一种轮辐式机匣焊接柔性自适应夹具
文献发布时间:2023-06-19 18:25:54
技术领域
本发明属于航空发动机工艺装备技术领域,尤其涉及一种轮辐式机匣焊接柔性自适应夹具。
背景技术
目前,现有的轮辐式焊接机匣的工装采用单槽道预变形方法,如图1所示,该工装的工作原理为通过调整楔块14的上下运动推动涨紧块12向远离工装中心的方向进行运动,从而实现对加工的轮辐式机匣的涨紧。单该结构主要存在如下几方面的问题:
1)涨紧块的调整方向只能单向涨紧无法收回,即如图1中所示的向远离工装中心的方向进行运动,拆卸不方便;
2)原始结构为单点调整,非全多点同时联动,调整后的一致性差;
3)操作过程复杂,无法满足零件的批量生产要求。
发明内容
针对现有技术存在的单点调整不方便、一致性差的问题不足,本发明提供一种轮辐式机匣焊接柔性自适应夹具,取消原有的单点楔块涨紧移动结构,采用螺纹丝杠改变运动方向,通过导向座实现整个工装的统一的自适应柔性涨紧,提高涨紧后的一致性;拆卸过程中,通过反方向实现非涨紧,方便零件拆卸。本发明大大提升了工作效率,实现轮辐式机匣的批量生产。
一种轮辐式机匣焊接柔性自适应夹具,包括基座和导向座,机匣固定在基座四周并通过限位块限制机匣的轴向运动;基座与导向座上下同轴布置,基座与导向座间沿周向均布有多个倾斜布置的自锁丝杠,自锁丝杠中的螺纹丝杠的中心轴线与基座的径向方向有夹角;自锁丝杠一端的固定块固定在基座上,另一端的固定块固定在导向座底面上;所述导向座上沿周向均布有多个限位孔,自锁丝杠一端的固定块固定在限位孔内;导向座边缘沿周向均布有多个倾斜的腰形孔,腰形孔的轴线与导向座的径向方向具有夹角;调节导向座的一端固定在腰形孔内,与腰形孔滑动连接;调节导向座的另一端固定有压块;所述基座上沿周向均布有与调节导向座数量相同的固定支座,所述导向座上沿周向均布有与调节导向座数量相同的移动支座,随导向座一同转动;一个固定支座与一个移动支座为一组,布置在每相邻的两个调节导向座之间,位于机匣的一个支板两侧,对机匣的支板进行夹紧。
所述导向座上均布三个限位孔。
所述导向座共包括17个腰形孔。
所述调节导向座与压块间设置有垫片,通过调节垫片数量保证同时接触工件并均匀夹紧支撑,保证外圈的圆度。
所述支板两侧分别与固定支座和移动支座贴合,固定支座上有固定有压头,通过垫片调节保证与支板同时接触;移动支座上固定有压头,通过垫片调节保证和支板同时接触。
本发明的有益效果是:
本发明提供的轮辐式机匣焊接柔性自适应夹具中的导向座实现了一次的涨紧和回缩,提升了涨紧的质量,降低操作者的操作技能要求和劳动强度,提升了劳动效率,相比于现有技术中采用的单点调整工装结构,更适合于零件的批加工生产。
附图说明
图1为现有的轮辐式焊接机匣的工装的示意图;
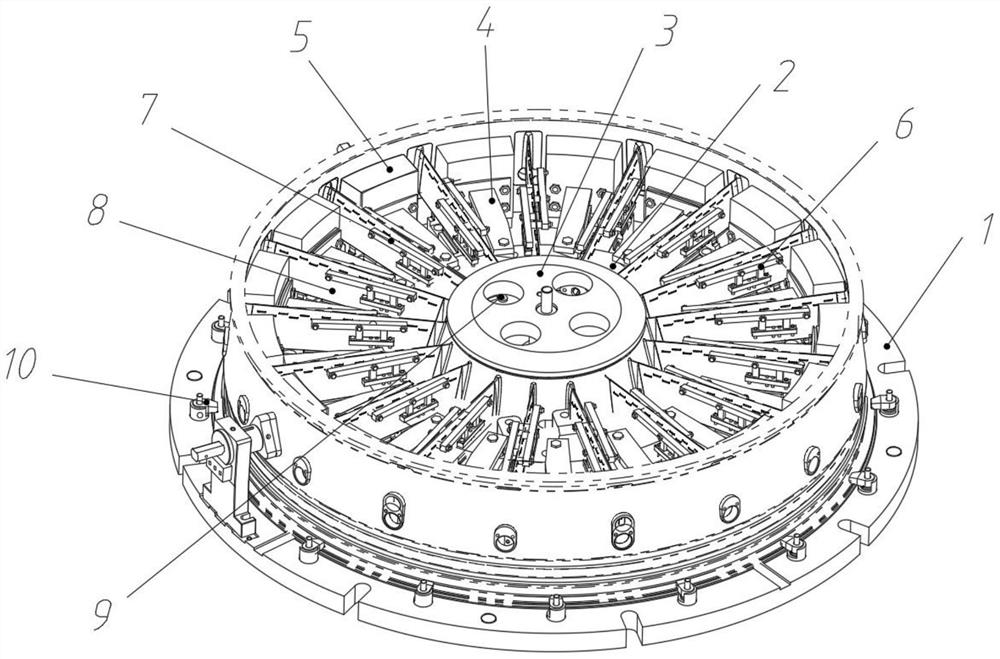
图2为本发明提供的夹具的示意图;
图3为本发明提供的夹具的俯视图;图4为本发明提供的夹具中的自锁丝杠的示意图;
图5为本发明提供的夹具中的固定支座的示意图;
图6为本发明提供的夹具中的移动支座的示意图;
图7为本发明提供的夹具中的导向座的示意图;
图8为本发明提供的夹具中的调节导向座的示意图;
