一种滤料基材、超洁净高通量的滤料及其制备方法
文献发布时间:2023-06-19 10:14:56
技术领域
本发明涉及高技术纤维过滤与分离材料技术领域,具体涉及一种滤料基材、超洁净高通量的滤料及其制备方法,可以适合用在老旧袋式(电袋复合)除尘系统改造为超洁净排放或要求超洁净排放且有明确节能指标的新建袋式除尘系统。
背景技术
近年来,全国各大城市的空气污染越来越严重,国家对空气治理的要求愈加严格,对工业烟尘的排放标准已全面推行超洁净排放(10mg/Nm
现有超洁净过滤与分离材料产品的结构主要包括高克重(大于600g/m2)针刺滤料、水刺滤料以及覆膜滤料产品。高克重针刺滤料材料成本高,运行阻力高;水刺滤料生产成本高,运行阻力较高;现有覆膜滤料透气量区间在20-50L/dm2*min,实际生产的覆膜滤料透气量一般小于35 L/dm
发明内容
本发明的目的在于提供一种滤料基材、超洁净高通量的滤料及其制备方法,其能够提高滤料的通量,降低运行阻力。
为实现上述目的,本发明采用的技术方案是:
一种滤料基材,其包括由迎尘面向背尘面依次设置的细纤维层、常规纤维层、基布层和粗纤维层,所述细纤维层、常规纤维层与基布层之间、基布层与粗纤维层之间形成互嵌结构。
所述滤料基材的克重为500-600g/m2。
所述细纤维层的克重为80-100g/m2,所述常规纤维层的克重为120-140g/m2,所述基布层的克重为100-130g/m2,所述粗纤维层的克重为200-230g/m2。
所述细纤维层的纤度为1.5dtex,所述常规纤维层的纤度为2.2dtex,所述粗纤维层的纤度为7.8dtex。
所述细纤维层的长度为38-65mm,所述常规纤维层的长度为51-76mm,所述粗纤维层的长度为51-66mm。
所述细纤维层、常规纤维层和粗纤维层的材质为涤纶纤维、聚苯硫醚纤维、聚苯砜亚砜纤维、芳纶纤维、聚四氟乙烯纤维、聚酰亚胺纤维、芳砜纶、亚克力纤维等一种或多种。
一种超洁净高通量的滤料,其包括如上所述的滤料基材、以及微孔膜,所述微孔膜复合在细纤维层上。
所述微孔膜为可深度原纤化的聚四氟乙烯微孔膜,其厚度为2-10μm,膜的孔径为2-15μm,透气量为≥220L/dm
如权利要求7所述的超洁净高通量的滤料的方法,其包括以下步骤:
步骤1、选取基布、细纤维网、常规纤维网和粗纤维网,然后对细纤维网、常规纤维网和粗纤维网进行梳理,通过预针刺与基布进行初步固结,形成细纤维层、常规纤维层、基布层和粗纤维层素毡;
步骤2、进行再次固结处理,形成滤料基材;
按所制备的滤料基材克重高低选择针刺工艺或高压水刺固结工艺:若滤料基材克重低于550g/m2,选择高压水刺工艺进行正反两面喷刺,形成滤料基材;若滤料基材克重大于等于550 g/m2,选择高频多针板复刺工艺进行反复固结,形成滤料基材;
然后将滤料基材需经热定型、烧毛处理;
步骤3、将聚四氟乙烯微孔膜与滤料基材进行热压覆膜处理,并进行深度原纤化处理,形成超洁净高通量滤料。
所述步骤2中,选择高压水刺工艺进行正反两面喷刺具体如下:
