一种凸缘螺母的铆压工装及方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及机械结构技术领域,具体涉及一种凸缘螺母的铆压工装及方法。
背景技术
法兰盘01是位于变速箱输出轴末端的动力输出部件,与输出轴02采用花键连接,输出转速和扭矩,法兰盘01上设有螺栓孔011,用于与汽车底盘中的传动轴连接。目前,变速箱输出法兰盘01的轴向定位方式主要采用两种方式,如图1所示,第一种方式为采用压盘03将输出法兰盘进行轴向压紧,同时压盘采用双螺栓04连接方式与输出轴02进行连接固定,从而在轴向上利用压盘03压紧输出法兰盘01,螺栓的防松是采用铁丝05将两个螺栓连接实现的;如图2所示,第二种方式为采用凸缘螺母06将输出法兰盘01进行轴向压紧,同时,凸缘螺母06与输出轴02采用螺纹连接,凸缘螺母06同时实现了第一种方式中压盘03和螺栓的作用,其防松方式采用铆冲或铆压实现的,通过将凸缘螺母06的凸缘铆冲或铆压变形,使其变形部分嵌入输出轴外侧面的缺口,从而实现防止凸缘螺母转动的目的。
采用凸缘螺母方式固定法兰盘的变速箱,凸缘螺母的边缘必须进行变形处理,以实现防松。而目前在车间装配工序中,一般采用人工铆冲和铆压工装。
人工铆冲主要有两种方式:
第一种为工人用手将铁錾抵在凸缘螺母边缘,然后利用铁棒砸击铁錾的方式对凸缘螺母边缘进行铆冲,该方式存在以下缺点及风险:体力消耗大、铁棒容易误伤操作人员、铆冲力度过大易损坏凸缘螺母边缘(边缘开裂,需更换)、铆冲力度太小变形量不够、弧形边缘铁錾易滑脱、铆冲点易偏离最佳设定位置、同一批次变速箱凸缘螺母铆冲质量不一致等。
第二种方式为工人使用铆枪对凸缘螺母边缘进行铆冲,该人工方式存在以下缺点及风险:铆冲力度及角度控制困难、弧形边缘易滑脱、铆冲点易偏离最佳设定位置、同一批次变速箱凸缘螺母铆冲质量不一致等。
目前常用的一种铆压工装如公开号为CN106984762A,专利名称为螺母铆压装置的中国专利,其采用液压油缸提供动力,人员通过把手进行铆压前的定位,然后人为操作液压缸的伸缩进行铆压操作。该种方式虽然可以达到省力目的,实现螺母铆压,但存在以下明显缺点:
1.无缺口定位结构,铆压前工装与铆压位置的对准靠人员视觉确定,若人员定位不准,铆压质量将不能保证;
2.无周向防转,由于仅靠人员手动稳定工装位置,无辅助结构,铆压过程中铆压头有可能由于弧形边缘而滑脱;
3.铆压深度不确定,铆压的深度由人员自行操作液压缸,无预设限位,产品的铆压结果一致性无法保证;
4.铆压工装整体结构复杂,还需配备液压动力装置等,占用空间大,制造和维护保养成本均较高;
5.仅适用于固定场地,由于液压缸支架的限制,只能纵向使用;
6.铆压过程中的轴向反力由油压缸传递给支架,液压缸受力后的纵向位移会影响铆压效果,且整体纵向尺寸较大,纵向相对位置控制要求高,若油缸中心轴线与中心螺母轴线不一致,发生偏斜,铆压过程中易造成对工件及铆压机构的损坏,且可能造成人员危险;
发明内容
为了解决现有凸缘螺母铆压质量不稳定、一致性差、现有工装适用范围小、综合成本高的技术问题,本发明提供了一种凸缘螺母的铆压工装及方法。
为实现上述目的,本发明提供的技术方案是:
一种凸缘螺母的铆压工装,其特殊之处在于:包括支撑盘、回转盘、铆压杆、定位组件和连接组件;
所述支撑盘的中部向下凹,形成用于安装回转盘的安装腔,安装腔的底面开设有供凸缘螺母穿过的中心孔;支撑盘的下表面设有位于安装腔外周的多个挂销,挂销的数量与法兰盘上螺栓孔的数量相等,且位置一一对应;
