一种圆锥滚子轴承自动装配设备
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及轴承装配技术领域,特别涉及一种圆锥滚子轴承自动装配设备。
背景技术
滚动轴承,是将运转的轴与轴座之间的滑动摩擦变为滚动摩擦,从而减少摩擦损失的一种精密的机械元件。其能够保持轴的正常工作位置和旋转精度,而且使用维护方便,工作可靠,起动性能好,承载能力较高。作为滚动轴承中的一种重要形式,圆锥滚子轴承凭借其能够同时承载径向载荷和轴向载荷的优势,得到了广泛的应用。
然而,现有技术中,圆锥滚子轴承的装配过程均由人工完成,不仅劳动强度较高,而且,由于圆锥滚子较大,使得人工装配过程中极易出现滚子磕碰的情形,损伤严重时还将直接导致滚子的报废。此外,人工装配的方式,还导致圆锥滚子轴承的装配效率极其低下,从而大大提高了企业的生产成本。并且,受到人工经验差异的限制,还导致装配完成的圆锥滚子轴承质量不稳定及不合格产品率较高等不利情形出现。另外,这种人工装配过程需要在较为宽阔的空间中才能进行,因此,这种人工装配方式也对厂房的内部空间提出了较高的要求。
公告号为:CN216555017U的实用新型公开了一种自动化圆锥滚子轴承装配结构,包括保持器放置台、滑轨和滚子注入结构;所述保持器放置台通过电缸驱动并轨道连接于滑轨,所述滑轨依次设有保持器放置位、滚子注入位和内轮装配位;所述保持器放置位配设有保持器定位架,所述保持器定位架对应于保持器输送带的供料端;所述滚子注入结构架设于滚子注入位;所述内轮装配位配设有内轮搬运结构;通过设置保持器放置位、滚子注入位和内轮装配位并设置配套设备可以完成对滚子的自动化注入工序,提高了生产效率;将顶升气缸设置为双行程气缸;通过第二段顶升将保持器内部的滚子均匀向周围散开并嵌入滚子窗,便于后续的内轮装配。
该实用新型通过下落的方式进行滚子的装配,滚子在下落过程中因设备的震动导致倾斜,从而影响装配质量,基于此本发明提供了一种圆锥滚子轴承自动装配设备。
发明内容
针对上述技术问题本发明提供了一种圆锥滚子轴承自动装配设备,包括装配底座,装配底座上固定安装电推杆Ⅰ和电推杆Ⅱ,其特征在于,所述电推杆Ⅱ上旋转安装装配臂Ⅰ,装配臂Ⅰ上活动安装滚子装配机构,滚子装配机构包括检测齿轮,检测齿轮旋转安装在装配臂Ⅰ上,装配臂Ⅰ上固定安装有滴油管。
进一步地,所述滚子装配机构包括装配空心杆Ⅰ,装配空心杆Ⅰ滑动安装在装配臂Ⅰ内,装配空心杆Ⅰ内滑动安装装配杆Ⅰ,装配杆Ⅰ上固定安装装配筒。
所述装配空心杆Ⅰ上旋转安装多个三角杆,三角杆和装配空心杆Ⅰ之间装有拉伸弹簧。
所述装配空心杆Ⅰ上铰接限位杆Ⅰ和限位杆Ⅱ,限位杆Ⅰ和限位杆Ⅱ与装配空心杆Ⅰ之间装有弹簧。
所述装配空心杆Ⅰ内滑动安装限位键Ⅰ,限位键Ⅰ和装配空心杆Ⅰ之间装有弹簧。
进一步地,所述装配筒内滑动安装挡板,挡板和装配筒之间装有弹簧,装配筒内滑动安装推板Ⅰ,推板Ⅰ和装配筒之间装有弹簧,推板Ⅰ内滑动安装推板,推板之间铰接伸缩杆,推板上旋转安装推板Ⅱ,推板和装配筒之间装有弹簧。
