材料加工方法、装置和存储介质及电子设备
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及激光工艺应用技术领域,具体而言,涉及一种材料加工方法、装置和存储介质及电子设备。
背景技术
近年来,激光钻孔作为一种现代先进材料加工方式,在很多领域逐渐代替了传统的机械钻孔方式。但在实际应用中,激光在待处理材料上钻孔,由于受热影响比较大,导致孔表面刮渣毛刺明显、孔壁有微裂纹,严重影响钻孔质量。因此,在利用激光钻孔对材料进行加工的场景下,存在加工质量较低的问题。
针对上述的问题,目前尚未提出有效的解决方案。
发明内容
本发明实施例提供了一种材料加工方法、装置和存储介质及电子设备,以至少解决在利用激光钻孔对材料进行加工的场景下,存在加工质量较低的技术问题。
根据本发明实施例的一个方面,提供了一种材料加工方法,包括:获取第一操作请求,其中,上述第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,上述第一操作请求中携带有上述加工操作的执行信息;响应上述第一操作请求,按照上述加工操作的执行信息控制上述目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在上述N次重复垂直移动操作的执行过程中,控制上述目标激光装置对上述目标材料执行钻孔操作,其中,上述目标位置为上述目标材料上被执行上述钻孔操作的位置,N为大于等于1的整数。
作为一种可选的实施方式,上述按照上述加工操作的执行信息控制上述目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,包括以下至少之一:按照上述加工操作的执行信息中的移动次数信息,控制上述目标激光装置执行上述重复垂直移动操作,其中,上述移动次数信息用于指示上述重复垂直移动操作的执行次数为N;按照上述加工操作的执行信息中的移动时长信息,控制上述目标激光装置执行上述重复垂直移动操作,其中,上述移动次数信息用于指示上述重复垂直移动操作的执行时长;按照上述加工操作的执行信息中的移动路径信息,控制上述目标激光装置执行上述重复垂直移动操作,其中,上述移动路径信息用于指示上述重复垂直移动操作中每次移动操作对应的移动路径。
作为一种可选的实施方式,在上述控制上述目标激光装置对上述目标材料执行钻孔操作的过程中,还包括:通过冷却装置中的水流对上述目标位置进行冷却处理。
作为一种可选的实施方式,在上述目标激光装置为超快激光装置的情况下,上述控制上述目标激光装置对上述目标材料执行钻孔操作包括:对上述目标激光装置输出的高斯光束进行目标处理,其中,上述目标处理包括以下至少之一:增大上述高斯光束的光斑直径、调整上述高斯光束的传导路径、阻挡上述高斯光束外的边缘杂光、将上述高斯光束由线偏振转换为圆偏振光;在获取到整形后的高斯光束的情况下,控制上述高斯光束聚焦,并控制上述高斯光束聚焦后的轨迹方式为螺旋轨迹方式。
作为一种可选的实施方式,在上述对上述目标材料执行上述钻孔操作过程中,还包括:控制吸附装置对上述目标材料进行固定处理;控制吸尘装置对上述目标材料进行除尘处理。
作为一种可选的实施方式,还包括:获取第二操作请求,其中,上述第二操作请求用于请求控制目标激光装置执行目标移动操作,上述目标移动操作包括以下至少之一:向左的移动操作、向右的移动操作、向前的移动操作、向后的移动操作;响应上述第二操作请求,控制上述目标激光装置执行上述目标移动操作。
根据本发明实施例的另一方面,还提供了一种材料加工系统,上述系统包括:目标激光装置、吸附装置、吸尘装置、冷却装置、高精度自动升降台、二维水平移动工作台,包括:上述目标激光装置包括:激光输出器、扩束镜、反射镜、光阑、波片、扫描振镜、聚焦透镜,其中,上述激光输出器用于输出高斯光束,上述扩束镜用于增大上述高斯光束的光斑直径,上述反射镜,用于调整上述高斯光束的传导路径,上述光阑,用于阻挡上述高斯光束外的边缘杂光,所波片,用于将上述高斯光束由线偏振转换为圆偏振光,上述聚焦透镜,用于聚焦上述高斯光束,上述扫描振镜,用于控制上述高斯光束聚焦后的轨迹方式为螺旋轨迹方式;上述吸附装置,用于对目标材料进行固定处理,其中,上述目标材料为待被上述目标激光装置执行钻孔操作的材料;上述吸尘装置,用于对上述目标材料进行除尘处理;上述冷却装置,用于通过上述冷却装置中的水流对上述目标材料的目标位置进行冷却处理,上述目标位置为上述目标材料上被执行上述钻孔操作的位置;上述高精度自动升降台,用于控制上述目标激光装置执行重复垂直移动操作;上述二维水平移动工作台,用于控制上述目标激光装置执行目标移动操作,其中,上述目标移动操作包括以下至少之一:向左的移动操作、向右的移动操作、向前的移动操作、向后的移动操作。