所述支撑盘的外侧面设有至少2个周向布置的回转手柄;
所述回转盘同轴设置在支撑盘的安装腔内,且回转盘能在支撑盘上转动;回转盘为下端开口的空腔结构,回转盘侧壁沿径向设有不连通的第一缺口和第二缺口,且第一缺口的中心线与第二缺口的中心线共线,回转盘上设有位于第一缺口上方的导套;凸缘螺母穿过支撑盘上的中心孔后伸入回转盘的空腔中;
所述定位组件包括导向杆、导向滑块、弹簧和定位块;导向杆的下端设置在回转盘上,导向滑块和弹簧自下而上依次套设在导向杆上,导向滑块能够在导向杆上移动,导向杆上端设有对弹簧上端面限位的限位结构;定位块的上端与导向滑块铰接,另一端伸入所述导套,并能够相对导套上下移动,其下端部伸出导套至第一缺口内,导向滑块在移动过程中,定位块的下端部可伸出导套、第一缺口,与输出轴端部的缺口配合;
所述铆压杆位于第二缺口的正上方,铆压杆的一端与回转盘上端面铰接,另一端伸出回转盘并设有铆压手柄,中部设有能够伸入第二缺口的铆压结构;
所述连接组件设置在铆压杆和导向滑块之间,用于在铆压杆转动过程中,实现导向滑块上下移动。
进一步地,所述连接组件包括短连杆和长连杆,长连杆的一端与铆压杆一端铰接,长连杆的另一端与短连杆的一端铰接,短连杆的另一端与回转盘铰接,且长连杆与短连杆铰接的位置开设有长条孔,短连杆的一端与导向滑块下表面接触,用于支撑导向滑块,并在短连杆转动过程中,实现导向滑块上下移动。
进一步地,所述回转盘上表面设置有与短连杆相邻的限位块,用于对短连杆转动角度的限位,保证铆压杆对凸缘螺母铆压深度的一致性。
进一步地,所述回转手柄为圆周均布的2个。
进一步地,所述导向杆为并排设置的2个,导向滑块套设在2个导向杆上,每个导向杆上均套设有弹簧以及设置限位结构。
进一步地,所述挂销包括自上而下依次同轴固连的第一轴段和第二轴段,且第二轴段的直径大于第一轴段的直径。
进一步地,所述支撑盘包括第一环板、第二环板、锥筒状连接板和下盖;
所述第一环板同轴设置在第二环板的上方,且第一环板内径大于第二环板的外径;
所述锥筒状连接板的大端与第一环板内环面相连,小端与第二环板外环面相连;锥筒状连接板的上端外径与第一环板内径相同,其下端内径与第二环板外径相同;
所述第一环板、第二环板、锥筒状连接板为一体件;
所述下盖的外环端与第二环板的下表面连接,其内环端和第二环板下表面之间存在距离,形成环状容置槽;
所述锥筒状连接板、第二环板、下盖之间形成所述安装腔,所述安装腔的中心孔开设在下盖上;
所述回转盘的下端外圆面具有设置在环状容置槽内的环状转动板。
进一步地,所述下盖的外环端与第二环板的下表面采用铆钉连接。
同时,本发明还提供了一种凸缘螺母的铆压方法,其特殊之处在于,包括以下步骤:
1)将支撑盘的多个挂销分别穿过法兰盘的多个螺栓孔,同时输出轴和其上的凸缘螺母端部伸入回转盘;使用回转手柄旋转支撑盘,使挂销的边缘挂在法兰盘侧面;
2)判断定位块的下端是否处于输出轴上的缺口位置,若定位块的下端处于输出轴上的其中一个缺口位置,则执行步骤4);若定位块的下端未处于输出轴上的缺口位置,则执行步骤3);
3)利用铆压手柄使回转盘转动,直至定位块的下端嵌入输出轴上的其中一个缺口位置;
4)向下拉动铆压手柄使铆压杆向下转动,铆压杆上的铆压结构对凸缘螺母的边缘铆压,凸缘螺母的第一处铆压完成;
5)利用回转手柄使法兰盘及铆压工装整体转动,使凸缘螺母的第二处铆压位置移至操作者侧;
6)向上拉动铆压手柄,直至定位块下端移出输出轴端面,利用铆压手柄转动回转盘,直至定位块的下端嵌入输出轴上的另一个缺口位置,然后向下拉动铆压手柄使铆压杆向下转动,铆压杆上的铆压结构对凸缘螺母的边缘铆压,凸缘螺母第二处铆压完成;