所述电推杆Ⅰ上旋转安装底座装配机构,底座装配机构包括装配臂Ⅱ,装配臂Ⅱ内滑动安装空心装配杆Ⅱ,空心装配杆Ⅱ内滑动安装装配杆Ⅱ,装配臂Ⅱ上旋转安装锥形装配杆,锥形装配杆上装有齿轮。
所述空心装配杆Ⅱ内滑动安装限位键Ⅱ,限位键Ⅱ和空心装配杆Ⅱ之间装有弹簧,限位键Ⅱ与装配杆Ⅱ滑动配合。
所述锥形装配杆内旋转安装限位键Ⅲ,锥形装配杆内滑动安装限位滑块,限位键Ⅲ和锥形装配杆之间装有弹簧,限位滑块和锥形装配杆之间装有弹簧,限位键Ⅲ和限位滑块滑动配合。
所述空心装配杆Ⅱ内滑动安装限位键Ⅳ,限位键Ⅳ之间装有弹簧,装配杆Ⅱ和限位键Ⅳ滑动配合。
所述底座装配机构包括物料架Ⅰ,物料架Ⅰ固定安装在装配底座上,物料架Ⅰ上固定安装保持架运送台和外圈运送台,保持架运送台上设有出料口。
进一步地,所述装配底座上固定安装装配台,装配台包括装配架,装配架上设有传送带,装配架上固定安装载物台,载物台内滑动安装滑块,滑块上固定安装载物板,载物台上旋转安装调节齿轮,调节齿轮内滑动安装夹板,调节齿轮和夹板之间装有弹簧。
进一步地,所述装配底座上固定安装滚子送料机构,滚子送料机构包括物料架Ⅱ,物料架Ⅱ固定装在装配底座上,物料架Ⅱ固定安装限位板,限位板内滑动安装送料板,送料板上固定装有拨杆,送料板和限位板之间装有弹簧,限位板上固定安装滚子送料管,物料架Ⅱ上旋转安装内键齿轮并由电机驱动,内键齿轮内的半圆键与拨杆滑动配合。
本发明与现有技术相比的有益效果是:(1)本发明设有装配筒可以使滚子在装配时准确的嵌入到滚子窗内,增加成品的合格率;(2)本发明的装配台可以在轴承装配时对其固定保证装配的精度;(3)本发明的推板Ⅰ和推板Ⅱ可以将滚子以倾斜状态嵌入滚子窗内,使装配内圈时更流畅。
附图说明
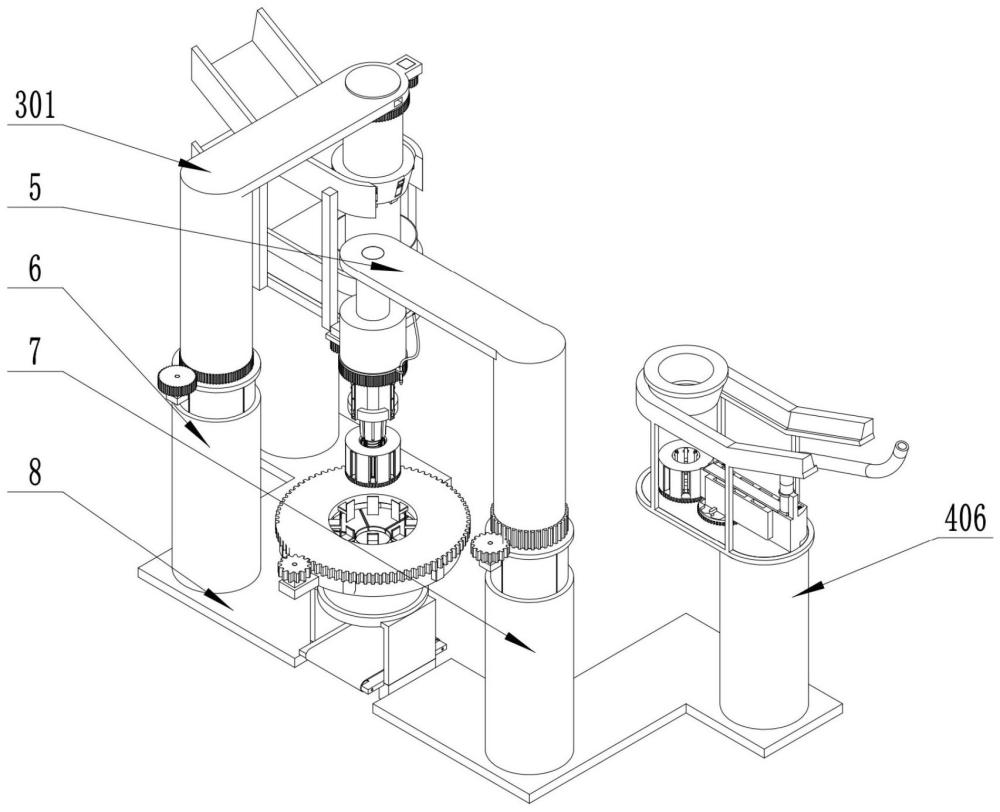
图1为本发明整体结构示意图。
图2为本发明底座装配结构半剖结构示意图。
图3为本发明底座装配机构整体结构示意图。
图4为本发明装配台局部剖切结构示意图。
图5为本发明滚子装配机构全剖结构示意图。
图6为本发明滚子送料机构结构示意图。
图7为图2中E1处放大结构示意图。
图8为图2中F1处放大结构示意图。
图9为图2中G1处放大结构示意图。
图10为图5中D1处放大结构示意图。
图11为图5中C1处放大结构示意图。
图12为图5中B1处放大结构示意图。
图13为图5中A1处放大结构示意图。
图14为本发明推板Ⅰ和推板Ⅱ装配结构示意图。
图中:1-滚子装配机构;2-装配台;3-底座装配机构;4-滚子送料机构;5-装配臂Ⅰ;6-电推杆Ⅰ;7-电推杆Ⅱ;8-装配底座;101-装配空心杆Ⅰ;102-装配杆Ⅰ;103-检测齿轮;104-滴油管;105-限位键Ⅰ;106-防滑胶圈;107-限位杆Ⅰ;108-限位杆Ⅱ;109-三角杆;110-装配筒;111-挡板;112-推板Ⅰ;113-推板Ⅱ;114-伸缩杆;115-推板;201-调节齿轮;202-夹板;203-载物板;204-滑块;205-载物台;206-装配架;207-传送带;301-装配臂Ⅱ;302-空心装配杆Ⅱ;303-保持架运送台;304-外圈运送台;305-限位键Ⅱ;306-装配杆Ⅱ;307-锥形装配杆;308-限位键Ⅲ;309-限位滑块;310-限位键Ⅳ;311-物料架Ⅰ;401-限位板;402-送料板;403-拨杆;404-内键齿轮;405-滚子送料管;406-物料架Ⅱ。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