图9为本发明提供的夹具中的压块的示意图;
图10为本发明提供的夹具中的限位块的示意图;
其中,
1-基座,2-导向座,21-腰形孔,22-限位孔,3-盖板,4-调节导向座,5-压块,6-固定支座,7-移动支座,8-支板,9-自锁丝杠,10-限位块,11-紧螺钉,12-涨紧块,13-调整螺栓,14-调整楔块。
具体实施方式
为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明的技术方案和效果作详细描述。
如图2-3所示,一种轮辐式机匣焊接柔性自适应夹具,包括基座1和导向座2,机匣固定在基座1四周并通过限位块10限制机匣的轴向运动,限位块10如图10所示;基座1与导向座2上下同轴布置,导向座2上方设置有盖板3;基座1与导向座2间沿周向均布有多个倾斜布置的自锁丝杠9,自锁丝杠9中的螺纹丝杠的中心轴线与基座1的径向方向有夹角;自锁丝杠9一端的固定块固定在基座1上,另一端的固定块固定在导向座2底面上;自锁丝杠9如图4所示,所述导向座2上沿周向均布有多个限位孔22,本实施例中包括三个限位孔22,自锁丝杠9一端的固定块固定在限位孔22内;导向座2边缘沿周向均布有多个倾斜的腰形孔21,腰形孔21的轴线与导向座2的径向方向具有夹角,本实施例中共包括17个腰形孔21,如图7所示;调节导向座4的一端固定在腰形孔21内,与腰形孔21滑动连接,调节导向座4如图8所示;调节导向座4的另一端固定有压块5,用于涨紧机匣,压块5如图9所示。自锁丝杠9中的螺纹丝杠正向转动,通过导向座2上的固定块带动导向座2转动,由于腰形孔21为倾斜的,多个调节导向座4的一端同时在腰形孔21内滑动,由靠近导向座2中心轴方向向靠近机匣边缘方向滑动,从而实现对机匣的一次性涨紧;所述调节导向座4与压块5间设置有垫片,通过调节垫片数量保证同时接触工件并均匀夹紧支撑,保证外圈的圆度。
所述基座1上沿周向均布有与调节导向座4数量相同的固定支座6,如图5所示,所述导向座2上沿周向均布有与调节导向座4数量相同的移动支座7,如图6所示,随导向座2一同转动;一个固定支座6与一个移动支座7为一组,布置在每相邻的两个调节导向座4之间,位于机匣的一个支板8两侧,对机匣的支板8进行夹紧;所述支板8两侧分别与固定支座6和移动支座7贴合,固定支座6上有固定有压头,通过垫片调节保证与支板8同时接触;移动支座7上固定有压头,通过垫片调节保证和支板8同时接触。
使用时,自锁丝杠9中的螺纹丝杠正向转动,通过导向座2上的固定块带动导向座2转动,由于腰形孔21为倾斜的,多个调节导向座4的一端同时在腰形孔21内滑动,由靠近导向座2中心轴方向向靠近机匣边缘方向滑动,从而通过17个压块5实现对机匣的一次性涨紧;反向转动自锁丝杠9,通过导向座2上的固定块带动导向座2转动,由于腰形孔21为倾斜的,多个调节导向座4的一端同时在腰形孔21内滑动,由靠近机匣边缘方向向靠近导向座2中心轴方向滑动,实现一次性回收。
- 一种发动机外涵道机匣焊接装置、焊接方法
- 一种柔性机匣处理离心压气机
- 水冷焊接夹具及制造方法、机匣体夹具及焊接方法
- 水冷焊接夹具及制造方法、机匣体夹具及焊接方法