一种毛细管自动组装装置
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及自动装配机器技术领域,尤其是一种毛细管自动组装装置。
背景技术
毛细管与毛细管支架组装在一起才能使用,现在都是人工安装,效率低,急需一种自动化设备,解决这个问题。
发明内容
本发明要解决的技术问题是提供一种毛细管自动组装装置,可以将毛细管自动的安装到毛细管支架内,代替现在人工操作,提高了效率。
为解决上述问题,本发明采用如下的技术方案:
一种毛细管自动组装装置,包括设在工作台上的毛细管支架送料装置、与所述毛细管支架送料装置连接的毛细管支架调整装置、设在工作台上的毛细管送料装置、将毛细管安装到毛细管支架上的进给装置以及控制装置;
控制装置分别与毛细管支架送料装置、毛细管支架调整装置、毛细管送料装置以及进给装置信号连接。
进一步的,所述毛细管支架送料装置包括安装在工作台上的第一振动送料机以及与第一振动送料机的出料口对接的输送通道;
所述输送通道为V形;
所述输送通道一端与第一振动送料机的出料口相通;所述输送通道另一端与所述毛细管支架调整装置相通;
所述输送通道的V形转弯处设有用于将毛细管支架推送的第一气缸以及毛细管支架探测装置;所述第一气缸的气缸杆朝向所述毛细管支架调整装置;
所述毛细管支架探测装置包括设在所述输送通道两侧壁上的探测孔以及用于通过探测孔探测毛细管支架的第一组光电开关;
所述第一组光电开关以及所述第一气缸均与控制装置信号连接。
进一步的,所述毛细管支架调整装置包括安装在所述工作台上的支座、外壳安装在所述支座上的第一双输出电机、固定安装在第一双输出电机一端的联轴器、与联轴器固定连接的拨叉以及设在所述第一双输出电机另一端的旋转角度控制装置;
进一步的,所述旋转角度控制装置包括设在所述第一双输出电机另一端的分度盘以及用于探测分度盘旋转角度的第二组光电开关;所述分度盘上设有关于所述分度盘圆心对称的两个过光孔;第二组光电开关与所述过光孔相适配;所述第二组光电开关、所述第一双输出电机均与控制装置信号连接。
进一步的,所述毛细管送料装置包括安装在所述工作台上的第二振动送料机、与所述第二振动送料机的出料口连接的毛细管送料通道以及用于接收毛细管送料通道来料的接料装置;
进一步的,所述接料装置包括与所述工作台固定连接的安装座、与所述安装座转动连接的调姿转轮、与所述调姿转轮固定连接的第二联轴器以及一端与所述联轴器传动连接的第二双输出电机;所述调姿转轮上沿圆周顶面均布设有四个接料槽;所述接料槽用于接收所述毛细管送料通道传送过来的毛细管。
进一步的,所述安装座上还设有控制所述调姿转轮转动角度的转动控制装置;所述转动控制装置包括设在所述第二双输出电机另一端的定位盘以及用于探测定位盘旋转角度的第三组光电开关;所述第三组光电开关以及所述双输出电机均与所述控制装置信号连接。
进一步的,所述进给装置包括与所述工作台可拆卸连接的底座、与所述底座固定连接的横向导轨、与所述横向导轨滑动连接的竖直导轨座以及与所述竖直导轨座滑动连接的气动手指;所述气动手指用于夹持所述毛细管。
进一步的,所述进给装置还包括用于为所述气动手指和竖直导轨座运动提供动力的动力装置。