如图1~图14所示,一种圆锥滚子轴承自动装配设备,包括装配底座8,装配底座8上固定安装电推杆Ⅰ6和电推杆Ⅱ7,电推杆Ⅰ6上旋转装有底座装配机构3,底座装配机构3包括装配臂Ⅱ301,装配臂Ⅱ301旋转安装在电推杆Ⅰ6上,装配臂Ⅱ301内滑动安装空心装配杆Ⅱ302,空心装配杆Ⅱ302内滑动安装装配杆Ⅱ306,装配臂Ⅱ301上旋转安装锥形装配杆307,锥形装配杆307上装有齿轮与装配臂Ⅱ301上电机连接的齿轮啮合,锥形装配杆307内旋转安装限位键Ⅲ308,限位键Ⅲ308与锥形装配杆307之间装有弹簧,限位键Ⅲ308用于提起保持架,锥形装配杆307内滑动安装限位滑块309,限位滑块309和锥形装配杆307之间装有弹簧,限位滑块309用与将限位键Ⅲ308压回至锥形装配杆307内从而放下保持架,空心装配杆Ⅱ302内滑动安装限位键Ⅳ310,限位键Ⅳ310与装配杆Ⅱ306滑动配合,限位键Ⅳ310用于提起轴承外圈。
如图1~图14所示,底座装配机构3包括物料架Ⅰ311,物料架Ⅰ311上固定装有保持架运送台303和外圈运送台304,保持架运送台303上设有出料口用于使取料完毕的空心装配杆Ⅱ302旋转出保持架运送台303。
如图1~图14所示,装配底座8上固定装有装配台2,装配台2包括装配架206,装配架206上设有传送带207,传送带207用于运输装配完成的轴承,装配架206上固定装有载物台205,载物台205内滑动安装滑块204,滑块204上固定安装载物板203,载物板203用于放置轴承零件,滑块204上设有螺纹,载物台205上旋转安装调节齿轮201,调节齿轮201与载物台205上电机连接的齿轮啮合,调节齿轮201底部设有螺纹与滑块204上的螺纹配合,通过旋转调节齿轮201可以控制载物板203的开关,使装配完成的轴承可以落入下方的传送带207,调节齿轮201内滑动安装夹板202,夹板202与调节齿轮201之间装有弹簧,调节齿轮201用于在轴承装配时对其夹紧,保证装配时的精度。
如图1~图14所示,装配底座8上固定装有电推杆Ⅱ7,电推杆Ⅱ7上旋转安装装配臂Ⅰ5,装配臂Ⅰ5上装有齿轮与电推杆Ⅱ7上电机连接的齿轮啮合,装配臂Ⅰ5内滑动安装滚子装配机构1,滚子装配机构1包括检测齿轮103,检测齿轮103旋转安装在装配臂Ⅰ5上,检测齿轮103上固定安装防滑胶圈106,检测齿轮103用于对装配完毕的轴承进行滚动测试,检测齿轮103与装配臂Ⅰ5上电机连接的齿轮啮合,装配臂Ⅰ5上固定装有滴油管104,滴油管104用于对装配完毕的轴承进行上油。