7)向上拉动铆压手柄,利用回转手柄旋转支撑盘一定角度,卸下工装,凸缘螺母的铆压过程完成。
与现有技术相比,本发明的优点是:
1、本发明铆压工装设置有定位块,可有效解决铆压前的工装定位问题,及铆压过程中的轴向旋转问题(即工装滑脱问题);回转盘上的第一缺口和第二缺口,可保证铆压位置的准确性;通过回转手柄使法兰盘及铆压工装整体转动,凸缘螺母的铆压位置移至操作者侧,操作方便;纵向尺寸小,不存在中心轴线偏斜的问题,同时设置有多个挂销,反力由法兰盘承担,即使作业中单个挂销损坏,也不影响正常使用,即便发现后只需及时维护更换即可,作业操作要求低,安全性很高。
2、本发明回转盘上设置限位块,限位块可保证每件同类型的产品其凸缘螺母边缘的铆压深度一致,避免由于人员因素对产品一致性的影响,提高了产品的质量和一致性,减少了人工误操作导致的经济损失,提高了工序的安全性,扩大了工装的适用范围,降低了工装的综合成本。
3、本发明铆压工装结构简单,成本低,几乎不需要维护,占用空间小,方便携带,可适应各种场合各种方向条件下的使用,如应急维修等。
附图说明
图1为现有变速箱输出法兰盘的轴向定位方式中第一方式的结构示意图;
图2为现有变速箱输出法兰盘的轴向定位方式中第二方式的结构示意图;
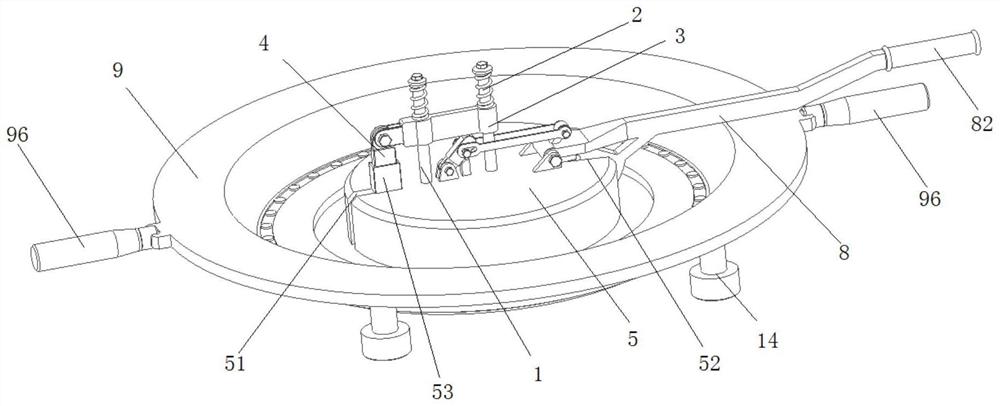
图3为本发明凸缘螺母的铆压工装立体结构图;
图4为本发明凸缘螺母的铆压工装正视图;
图5为本发明凸缘螺母的铆压工装剖视图;
图6为本发明凸缘螺母的铆压工装中连接组件处的局部示意图;
图7为本发明凸缘螺母的铆压工装中支撑盘处的局部示意图;
图8为输出轴端面凸缘螺母未铆压前的结构示意图;
图9为图8中凸缘螺母采用本发明铆压工装铆压后的结构示意图;
其中,附图标记如下:
01-法兰盘,011-螺栓孔,02-输出轴,03-压盘,04-双螺栓,05-铁丝,06-凸缘螺母;
1-导向杆,11-限位结构,2-弹簧,3-导向滑块,4-定位块;
5-回转盘,51-第一缺口,52-第二缺口,53-导套,54-限位块,55-环状转动板;
6-短连杆,7-长连杆;
8-铆压杆,81-铆压结构,82-铆压手柄,83-连接块;
9-支撑盘,91-安装腔,92-第一环板,93-第二环板,94-锥筒状连接板,95-下盖,96-回转手柄;
10-螺栓,12-螺母,13-铆钉,14-挂销,141-第一轴段,142-第二轴段;
A-铆压位置。
具体实施方式
以下结合附图和具体实施例对本发明的内容作进一步详细描述。
如图3至图5所示,本发明一种凸缘螺母的铆压工装,包括支撑盘9、回转盘5、铆压杆8、定位组件和连接组件。
支撑盘9的中部向下凹,形成用于安装回转盘5的安装腔91,安装腔91的底面开设有供凸缘螺母06穿过的中心孔,支撑盘9的外侧面设有至少2个周向布置的回转手柄96,便于支撑盘9的转动。本实施例支撑盘9包括第一环板92、第二环板93、锥筒状连接板94和下盖95;第一环板92同轴设置在第二环板93的上方,且第一环板92内径大于第二环板93的外径,锥筒状连接板94的大端直径与第一环板92内径相同,其小端直径与第二环板93外径相同,锥筒状连接板94的大端与第一环板92内环面相连,小端与第二环板93外环面相连,第一环板92、第二环板93、锥筒状连接板94为一体件,回转手柄96位于第一环板92的外侧面;如图7所示,下盖95的外环端与第二环板93的下表面采用铆钉13连接,其内环端和第二环板93下表面之间存在距离,形成环状容置槽;锥筒状连接板94、第二环板93、下盖95之间形成上述安装腔91,相应的,安装腔91的中心孔开设在下盖95上。