进一步的,所述动力装置包括缸体与所述底座固定连接的横向气缸以及气缸杆与所述气动手指的缸体固定连接的竖向气缸;所述竖向气缸的缸体与所述竖直导轨座固定连接;所述横向气缸的气缸杆与所述竖直导轨座固定连接。
进一步的,所述调姿转轮的端部还设有用于探测调姿转轮的接料槽内是否有所述毛细管的探测装置;所述探测装置包括与所述接料槽贯通的透光孔以及用于探测所述接料槽内是否插接毛细管的第四组光电开关;所述接料槽为四个,沿所述调姿转轮圆周顶面均布;所述第四组光电开关包括探测第一开关和第二开关;所述第一开关用于探测调姿转轮的接料槽在竖直向上状态时,接料槽内的毛细管是否存在;所述第二开关用于探测调姿转轮的接料槽从竖直向上状态旋转90度后呈水平状态时,接料槽内的毛细管是否被取走。
本发明的有益效果是:
通过设置的振动送料机能够分别将毛细管和毛细管支架输送到指定的位置,并通过进给装置的气动手指,将毛细管从调姿转轮安装到毛细管支架上,实现了自动组装;
通过设置的毛细管支架调正装置,将方向不正确的毛细管支架,进行调正,使得安装毛细管顺利不错位;
通过设置的调姿转轮,可以将毛细管转成竖直,便于气动手指抓取,通过设置的进给系统实现了毛细管自动与毛细管支架对正安装,通过设置的定位叉,能够将支架定位,避免安装毛细管时,偏移造成毛细管损坏。
附图说明
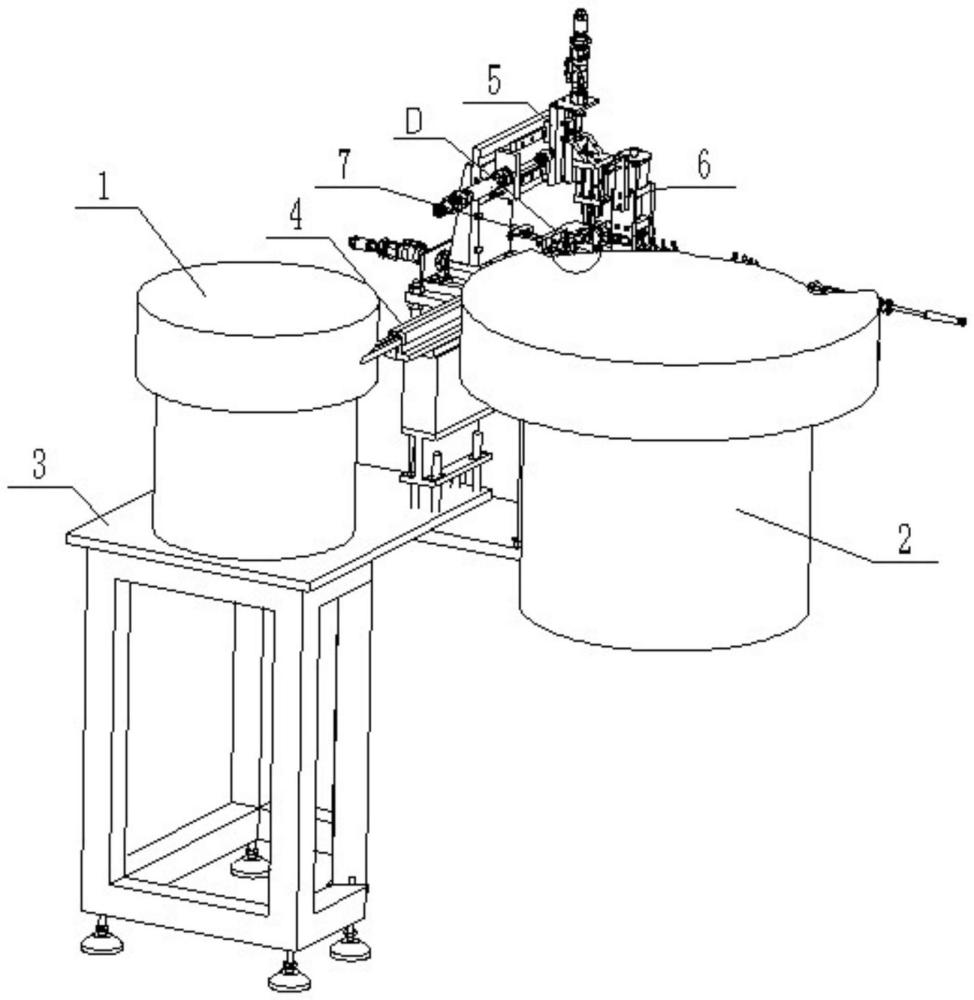
图1为本发明的结构示意立体图;
图2为图1的D处放大图;
图3为去掉振动送料机本发明的立体结构示意图;
图4为图3的C处放大图;
图5为去掉工作台本发明部分立体结构示意图;
图6为去掉工作台本发明部分另一角度立体结构示意图;
图7为图5的A处放大图;
图8为图5的B处放大图;
图9为去掉毛细管支架送料装置的立体结构示意图;
图10为定位叉和毛细管支架的连接示意图;
图11为定位叉的示意图。
图中标号说明:
1-第二振动送料机;2-第一振动送料机;3-工作台;31-可调支脚;4-毛细管送料通道;
5-毛细管支架调正装置;51-拨叉;52-支座、53-联轴器、54-第一双输出电机、55-分度盘、56-第二组光电开关、57-传感器551-过光孔;
6-进给装置;61-底座、62-横向气缸、63-横向导轨、64-竖直导轨座、65-竖向气缸、66-气动手指;
7-接料装置;71-调姿转轮、72-安装座、73-第二双输出电机、74-第二联轴器、75-定位盘、76-第三组光电开关、77-毛细管、78-接料槽、79-透光孔、791-第一开关、792-第二开关;
8-输送通道;81-第一气缸;82-直通道;83-毛细管支架;84-弯通道、85-第一组光电开关;
91-定位叉、92-定位气缸。
具体实施方式
下面将结合本发明实施例中的附图;对本发明实施例中的技术方案进行清楚、完整地描述;所描述的实施例仅仅是本发明一部分实施例;而不是全部的实施例,基于本发明中的实施例;本领域普通技术人员在没有做出创造性劳动前提下,所获得的所有其他实施例;都属于本发明保护的范围。
实施例1
如图1-9所示,
一种毛细管自动组装装置,包括设在工作台3上的毛细管支架送料装置、与所述毛细管支架送料装置连接的毛细管支架调正装置5、设在工作台3上的毛细管送料装置、将毛细管77安装到毛细管支架83上的进给装置以及控制装置;