如图1~图14所示,滚子装配机构1包括装配空心杆Ⅰ101,装配空心杆Ⅰ101滑动安装在装配臂Ⅰ5内,装配空心杆Ⅰ101内滑动安装装配杆Ⅰ102,装配杆Ⅰ102底部固定装有装配筒110,装配筒110上设有多个滚子槽,用于存储对应数量的滚子,便于准确的将滚子嵌入保持架内,装配筒110内滑动安装挡板111,挡板111与装配筒110之间装有弹簧,挡板111用于防止滚子在运送过程中掉落。
如图1~图14所示,装配筒110内滑动安装推板Ⅰ112,推板Ⅰ112与装配筒110之间装有弹簧,推板Ⅰ112用于将滚子推出装配筒110便于之后的装配,推板Ⅰ112内滑动安装推板115,推板115之间铰接有伸缩杆114,推板115和推板Ⅰ112之间装有弹簧,推板115上旋转安装推板Ⅱ113,推板Ⅱ113用于将滚子倾斜推入保持架内进行装配,装配空心杆Ⅰ101底部为倒圆锥形,可以通过下压来推动推板Ⅰ112在装配筒110内滑动,装配空心杆Ⅰ101内旋转安装三角杆109,三角杆109和装配空心杆Ⅰ101之间设有拉伸弹簧,装配杆Ⅰ102底部为有锥形顶的圆杆与三角杆109滑动配合,通过装配杆Ⅰ102可以将三角杆109旋转推出装配空心杆Ⅰ101,三角杆109用于倾斜推动伸缩杆114。
如图1~图14所示,装配空心杆Ⅰ101内旋转安装限位杆Ⅰ107和限位杆Ⅱ108,限位杆Ⅰ107和限位杆Ⅱ108与装配空心杆Ⅰ101之间装有弹簧,限位杆Ⅱ108用于卡住轴承内圈并提起,限位杆Ⅰ107用于控制限位杆Ⅱ108的旋转角度,通过防滑胶圈106下压可以控制限位杆Ⅰ107的旋转角度。
如图1~图14所示,装配空心杆Ⅰ101内滑动安装限位键Ⅰ105,限位键Ⅰ105和装配空心杆Ⅰ101之间装有弹簧,限位键Ⅰ105用于控制装配空心杆Ⅰ101和装配臂Ⅰ5一同下降,限位键Ⅰ105与装配杆Ⅰ102顶部的圆杆滑动配合,装配杆Ⅰ102上升可以控制限位键Ⅰ105缩回至装配空心杆Ⅰ101,使装配空心杆Ⅰ101不再与装配臂Ⅰ5一同下降。
如图1~图14所示,装配底座8上固定安装滚子送料机构4,滚子送料机构4包括物料架Ⅱ406,物料架Ⅱ406上固定安装限位板401,限位板401上固定安装滚子送料管405,滚子送料管405用于将滚子逐个落入限位板401内,限位板401内滑动安装送料板402,送料板402于限位板401之间装有弹簧,送料板402上设有棘爪用于将限位板401内的滚子逐个推送到装配筒110内,送料板402上固定安装拨杆403,物料架Ⅱ406上旋转安装内键齿轮404并由电机驱动,内键齿轮404内装有半圆键与拨杆403滑动配合,通过转动内键齿轮404拨动拨杆403使送料板402往复运动,通过送料板402内的棘爪来将从滚子送料管405内落下的滚子逐个推送到装配筒110内。