位于基布层上面的细纤维层和常规纤维层固结采用高压高密工艺,即经采用孔径为0.010mm双排水针板,水刺头压力320-380bar进行至少两道喷刺,确保细纤维层、常规纤维层及基布层互嵌融合;粗纤维层固结采用孔径为0.012mm单排水针板,水刺压力为280-340bar进行至少两道喷刺,确保第四层与基布层互嵌融合;最后1道采用孔径0.1mm双排水针板,水刺压力为180-260bar进行对细纤维层的修面处理后,形成滤料基材;
选择高频多针板复刺工艺进行固结的方法如下:
采用上下各两块针板的四针板针刺机进行固结;细纤维层、粗纤维层与基布层固结由上两块针板进行,刺针为36-42号螺旋针,确保三层纤维互嵌融合;粗纤维层与基布层固结由下两块针板进行,采用工作部位为等边三角形的32-42号刺针,确保第四层与基布层互嵌融合;固结后采用高密浅刺工艺进行修面处理,形成滤料基材。
所述步骤2中,选择高压水刺工艺时,烘干和热定型是直接进入160℃-310℃烘箱,烘干和热定型一步完成。
所述步骤3中,热压覆膜处理具体如下:
将可深度原纤化聚四氟乙烯微孔膜平铺在滤料基材的细纤维层上并设定一定的纵向牵伸力和横向张力,可深度原纤化聚四氟乙烯微孔膜的两边比滤料基材宽出12cm,可深度原纤化聚四氟乙烯微孔膜发生进一步裂化形成更多微细纤维交织而成的微孔并和特殊结构基材以3-10m/min通过热压覆合辊,在热压复合辊上施加0.1-0.6MPa的压力从而完成复合与深度原纤化处理,热压覆合辊的表面温度为100-380℃。
采用上述方案后,本发明具有以下有益效果:
1、本发明将多层结构基材通过高频多针板针刺工艺或高压水刺工艺制成三维互嵌非对称结构基材,层间纤维互嵌融合连续交织,几乎消除了层间的“界面效应”,即可降低运行阻力。
2、本发明选择了一种可深度原纤化聚四氟乙烯微孔膜,该类膜通量大,孔径适中,通过施加横纵向张力、热压工艺与特殊结构基材复合时,可进一步深度原纤化提高孔隙率,大尺寸纤维进一步裂化成更细纤维交织形成更多更细孔隙,形成的覆膜滤料孔径相较膜的孔径变得更小。滤料孔径小,能够高效率过滤粉尘,滤料孔的数量多,提高透气量。透气量大,透气好,运行阻力低。
3、本发明通过细纤维层设计及特殊的修面技术(即采用低压水刺或高频),确保覆膜后纤维与膜之间的节点细腻,不结块,明显降低了覆膜后的孔隙损失率,进而提高了透气量,降低运行阻力。
通过本发明所述的步骤可制备一种高通量深度原纤化覆膜滤料,该滤料具有高效率、易清灰、低阻力、长寿命等技术优势,适合用在老旧袋式(电袋复合)除尘系统改造为超洁净排放或要求超洁净排放且有明确节能指标的新建袋式除尘系统中,能够实现仅仅更换由超洁净高通量覆膜滤料制成的滤袋即可实现超洁净排放或新建袋式除尘系统实现超洁净排放的同时具有明显的节能效果。
附图说明
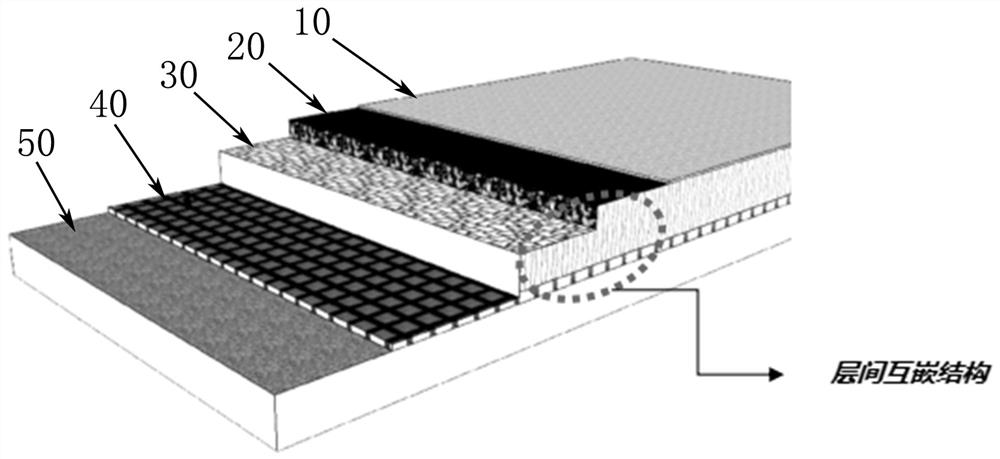
图1为本发明的滤料结构示意图;
图2本发明实施例与现有技术的SEM对比图,其中(1)为现有技术,(2)为本发明;
图3为本发明实施例的与现有技术的孔径变化对比图,其中(1)为现有技术,(2)为本发明。