根据本发明实施例的另一方面,还提供了一种材料加工装置,包括:第一获取单元,用于获取第一操作请求,其中,上述第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,上述第一操作请求中携带有上述加工操作的执行信息;第一响应单元,用于响应上述第一操作请求,按照上述加工操作的执行信息控制上述目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在上述N次重复垂直移动操作的执行过程中,控制上述目标激光装置对上述目标材料执行钻孔操作,其中,上述目标位置为上述目标材料上被执行上述钻孔操作的位置,N为大于等于1的整数。
作为一种可选的实施方式,上述第一响应单元,包括以下至少之一:第一控制模块,用于按照上述加工操作的执行信息中的移动次数信息,控制上述目标激光装置执行上述重复垂直移动操作,其中,上述移动次数信息用于指示上述重复垂直移动操作的执行次数为N;第二控制模块,用于按照上述加工操作的执行信息中的移动时长信息,控制上述目标激光装置执行上述重复垂直移动操作,其中,上述移动次数信息用于指示上述重复垂直移动操作的执行时长;第三控制模块,用于按照上述加工操作的执行信息中的移动路径信息,控制上述目标激光装置执行上述重复垂直移动操作,其中,上述移动路径信息用于指示上述重复垂直移动操作中每次移动操作对应的移动路径。
作为一种可选的实施方式,还包括:冷却单元,用于在上述控制上述目标激光装置对上述目标材料执行钻孔操作的过程中,通过冷却装置中的水流对上述目标位置进行冷却处理。
作为一种可选的实施方式,上述第一响应单元包括:处理模块,用于在上述目标激光装置为超快激光装置的情况下,对上述目标激光装置输出的高斯光束进行目标处理,其中,上述目标处理包括以下至少之一:增大上述高斯光束的光斑直径、调整上述高斯光束的传导路径、阻挡上述高斯光束外的边缘杂光、将上述高斯光束由线偏振转换为圆偏振光;第四控制模块,用于在上述目标激光装置为超快激光装置的情况下,在获取到整形后的高斯光束的情况下,控制上述高斯光束聚焦,并控制上述高斯光束聚焦后的轨迹方式为螺旋轨迹方式。
作为一种可选的实施方式,还包括:第一控制单元,用于在上述对上述目标材料执行上述钻孔操作过程中,控制吸附装置对上述目标材料进行固定处理;第二控制单元,用于在上述对上述目标材料执行上述钻孔操作过程中,控制吸尘装置对上述目标材料进行除尘处理。
作为一种可选的实施方式,还包括:第一控制单元,用于在上述对上述目标材料执行上述钻孔操作过程中,控制吸附装置对上述目标材料进行固定处理;第二控制单元,用于在上述对上述目标材料执行上述钻孔操作过程中,控制吸尘装置对上述目标材料进行除尘处理。
根据本发明实施例的又一方面,还提供了一种计算机可读的存储介质,该计算机可读的存储介质中存储有计算机程序,其中,该计算机程序被设置为运行时执行上述材料加工方法。
根据本发明实施例的又一方面,还提供了一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其中,上述处理器通过计算机程序执行上述的材料加工方法。
在本发明实施例中,获取第一操作请求,其中,上述第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,上述第一操作请求中携带有上述加工操作的执行信息;响应上述第一操作请求,按照上述加工操作的执行信息控制上述目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在上述N次重复垂直移动操作的执行过程中,控制上述目标激光装置对上述目标材料执行钻孔操作,其中,上述目标位置为上述目标材料上被执行上述钻孔操作的位置,N为大于等于1的整数,通过在钻孔过程中控制激光装置执行上下移动操作,稳定作用在材料的热能,进而达到了保证激光成孔的质量的技术目的,从而实现了提高材料的加工质量的技术效果,进而解决了在利用激光钻孔对材料进行加工的场景下,存在加工质量较低的技术问题。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1是根据本发明实施例的一种可选的材料加工方法的应用环境的示意图;