第一环板92的下表面设有位于安装腔91外周的多个挂销14,挂销14的数量与法兰盘01上螺栓孔011的数量相等,且位置一一对应,每个挂销14包括自上而下依次同轴固连的第一轴段141和第二轴段142,且第二轴段142的直径大于第一轴段141的直径,多个挂销14可分别穿过法兰盘01上的多个螺栓孔011,转动旋转支撑盘9一定角度,使挂销14第二轴段142的上表面边缘挂在法兰盘01的侧面,利用挂销14边缘挂在法兰盘01的侧面,实现支撑盘9定位于法兰盘01上。
回转盘5同轴设置在支撑盘9的安装腔91内,回转盘5下端外圆面具有设置在环状容置槽内的环状转动板55,且回转盘5能够相对支撑盘9自转;法兰盘01通过花键连接输出轴02,输出轴02上螺纹连接有凸缘螺母06,凸缘螺母06并将法兰盘01压紧,则在支撑盘9定位于法兰盘01上时,输出轴02和其上的凸缘螺母06需伸入回转盘5,因此,本实施例将回转盘5设计为下端开口的空腔结构,输出轴02和凸缘螺母06能够穿过支撑盘9上的中心孔后伸入回转盘5的空腔中;回转盘5侧壁沿径向设有不连通的第一缺口51和第二缺口52,且第一缺口51的中心线与第二缺口52的中心线共线,回转盘5上设有位于第一缺口51上方的导套53。
定位组件包括导向杆1、导向滑块3、弹簧2和定位块4;导向杆1为并排设置的2个,2个导向杆1的下端均设置在回转盘5上,其中1个导向杆1垂直设置在回转盘5的中心,导向滑块3套设在2个导向杆1上,每个导向杆1上端套设有弹簧2,且导向杆1上端部设有限位结构11,本实施例限位结构11为设置在导向杆1外圆面的环状凸起,每个导向杆1上的弹簧2通过导向滑块3上表面和限位结构11实现限位,导向滑块3能够在导向杆1上移动;定位块4的上端与导向滑块3铰接,另一端伸入回转盘5上的导套53内,导向滑块3上下移动过程中,定位块4能够相对导套53上下移动,并实现定位块4下端穿过导套53、第一缺口51,置于输出轴02端面,或者输出轴02端面的缺口位置。
铆压杆8位于第二缺口52的正上方,铆压杆8的一端与回转盘5上端面铰接,另一端伸出回转盘5并设有铆压手柄82,中部设有能够伸入第二缺口52的铆压结构81,铆压杆8上下转动过程中,可对伸入回转盘5空腔中凸缘螺母06边缘进行铆压。
如图6所示,连接组件设置在铆压杆8和导向滑块3之间,用于在铆压杆8转动过程中,实现导向滑块3上下移动。具体的,连接组件包括短连杆6和长连杆7,长连杆7的一端与铆压杆8一端铰接,铆压杆8上表面固连有用于与长连杆7铰接的连接块83,长连杆7的另一端与短连杆6的一端铰接,短连杆6的另一端与回转盘5铰接,且长连杆7与短连杆6铰接的位置开设有长条孔,短连杆6的一端与导向滑块3下表面接触,用于支撑导向滑块3,并在短连杆6转动过程中,实现导向滑块3上下移动;本实施例铆压杆8与回转盘5之间、长连杆7与铆压杆8之间、短连杆6与长连杆7之间、短连杆6与回转盘5之间的铰接均是通过螺栓螺母组件实现,螺栓螺母组件包括螺栓10和螺母12,螺栓10实现两者的连接,螺母12设置在螺栓10的两端部。
短连杆6随着铆压杆8同步转动,可使定位块4上下运动,在定位块4下端穿过导套53、第一缺口51置于输出轴02端面的缺口位置时,定位块4可对回转盘5的位置进行定位,使铆压杆8准确铆压凸缘螺母06上的边缘位置,同时,还可避免铆压杆8工作时发生侧滑,使铆压更加准确。