控制装置分别与毛细管支架送料装置、毛细管支架调正装置、毛细管送料装置以及进给装置信号连接。
所述毛细管支架送料装置包括安装在工作台3上的第一振动送料机2以及与第一振动送料机2的出料口对接的输送通道8;
如图4所示,所述输送通道8为V形(简称拐角滑道);输送通道8包括直通道82和弯通道84;弯通道84与第一振动送料机2的出料口抵接;直通道82与所述毛细管支架调正装置5相接;
在毛细管支架83调姿及安装毛细管77时,整个平台不能震动,无法通过震动的方式输送毛细管支架83;
所述输送通道8的V形转弯处设有用于将毛细管支架83推送的第一气缸81以及毛细管支架探测装置;所述第一气缸81的气缸杆朝向所述毛细管支架调正装置5;
所述毛细管支架探测装置包括设在所述输送通道8两侧壁拐角处的探测孔以及用于通过探测孔探测毛细管支架83的第一组光电开关85;
所述第一组光电开关85以及所述第一气缸81均与控制装置信号连接。
第一振动送料机2通过震动将毛细管支架83送到拐角滑道上后,通过震动推力,将毛细管支架83推到拐角位置,当判定毛细管支架83到位的第一组光电开关85感应到毛细管支架83后,震动停止,再通过拐角滑道上的第一气缸81的气缸杆将毛细管支架83向前推,给毛细管支架83前进的动力;采用拐角的原因:气缸杆在回收时不能挡住支架靠震动走到拐角位。
所述毛细管支架调正装置5包括安装在所述工作台3上的支座52、外壳安装在所述支座52上的第一双输出电机54、固定安装在第一双输出电机54一端的联轴器53、与联轴器53固定连接的拨叉51以及设在所述第一双输出电机54另一端的旋转角度控制装置;
所述旋转角度控制装置包括设在所述第一双输出电机54另一端的分度盘55以及用于探测分度盘55旋转角度的第二组光电开关56;所述分度盘55上设有关于所述分度盘55圆心对称的两个过光孔551;第二组光电开关56与所述过光孔551相适配;所述第二组光电开关56、所述第一双输出电机54均与控制装置信号连接。
毛细管支架83调姿位:
输送通道8上设有挡板,避免毛细管支架83转动;挡板有一段缺失,使毛细管支架83可以在此位置转动,此位置正上方设有调姿用的拨叉51,拨叉51竖在调姿位,不工作时充当输送通道8的挡板,毛细管支架83从拨叉51中间穿过;所述拨叉51中心开槽,开槽的宽度与毛细管支架83相适配;开槽的侧壁设有观察孔,观察孔的外侧设有一组传感器57;如果姿态不是设定的姿态,则控制器给发出启动指令,旋转180度
传感器57为两个,利用毛细管支架83的顶部偏心结构,上部的传感器57观察所述毛细管支架83的头部偏心位置,下部的传感器57探测毛细管支架83的下部;
当毛细管支架83到达调姿位后,下部的传感器57判断毛细管支架83是否到位;判毛细管支架83正反的上部传感器57判断支架的姿态;
毛细管支架83上的毛细管安装头是否向前,若向前则调姿拨叉51不工作,毛细管支架83直接通过;
若毛细管安装头向后,则调姿拨叉51在第一双输出电机54的带动下,转动180度,进而带动毛细管支架83旋转180度,使毛细管安装头向前,如此重复,使毛细管支架83上的毛细管安装头全部向前,便于毛细管77的安装;