图2是根据本发明实施例的一种可选的材料加工方法的流程的示意图;
图3是根据本发明实施例的一种可选的材料加工方法的示意图;
图4是根据本发明实施例的另一种可选的材料加工方法的示意图;
图5是根据本发明实施例的另一种可选的材料加工方法的示意图;
图6是根据本发明实施例的另一种可选的材料加工方法的示意图;
图7是根据本发明实施例的另一种可选的材料加工方法的示意图;
图8是根据本发明实施例的另一种可选的材料加工方法的示意图;
图9是根据本发明实施例的一种可选的材料加工装置的示意图;
图10是根据本发明实施例的一种可选的电子设备的结构示意图。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
根据本发明实施例的一个方面,提供了一种材料加工方法,可选地,作为一种可选的实施方式,上述材料加工方法可以但不限于应用于如图1所示的环境中。其中,可以但不限于包括用户设备102、网络110及服务器112,其中,该用户设备102上可以但不限于包括显示器108、处理器106及存储器104。
具体过程可如下步骤:
步骤S102,用户设备102获取在显示器108上触发的第一操作请求,其中,第一操作请求用于请求控制目标激光装置(图中未示出)对目标材料(图中未示出)执行加工操作,第一操作请求中携带有加工操作的执行信息;
步骤S104-S106,用户设备102通过网络110将第一操作请求发送给服务器112;
步骤S108,服务器112通过处理引擎116将该第一操作请求进行处理,从而生成控制指令;
步骤S110-S112,服务器112通过网络110将控制指令发送给用户设备102,用户设备102中的处理器106根据控制指令控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,并将加工操作的过程显示在显示器108中,以及将控制指令存储在存储器104中。
除图1示出的示例之外,上述步骤可以由用户设备102独立完成,即由用户设备102执行控制指令的生成等步骤,从而减轻服务器的处理压力。该用户设备102包括但不限于手持设备(如手机)、笔记本电脑、台式电脑、车载设备等,本发明并不限制用户设备102的具体实现方式。
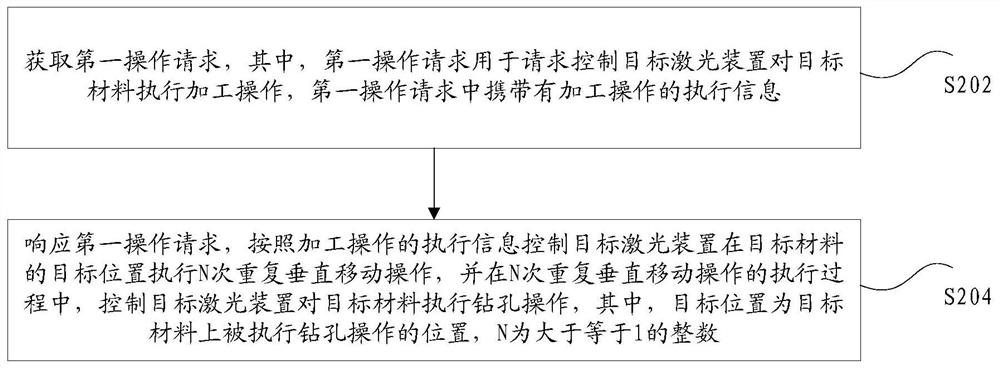
可选地,作为一种可选的实施方式,如图2所示,材料加工方法包括:
S202,获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;
S204,响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数。
可选地,在本实施例中,上述材料加工方法可以但不限于应用在激光工艺应用技术领域中,特别是应用在对陶瓷材料的激光钻孔,例如先输入待加工陶瓷材料的尺寸信息,进而触发操作请求,以指示目标激光装置对上述待加工陶瓷材料执行加工操作;从而响应操作请求,控制目标激光装置同时执行N次重复垂直移动操作以及钻孔操作,由于在钻孔操作的执行过程中,还控制目标激光装置执行上下移动操作,起到了稳定材料上的热能发挥的作用,从而保证了激光成孔的质量。
可选地,在本实施例中,目标激光装置可以但不限于为纳秒级激光装置、超快激光装置等。
可选地,在本实施例中,目标材料可以但不限于包括以下至少之一:金属材料、陶瓷材料、玻璃材料、水晶材料等。
可选地,在本实施例中,加工操作可以但不限于包括重复垂直移动操作以及钻孔操作,其中,重复垂直移动操作可以但不限于为在垂直方向执行固定/不定步长的移动操作,以不定步长为例说明,向上执行0.3mm步长的移动操作,再向下执行0.2mm步长的移动操作等;再以固定步长为例说明,向上/下执行0.4mm步长的移动操作。
可选地,在本实施例中,钻孔操作可以但不限于包括通过目标激光装置输出的高斯光束,对目标材料进行激光钻孔。
需要说明的是,获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数。
进一步举例说明,可选的如图3所示,获取由目标客户端302触发的操作请求,并响应该操作请求,指示控制目标激光装置306对目标材料304执行加工操作,其中,加工操作的执行可以但不限于分为步骤S302,执行重复垂直移动操作,以及步骤S304,执行钻孔操作,且上述步骤S302以及步骤S304可以但不限于依次执行或步骤执行。