工作原理:首先启动电推杆Ⅰ6抬升一段距离,之后启动电机带动装配臂Ⅱ301旋转,将空心装配杆Ⅱ302选转至保持架运送台303顶部使其对准轴承零件的中心,之后使电推杆Ⅰ6降下将空心装配杆Ⅱ302降至低于外圈运送台304的位置,使限位键Ⅳ310卡住并提起轴承外圈,同时使锥形装配杆307上的限位键Ⅲ308卡住保持架中的滚子窗内,之后升起电推杆Ⅰ6将零件抬升一段距离,之后启动电机旋转装配臂Ⅱ301,使空心装配杆Ⅱ302从保持架运送台303上的出料口中退出,旋转装配臂Ⅱ301将零件旋转至装配台2的正上方,之后将下电推杆Ⅰ6将轴承外圈送入调节齿轮201内落在载物板203上,同时装配杆Ⅱ306底部与载物板203接触被推回空心装配杆Ⅱ302内,装配杆Ⅱ306使限位键Ⅳ310缩回将轴承外圈放下,同时装配杆Ⅱ306与限位键Ⅱ305滑动配合使限位键Ⅱ305缩回到空心装配杆Ⅱ302内,使装配臂Ⅱ301可以继续向下压带动锥形装配杆307将保持架装配到轴承外圈内,同时限位滑块309与载物板203接触缩回锥形装配杆307内,限位滑块309缩回时与限位键Ⅲ308滑动配合,将限位键Ⅲ308退回到锥形装配杆307内不在与保持架配合,之后将电推杆Ⅰ6升起并将装配臂Ⅱ301旋转至原位进行下一轮的取料,之后启动电推杆Ⅱ7将装配臂Ⅰ5抬升至一定高度,同时启动电机带动装配臂Ⅰ5旋转,将装配筒110旋转至滚子送料机构4的上方并对准轴承内圈的中心,之后降下装配臂Ⅰ5使装配筒110穿过轴承内圈并落在物料架Ⅱ406上与拨杆403啮合,同时限位杆Ⅱ108将轴承内圈卡在装配空心杆Ⅰ101上,之后启动电机带动内键齿轮404转动将滚子逐个推送到装配筒110内的滚子槽内,滚子装填完毕后将装配臂Ⅰ5升起带动装配空心杆Ⅰ101升起,同时通过限位杆Ⅱ108将轴承内圈从滚子送料机构4上取出,之后旋转装配臂Ⅰ5将装配筒110转动至装配台2的正上方,之后将下装配臂Ⅰ5将装配筒110降落至保持架内,继续降下装配臂Ⅰ5使装配筒110将推板Ⅰ112推出,推板Ⅰ112推出时将滚子推出装配筒110的滚子槽,同时装配杆Ⅰ102与三角杆109滑动配合将三角杆109倾斜推出,三角杆109推动伸缩杆114通过推板Ⅱ113将滚子倾斜推出并嵌在保持架内,同时装配杆Ⅰ102顶部与限位键Ⅰ105滑动配合将限位键Ⅰ105推回装配空心杆Ⅰ101内,使装配空心杆Ⅰ101通过与装配筒110之间的弹簧升起,同时装配臂Ⅰ5可以继续降下并通过检测齿轮103将限位杆Ⅰ107压入装配空心杆Ⅰ101内,同时限位杆Ⅰ107将限位杆Ⅱ108压入装配空心杆Ⅰ101内,使限位杆Ⅱ108上的轴承内圈落入到装配完滚子的保持架上,继续降下装配臂Ⅰ5通过检测齿轮103将轴承内圈装配到保持架内,之后启动电机带动检测齿轮103转动,通过检测齿轮103上固定安装的防滑胶圈106带动轴承内圈内旋转进行滚动测试,同时打开滴油管104将润滑油滴入到轴承内进行上油,完毕后将装配臂Ⅰ5抬升至原本高度准备下一轮装配,之后启动电机带动调节齿轮201转动,调节齿轮201转动带动滑块204在载物台205内滑动打开载物板203使装配完毕的轴承落入下方的传送带207完成装配。
- 一种漏电开关自动装配设备
- 一种端子插头上料与流转的自动装配设备
- 一种稀土永磁电机转子自动装配设备
- 一种自动装配支架的设备和方法
- 一种可换向的自动装配设备
- 一种圆锥滚子轴承全自动装配生产装置
- 一种圆锥滚子轴承内组件自动装配线