所述毛细管送料装置包括安装在所述工作台3上的第二振动送料机1、与所述第二振动送料机1的出料口连接的毛细管送料通道4以及用于接收毛细管送料通道4来料的接料装置7;毛细管77在毛细管送料通道4振动前进;
所述接料装置7包括与所述工作台3固定连接的安装座72、与所述安装座72转动连接的调姿转轮71、与所述调姿转轮71固定连接的第二联轴器74以及一端与所述联轴器74传动连接的第二双输出电机73;所述调姿转轮71上沿圆周顶面均布设有四个接料槽78;所述接料槽78用于接收所述毛细管送料通道4传送过来的毛细管77。
所述安装座72上还设有控制所述调姿转轮71转动角度的转动控制装置;所述转动控制装置包括设在所述第二双输出电机73另一端的定位盘75以及用于探测定位盘75旋转角度的第三组光电开关76;所述第三组光电开关76以及所述双输出电机73均与所述控制装置信号连接。
定位盘75上设有四个均布的探测孔,第三组光电开关76观察到探测孔时,给控制器发出信号,控制器给第二双输出电机73发出信号,使得调姿转轮71能够按照设定的角度进行转动。
原理和第一双输出电机54相似,就不在赘述;这样避免只有一组光电开关控制双输出电机73的动作信号,造成误判。
接料槽78的形状和大小,正好可以放入毛细管77带倒钩的一端,接料槽78与毛细管77的送料通道4对齐;
所述进给装置6包括与所述工作台3可拆卸连接的底座61、与所述底座61固定连接的横向导轨63、与所述横向导轨63滑动连接的竖直导轨座64以及与所述竖直导轨座64滑动连接的气动手指66;所述气动手指66用于夹持所述毛细管77。
所述进给装置6还包括用于为所述气动手指66做竖向运动和竖直导轨座64做横向运动提供动力的动力装置。
所述动力装置包括缸体与所述底座61固定连接的横向气缸62以及气缸杆与所述气动手指66的缸体固定连接的竖向气缸65;所述竖向气缸65的缸体与所述竖直导轨座64固定连接;所述横向气缸62的气缸杆与所述竖直导轨座64固定连接。
毛细管安装位:
如图10-11所示,在此位置安装毛细管77,安装时需要将毛细管支架83定位;此位置有定位叉91,定位叉91定位部分呈V形结构,另一端与定位气缸92固定连接;
当需要定位时,定位气缸92推动定位叉91向前运动,V形叉将毛细管支架83上的圆柱体卡住,与输送轨道8一起将毛细管支架83完全固定住,使毛细管支架83无法前后移动及转动;
完成毛细管77的安装后,定位气缸92带动定位拨叉91后移,让开通道,推支架气缸推动支架向前运动;下一个毛细管77和毛细管支架83进行安装;
控制装置为PLC控制器,用于接收各个光电开关、传感器的信号并控制各个气缸和电机的动作,采用的程序均是现有技术。
本发明的工作过程,
第一振动送料机2将毛细管支架83送到输送通道8的拐角处,当第一组光电开关85探测到毛细管支架83到位的信号后,第一气缸81将毛细管支架83向前推送,
调姿的拨叉51位置的传感器57,判定需要调整方向,则拨叉51转动180度,将毛细管支架83调正;最后将毛细管支架83推送到位,然后定位气缸92的定位拨叉91将毛细管支架83定位;防止安装毛细管77时转动;