通过本申请提供的实施例,获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数,通过在钻孔过程中控制激光装置执行上下移动操作,稳定作用在材料的热能,进而达到了保证激光成孔的质量的技术目的,从而实现了提高材料的加工质量的技术效果。
作为一种可选的方案,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,包括以下至少之一:
S1,按照加工操作的执行信息中的移动次数信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行次数为N;
S2,按照加工操作的执行信息中的移动时长信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行时长;
S3,按照加工操作的执行信息中的移动路径信息,控制目标激光装置执行重复垂直移动操作,其中,移动路径信息用于指示重复垂直移动操作中每次移动操作对应的移动路径。
可选地,在本实施例中,执行信息可以但不限于自动确定,且该自动确定是根据目标材料的对象信息确定的,其中,对象信息可以但不限于包括以下至少之一:材质信息、尺寸信息等。
需要说明的是,按照加工操作的执行信息中的移动次数信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行次数为N;按照加工操作的执行信息中的移动时长信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行时长;按照加工操作的执行信息中的移动路径信息,控制目标激光装置执行重复垂直移动操作,其中,移动路径信息用于指示重复垂直移动操作中每次移动操作对应的移动路径。
进一步举例说明,可选的例如在钻孔操作的执行过程中,同时由升降平台控制目标激光装置以小于10μm/s的速度先上升后下降,往复2-4次,其上升高度取决于目标材料的厚度,例如采用目标材料厚度的1.5倍。
通过本申请提供的实施例,按照加工操作的执行信息中的移动次数信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行次数为N;按照加工操作的执行信息中的移动时长信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行时长;按照加工操作的执行信息中的移动路径信息,控制目标激光装置执行重复垂直移动操作,其中,移动路径信息用于指示重复垂直移动操作中每次移动操作对应的移动路径,进而达到了按照执行信息准确地执行加工操作中的重复垂直移动操作的技术目的,从而实现了提高加工操作的准确性的技术效果。
作为一种可选的方案,在控制目标激光装置对目标材料执行钻孔操作的过程中,还包括以下至少之一:
通过冷却装置中的水流对目标位置进行冷却处理;
可选地,在本实施例中,冷却装置中可以但不限于流经温度数值低于目标阈值的水流,且该水流直接接触目标位置。
进一步举例说明,可选的例如图4所示,在对目标材料402执行钻孔操作的过程中,会产生上孔位和下孔位,即目标位置404,其中,目标位置404中的下孔位紧挨冷却装置406,同借助冷却装置406中流经的水流408进行冷却操作。
需要说明的是,冷却装置采用水流的方式对目标材料进行降温处理,不仅可以起到降低热量的作用,还可以但不限于通过水流带走钻孔操作的执行过程中产生的粉尘等杂质,以及可以但不限于利用光在水中的传导优于空气,以改变作用于下孔位的光路,使得下孔位的钻孔操作更加稳定。
通过本申请提供的实施例,通过冷却装置中的水流对目标位置进行冷却处理,进而达到了通过冷却装置的水流孔有持续不断的水流对目标材质进行降温的同时,带走材料打穿后产生的粉尘,以及改变作用于目标材质底部的光路的技术目的,从而实现了提高材料的加工质量的技术效果。
作为一种可选的方案,在目标激光装置为超快激光装置的情况下,控制目标激光装置对目标材料执行钻孔操作包括:
S1,对目标激光装置输出的高斯光束进行目标处理,其中,目标处理包括以下至少之一:增大高斯光束的光斑直径、调整高斯光束的传导路径、阻挡高斯光束外的边缘杂光、将高斯光束由线偏振转换为圆偏振光;