本实施例在回转盘5上表面设有与短连杆6相邻的限位块54,使得短连杆6的运动范围受限位块54限制,从而限制铆压杆8的运动,使铆压杆8每次铆压的深度限定到预设深度且每次都一致,有效保障凸缘螺母06的铆压质量的一致性。本实施例回转手柄96为圆周布置的2个,2个回转手柄96和输出轴02上的2个缺口共线,回转手柄96便于旋转法兰盘01,方便凸缘螺母06的两个铆压位置A转至操作者侧,使得操作较为捷性。
本实施例铆压工装通过铆压杆8有效保障凸缘螺母06的铆压质量的一致性,降低了不合格品的概率、人员的安全风险,提升了工序操作的便捷性,提高了产品的质量和一致性,减少了人工误操作导致的经济损失。
本实施例铆压工装在对凸缘螺母06铆压前,如图8所示,凸缘螺母06采用螺纹连接方式安装在输出轴02上,同时将法兰盘01轴向压紧,图8中A为铆压位置A,法兰盘01上开设有4个螺栓孔011,相应地,支撑盘9(第一环板92)上的挂销14也为4个,具体铆压过程为:
1)将支撑盘9的第一环板92上4个挂销14分别穿过法兰盘01上的4个螺栓孔011,支撑盘9的第二环板93、锥筒状连接板94和下盖95位于法兰盘01的内腔中,同时,输出轴02和其上的凸缘螺母06端部伸入回转盘5中;然后,使用回转手柄96旋转支撑盘9一定角度,使挂销14的边缘挂在法兰盘01的侧面;
2)判断定位块4的下端是否处于输出轴02上的缺口位置,若定位块4的下端处于输出轴02上的其中一个缺口位置,则执行步骤4);若定位块4的下端未处于输出轴02上的缺口位置,定位块4抵在输出轴02的端面(非缺口位置),则此时弹簧2处于压缩状态,导向滑块3位置较高,则执行步骤3);
3)利用铆压手柄82使回转盘5转动,直至定位块4的下端嵌入输出轴02上的其中一个缺口位置;
4)在定位块4的下端嵌入输出轴02上的其中一个缺口位置,此时,铆压杆8上的铆压结构81处于输出轴02上另一个缺口位置,即铆压杆8上的铆压结构81达到轴端缺口的对应位置;然后向下拉动铆压手柄82使铆压杆8向下转动,直至短连杆6抵在回转盘5上的限位块54出,停止拉动。此时,凸缘螺母06上的边缘已被铆压杆8上的铆压结构81压制变形,凸缘螺母06第一处铆压完成;
5)凸缘螺母06上第一处铆压完成后,利用回转手柄96使法兰盘01及铆压工装整体转动,使凸缘螺母06的第二处铆压位置A移至操作者侧;
6)向上拉动铆压手柄82,直至定位块4下端超出输出轴02端面,然后利用铆压手柄82转动回转盘5,转动较小角度后即可逐步放下铆压手柄82,直至定位块4下端抵在输出轴02端面上;
7)利用铆压手柄82使回转盘5转动,直至定位块4的下端嵌入输出轴02上的另一个缺口位置,此时,定位块4是抵在已有变形凸缘螺母06边缘的缺口上,下降位移较第一次较小,周向定位效果较第一次减小,但由于弹簧2的存在,较大的压力仍可保证较好的定位效果。然后向下拉动铆压手柄82使铆压杆8向下转动,直至短连杆6抵在回转盘5上的限位块54出,停止拉动,此时,凸缘螺母06上的边缘已被铆压杆8上的铆压结构81压制变形,凸缘螺母06第二处铆压完成;
8)拉升铆压手柄82,利用回转手柄96旋转支撑盘9一定角度,卸下工装,凸缘螺母06的铆压过程完成,见图9所示。
以上仅是对本发明的优选实施方式进行了描述,并不将本发明的技术方案限制于此,本领域技术人员在本发明主要技术构思的基础上所作的任何变形都属于本发明所要保护的技术范畴。
- 一种凸缘螺母的铆压工装及方法
- 一种折边区压铆螺母工装