第二振动送料机1将毛细管77沿着毛细管送料通道4振动送出,由于调姿转轮71的接料槽78正对毛细管通道4的出料口,毛细管的倒刺部插入接料槽78内,当毛细管77插好后,调姿转轮71转动90度,使得毛细管77朝上;
启动横向气缸62,使得气动手指66位于毛细管77的正上方,启动竖向气缸65,竖向气缸65带动气动手指66向下,气动手指66将毛细管77夹住,然后将毛细管77送到毛细管支架83的正上方,竖向气缸65动作,将毛细管77安装在毛细管支架83上,气动手指66松开和定位气缸92的气缸杆撤回;完成了自动安装。
实施例2
本实施例与实施例1结构相同,
不同之处在于,
所述工作台3分为各自独立的三部分(附图中没有画出,属于公知的常识),三部分相互隔开,不直接硬连接在一起,其中两个工作台分别安装一个振动送料机;避免两个振动送料机送料时,产生的振动影响其他部位的稳定;
工作台3设有可调高度的支脚31,便于对正。
实施例3
本实施例与实施例1结构基本相同,
不同之处在于,
如图2所示,所述调姿转轮71的端部还设有用于探测调姿转轮71的接料槽78内是否有所述毛细管77的探测装置;
所述探测装置包括与所述接料槽78贯通的透光孔79以及用于探测所述接料槽78内是否插接毛细管77的第四组光电开关;
所述接料槽78为四个,沿所述调姿转轮71圆周顶面均布;
所述第四组光电开关包括探测第一开关791和第二开关792;所述第一开关791和第二开关792均与控制器信号连接,
所述第一开关791通过透光孔79探测调姿转轮71的接料槽78在水平状态时,从毛细管送料通道4输送过来的毛细管77是否插入接料槽78内;
当毛细管77在震动作用推动下,毛细管77带倒钩的一端会进入接料槽78,毛细管77端部正好能挡住透光孔79,
如果该位置的接料槽78内有毛细管77,则挡住该位置的透光孔79;所述第一开关791将信号传给控制器,控制器给调姿转轮71发出转动90度的信号,然后控制器给进给装置发出信号,进给装置的气动手指66将毛细管77夹住,安装到毛细管支架83上;
如果所述第一开关791没有探测到毛细管77,则控制器发出报警装置发出报警信号,提醒人员查看;
所述第二开关792用于探测调姿转轮71的接料槽78从竖直向上状态旋转90度后呈水平状态时,接料槽78内的毛细管77是否被取走;如果该位置的透光孔79被毛细管77遮挡,则需要人工干预,如果此处的透光孔79内的毛细管77已经取走,则控制器接收到第二开关792的信号判断该位置接料槽78是空的,结合第一开关791的给出的该位置接料槽78内存放毛细管77的两个信号,才会给第二双输出电机73发出转动信号,避免出错。
以上所述;仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此;任何熟悉本技术领域的技术人员在本发明揭露的技术范围内;根据本发明的技术方案及其改进构思加以等同替换或改变;都应涵盖在本发明的保护范围内。
- 一种自动螺钉输送装置及其自动组装设备
- 一种微动开关全自动组装生产系统及按挚分选上料装置
- 一种微动开关全自动组装生产系统及分选下料装置
- 一种盒子自动组装装置
- 一种双工站连接器自动组装装置
- 一种异形不锈钢毛细管的自动组装装置
- 一种自动组装装置及包含这种装置的微动开关自动组装机