S2,在获取到整形后的高斯光束的情况下,控制高斯光束聚焦,并控制高斯光束聚焦后的轨迹方式为螺旋轨迹方式。
可选地,在本实施例中,激光谐振腔发出的基模辐射场,其横截面的振幅分布遵守高斯函数,即为高斯光束。
需要说明的是,对目标激光装置输出的高斯光束进行目标处理,其中,目标处理包括以下至少之一:增大高斯光束的光斑直径、调整高斯光束的传导路径、阻挡高斯光束外的边缘杂光、将高斯光束由线偏振转换为圆偏振光;在获取到整形后的高斯光束的情况下,控制高斯光束聚焦,并控制高斯光束聚焦后的轨迹方式为螺旋轨迹方式。
进一步举例说明,可选的螺旋轨迹方式如图5所示,例如以图5中的(a)所示的螺旋方式轨迹旋转钻孔,若需提高钻孔效率,还可例如采用图5中的(b)所示的螺旋方式轨迹旋转钻孔。
通过本申请提供的实施例,对目标激光装置输出的高斯光束进行目标处理,其中,目标处理包括以下至少之一:增大高斯光束的光斑直径、调整高斯光束的传导路径、阻挡高斯光束外的边缘杂光、将高斯光束由线偏振转换为圆偏振光;在获取到整形后的高斯光束的情况下,控制高斯光束聚焦,并控制高斯光束聚焦后的轨迹方式为螺旋轨迹方式,进而达到了提高光束质量的技术目的,从而实现了提高材料的加工质量的技术效果。
作为一种可选的方案,还包括:
S1,控制吸附装置对目标材料进行固定处理;
S2,控制吸尘装置对目标材料进行除尘处理。
需要说明的是,控制吸附装置对目标材料进行固定处理;或控制吸尘装置对目标材料进行除尘处理。
进一步举例说明,可选的例如图6所示,由在对目标材料602执行加工操作的过程中,由配置在目标材料602周边的吸附装置604对目标材料602进行固定处理,以及通过配置在目标材料602周边的吸尘装置606对目标材料602进行除尘处理,其中,吸尘装置606可以但不限于固定配置在目标材料602的附近,也可以但不限于作为单独的装置进行灵活配置。
通过本申请提供的实施例,控制吸附装置对目标材料进行固定处理;或控制吸尘装置对目标材料进行除尘处理,进而达到了通过固定、除尘等处理方式以辅助目标材料的加工处理的技术目的,从而实现了提高材料的加工质量的技术效果。
作为一种可选的方案,还包括:
S1,获取第二操作请求,其中,第二操作请求用于请求控制目标激光装置执行目标移动操作,目标移动操作包括以下至少之一:向左的移动操作、向右的移动操作、向前的移动操作、向后的移动操作;
S2,响应第二操作请求,控制目标激光装置执行目标移动操作。
可选地,在本实施例中,第二操作请求可以但不限于由用户主动触发,例如通过触发第二操作请求完成对目标激光装置的位置纠正或调整。
需要说明的是,获取第二操作请求,其中,第二操作请求用于请求控制目标激光装置执行目标移动操作,目标移动操作包括以下至少之一:向左的移动操作、向右的移动操作、向前的移动操作、向后的移动操作;响应第二操作请求,控制目标激光装置执行目标移动操作。
进一步举例说明,可选的基于图6所示的场景,继续例如图7所示,配置有垂直升降工作台702,以完成对目标材料602的重复垂直移动操作;同时,通过配置的水平移动工作台704,以完成对目标材料602的水平方向的目标移动操作。
通过本申请提供的实施例,获取第二操作请求,其中,第二操作请求用于请求控制目标激光装置执行目标移动操作,目标移动操作包括以下至少之一:向左的移动操作、向右的移动操作、向前的移动操作、向后的移动操作;响应第二操作请求,控制目标激光装置执行目标移动操作,进而达到了全面控制目标激光装置执行加工操作的技术目的,从而实现了提高目标激光装置的操作全面性的技术效果。
需要说明的是,对于前述的各方法实施例,为了简单描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本发明并不受所描述的动作顺序的限制,因为依据本发明,某些步骤可以采用其他顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的动作和模块并不一定是本发明所必须的。
根据本发明实施例的另一个方面,还提供了一种材料加工系统。如图8所示,系统包括:目标激光装置、吸附装置、吸尘装置、冷却装置、高精度自动升降台、二维水平移动工作台,包括:
目标激光装置包括:激光输出器802、扩束镜804、反射镜806、光阑808、波片810、扫描振镜812、聚焦透镜814,其中,激光输出器802用于输出高斯光束,扩束镜804用于增大高斯光束的光斑直径,反射镜806用于调整高斯光束的传导路径,光阑808用于阻挡高斯光束外的边缘杂光,所波片810用于将高斯光束由线偏振转换为圆偏振光,聚焦透镜814用于聚焦高斯光束,扫描振镜812用于控制高斯光束聚焦后的轨迹方式为螺旋轨迹方式;
