缓慢移动对弯折好的管材进行焊接工作;
S4:当钢带被弯折焊接成管材之后,再通过移动组件14将钢管外壁吸住,再向下旋出螺杆62使夹板63远离钢带将其松开,然后将钢管从折弯辊2中拉出,从而可以将管材取出存放。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种用于汽车前防护架的折弯装置及其使用方法
- 一种用于陶瓷外包装的盒体折弯装置及其使用方法
- 一种钢筋加工用折弯装置及其使用方法
- 一种连杆式管材折弯切割一体装置
- 一种盖梁骨架片焊接装置及其使用方法
- 一种管材涂塑中钢带焊接装置
- 一种折弯管材的分割装置及其使用方法