吸附装置818,用于对目标材料816进行固定处理,其中,目标材料816为待被目标激光装置执行钻孔操作的材料;
吸尘装置822,用于对目标材料816进行除尘处理;
冷却装置820,用于通过冷却装置820中的水流对目标材料816的目标位置进行冷却处理,目标位置为目标材料816上被执行钻孔操作的位置;
高精度自动升降台824,用于控制目标激光装置执行重复垂直移动操作;
二维水平移动工作台826,用于控制目标激光装置执行目标移动操作,其中,目标移动操作包括以下至少之一:向左的移动操作、向右的移动操作、向前的移动操作、向后的移动操作。
进一步举例说明,可选的假设以目标材料为陶瓷材料为例、以目标激光装置为超快激光装置为例说明,通过上述材料加工方法,改善了厚度0.2mm-0.5mm的陶瓷板激光钻孔边缘热影响大、锥度大的工艺问题。此外采用超快激光器,脉冲短,峰值功率高,热效应小,钻孔质量高。光路系统中采用波片和光阑,提升了钻孔的圆度;同时为陶瓷工装模组配备的吸附和水冷治具,改善钻孔锥度,以及配置吸尘装置净化钻孔产生的粉尘,提升钻孔质量,避免空气污染;
具体的,激光器输出高斯光束,经过扩束镜准直放大2-10倍,经过若干反射镜45°角反射后,经过光阑,光阑直径调试合适尺寸,挡住光束外边缘的杂光,再经过1/4波片,将线偏振高斯光束变为圆偏振光,再经过若干反射镜45°角反射进入扫描振镜和聚焦透镜聚焦在陶瓷材料表面。通过振镜控制光聚焦后的轨迹方式,以提高钻孔效率。
再者,陶瓷工装模组包括吸附治具、高精度自动升降台、吸尘装置、冷却治具和二维水平移动台。吸尘装置采用激光专用烟雾净化器及配套管道。陶瓷材料置于模组中的吸附治具和冷却治具上。吸附治具通压缩空气,将陶瓷材料吸紧,避免钻孔过程中发生移动。吸附治具中间部位安装冷却治具,和陶瓷材料相连。冷却治具通流动的水,给陶瓷板降温。当陶瓷板钻孔穿了后,水流可从陶瓷板背部将钻孔产生的粉尘带走,并改变作用于陶瓷底部的光路。超快激光持续作用于陶瓷材料上的同时,升降平台以小于10μm/s的速度先上升后下降,往复2-4次,上升高度取决于陶瓷的厚度,一般采用陶瓷厚度的1.5倍。整个钻孔过程产生的绝大多数粉尘由吸尘装置通过管道吸走。管道进气口位于陶瓷材料斜上方50㎝-100㎝处。当单个钻孔完成后,通过二维水平移动台的移动实现阵列钻孔。
进一步可选地,超快激光器频率可以但不限于选用100kHz-500kHz,脉宽小于12ps,实际使用功率小于20W,振镜扫描速度设置1000mm/s-2000mm/s,钻孔加工轨迹螺旋距0.008mm-0.02mm。采用上述工艺参数,钻孔的热影响区域小于10μm,正反面孔径差值小于25μm。同时,不局限于上述参数,可达到同样的钻孔效果。
此外可选地,的陶瓷板可以但不限于为电子陶瓷材料,厚度0.2-0.6mm,所钻通孔直径为0.1mm-1mm。
根据本发明实施例的另一个方面,还提供了一种用于实施上述材料加工方法的材料加工装置。如图10所示,该装置包括:
第一获取单元1002,用于获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;
第一响应单元1004,用于响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数。
可选地,在本实施例中,上述材料加工装置可以但不限于应用在激光工艺应用技术领域中,特别是应用在对陶瓷材料的激光钻孔,例如先输入待加工陶瓷材料的尺寸信息,进而触发操作请求,以指示目标激光装置对上述待加工陶瓷材料执行加工操作;从而响应操作请求,控制目标激光装置同时执行N次重复垂直移动操作以及钻孔操作,由于在钻孔操作的执行过程中,还控制目标激光装置执行上下移动操作,起到了稳定材料上的热能发挥的作用,从而保证了激光成孔的质量。
可选地,在本实施例中,目标激光装置可以但不限于为纳秒级激光装置、超快激光装置等。
可选地,在本实施例中,目标材料可以但不限于包括以下至少之一:金属材料、陶瓷材料、玻璃材料、水晶材料等。
可选地,在本实施例中,加工操作可以但不限于包括重复垂直移动操作以及钻孔操作,其中,重复垂直移动操作可以但不限于为在垂直方向执行固定/不定步长的移动操作,以不定步长为例说明,向上执行0.3mm步长的移动操作,再向下执行0.2mm步长的移动操作等;再以固定步长为例说明,向上/下执行0.4mm步长的移动操作。
可选地,在本实施例中,钻孔操作可以但不限于包括通过目标激光装置输出的高斯光束,对目标材料进行激光钻孔。
需要说明的是,获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数。
具体实施例可以参考上述材料加工方法中所示示例,本示例中在此不再赘述。
通过本申请提供的实施例,获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数,通过在钻孔过程中控制激光装置执行上下移动操作,稳定作用在材料的热能,进而达到了保证激光成孔的质量的技术目的,从而实现了提高材料的加工质量的技术效果。
作为一种可选的方案,第一响应单元1004,包括以下至少之一:
第一控制模块,用于按照加工操作的执行信息中的移动次数信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行次数为N;
第二控制模块,用于按照加工操作的执行信息中的移动时长信息,控制目标激光装置执行重复垂直移动操作,其中,移动次数信息用于指示重复垂直移动操作的执行时长;
第三控制模块,用于按照加工操作的执行信息中的移动路径信息,控制目标激光装置执行重复垂直移动操作,其中,移动路径信息用于指示重复垂直移动操作中每次移动操作对应的移动路径。
具体实施例可以参考上述材料加工方法中所示示例,本示例中在此不再赘述。
作为一种可选的方案,还包括:
冷却单元,用于在控制目标激光装置对目标材料执行钻孔操作的过程中,通过冷却装置中的水流对目标位置进行冷却处理。
具体实施例可以参考上述材料加工方法中所示示例,本示例中在此不再赘述。
作为一种可选的方案,第一响应单元1004包括:
处理模块,用于在目标激光装置为超快激光装置的情况下,对目标激光装置输出的高斯光束进行目标处理,其中,目标处理包括以下至少之一:增大高斯光束的光斑直径、调整高斯光束的传导路径、阻挡高斯光束外的边缘杂光、将高斯光束由线偏振转换为圆偏振光;
第四控制模块,用于在目标激光装置为超快激光装置的情况下,在获取到整形后的高斯光束的情况下,控制高斯光束聚焦,并控制高斯光束聚焦后的轨迹方式为螺旋轨迹方式。
具体实施例可以参考上述材料加工方法中所示示例,本示例中在此不再赘述。
作为一种可选的方案,还包括:
第一控制单元,用于在对目标材料执行钻孔操作过程中,控制吸附装置对目标材料进行固定处理;
第二控制单元,用于在对目标材料执行钻孔操作过程中,控制吸尘装置对目标材料进行除尘处理。
具体实施例可以参考上述材料加工方法中所示示例,本示例中在此不再赘述。
作为一种可选的方案,还包括:
第二获取单元,用于获取第二操作请求,其中,第二操作请求用于请求控制目标激光装置执行目标移动操作,目标移动操作包括以下至少之一:向左的移动操作、向右的移动操作、向前的移动操作、向后的移动操作;
第二响应单元,用于响应第二操作请求,控制目标激光装置执行目标移动操作。
具体实施例可以参考上述材料加工方法中所示示例,本示例中在此不再赘述。
根据本发明实施例的又一个方面,还提供了一种用于实施上述材料加工方法的电子设备,如图10所示,该电子设备包括存储器1002和处理器1004,该存储器1002中存储有计算机程序,该处理器1004被设置为通过计算机程序执行上述任一项方法实施例中的步骤。
可选地,在本实施例中,上述电子设备可以位于计算机网络的多个网络设备中的至少一个网络设备。
可选地,在本实施例中,上述处理器可以被设置为通过计算机程序执行以下步骤:
S1,获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;
S1,响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数。
可选地,本领域普通技术人员可以理解,图10所示的结构仅为示意,电子设备也可以是智能手机(如Android手机、iOS手机等)、平板电脑、掌上电脑以及移动互联网设备(Mobile Internet Devices,MID)、PAD等终端设备。图10其并不对上述电子设备的结构造成限定。例如,电子设备还可包括比图10中所示更多或者更少的组件(如网络接口等),或者具有与图10所示不同的配置。
其中,存储器1002可用于存储软件程序以及模块,如本发明实施例中的材料加工方法和装置对应的程序指令/模块,处理器1004通过运行存储在存储器1002内的软件程序以及模块,从而执行各种功能应用以及数据处理,即实现上述的材料加工方法。存储器1002可包括高速随机存储器,还可以包括非易失性存储器,如一个或者多个磁性存储装置、闪存、或者其他非易失性固态存储器。在一些实例中,存储器1002可进一步包括相对于处理器1004远程设置的存储器,这些远程存储器可以通过网络连接至终端。上述网络的实例包括但不限于互联网、企业内部网、局域网、移动通信网及其组合。其中,存储器1002具体可以但不限于用于存储第一操作请求以及加工操作的执行信息等。作为一种示例,如图10所示,上述存储器1002中可以但不限于包括上述材料加工装置中的第一获取单元1002及第一响应单元1004。此外,还可以包括但不限于上述材料加工装置中的其他模块单元,本示例中不再赘述。
可选地,上述的传输装置1006用于经由一个网络接收或者发送数据。上述的网络具体实例可包括有线网络及无线网络。在一个实例中,传输装置1006包括一个网络适配器(Network Interface Controller,NIC),其可通过网线与其他网络设备与路由器相连从而可与互联网或局域网进行通讯。在一个实例中,传输装置1006为射频(Radio Frequency,RF)模块,其用于通过无线方式与互联网进行通讯。
此外,上述电子设备还包括:显示器1008,用于显示上述第一操作请求以及加工操作的执行信息等;和连接总线1010,用于连接上述电子设备中的各个模块部件。
可选地,在本实施例中,上述计算机可读的存储介质可以被设置为存储用于执行以下步骤的计算机程序:
S1,获取第一操作请求,其中,第一操作请求用于请求控制目标激光装置对目标材料执行加工操作,第一操作请求中携带有加工操作的执行信息;
S1,响应第一操作请求,按照加工操作的执行信息控制目标激光装置在目标材料的目标位置执行N次重复垂直移动操作,并在N次重复垂直移动操作的执行过程中,控制目标激光装置对目标材料执行钻孔操作,其中,目标位置为目标材料上被执行钻孔操作的位置,N为大于等于1的整数。
可选地,在本实施例中,本领域普通技术人员可以理解上述实施例的各种方法中的全部或部分步骤是可以通过程序来指令终端设备相关的硬件来完成,该程序可以存储于一计算机可读存储介质中,存储介质可以包括:闪存盘、只读存储器(Read-Only Memory,ROM)、随机存取器(Random Access Memory,RAM)、磁盘或光盘等。
上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
上述实施例中的集成的单元如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在上述计算机可读取的存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的全部或部分可以以软件产品的形式体现出来,该计算机软件产品存储在存储介质中,包括若干指令用以使得一台或多台计算机设备(可为个人计算机、服务器或者网络设备等)执行本发明各个实施例所述方法的全部或部分步骤。
在本发明的上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
在本申请所提供的几个实施例中,应该理解到,所揭露的客户端,可通过其它的方式实现。其中,以上所描述的装置实施例仅仅是示意性的,例如所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口,单元或模块的间接耦合或通信连接,可以是电性或其它的形式。
所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
另外,在本发明各个实施例中的各功能单元可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中。上述集成的单元既可以采用硬件的形式实现,也可以采用软件功能单元的形式实现。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 材料加工方法、装置和存储介质及电子设备
- 一种数据加工方法、装置、存储介质及电子设备