标号说明:
微孔膜10;细纤维层20;常规纤维层30;基布层40;粗纤维层50。
具体实施方式
如图1所示,本发明揭示了一种滤料基材,以及采用该滤料基材的超洁净高通量及制备方法。
其中,滤料基材包括由迎尘面向背尘面依次设置的细纤维层20、常规纤维层30、基布层40和粗纤维层50,所述细纤维层20、常规纤维层30与基布层40之间、基布层40与粗纤维层50之间形成互嵌融合结构。
滤料基材的克重为500-600g/m2。细纤维层20克重为80-100g/m2,纤度为1.5dtex,长度为38~65mm。常规纤维层30克重为120-140g/m2,纤度为2.2dtex,长度为51-76mm。基布层40克重为100~130 g/m2。粗纤维层50克重为200-230 g/m2,纤度为7.8dtex,长度为51-66mm。
上述细纤维层20、常规纤维层30、基布层40以及粗纤维层50的材质为涤纶纤维、聚苯硫醚纤维、聚苯砜亚砜纤维、芳纶纤维、聚四氟乙烯纤维、聚酰亚胺纤维、芳砜纶、亚克力纤维等一种或多种。
超洁净高通量的滤料则包括上述滤料基材以及微孔膜10,其中,微孔膜10复合在细纤维层20上。本发明中,微孔膜10为可深度原纤化的聚四氟乙烯微孔膜10,其厚为2-10μm,膜的孔径为2-15μm,透气量为≥220L/dm2.min,幅宽为1.5m-2.6m。
制备上述超洁净高通量的滤料的方法具体如下:
步骤1、选取基布、细纤维网、常规纤维网和粗纤维网,然后对细纤维网、常规纤维网和粗纤维网进行梳理,然后通过预针刺与基布进行初步固结,形成细纤维层20、常规纤维层30、基布层40和粗纤维层50素毡。
步骤2、进行再次固结处理,形成滤料基材;
按所制备的滤料基材克重高低选择针刺工艺或高压水刺固结工艺:
若滤料基材克重低于550g/m2,选择高压水刺工艺进行正反两面喷刺,形成滤料基材。
具体地,位于基布层40上面的细纤维层20和常规纤维层30固结采用高压高密工艺,即经采用孔径为0.010mm双排水针板,水刺头压力320-380bar进行至少两道喷刺,确保细纤维层20、常规纤维层30及基布层40互嵌融合;粗纤维层50固结采用孔径为0.012mm单排水针板,水刺压力为280-340bar进行至少两道喷刺,确保第四层与基布层40互嵌融合;最后1道采用孔径0.1mm双排水针板,水刺压力为180-260bar进行对细纤维层20的修面处理后,形成滤料基材。
进行高压水刺工艺时需进行烘干和热定型,烘干和热定型是直接进入160℃-310℃烘箱,烘干和热定型一步完成。
若滤料基材克重大于等于550 g/m2,选择高频多针板复刺工艺进行反复固结,形成滤料基材。
具体地,采用上下各两块针板的四针板针刺机进行固结;细纤维层20、粗纤维层50与基布层40固结由上两块针板进行,刺针为36-42号螺旋针,确保三层纤维互嵌融合;粗纤维层50与基布层40固结由下两块针板进行,采用工作部位为等边三角形的32-42号刺针,确保第四层与基布层40互嵌融合;固结后进行修面处理,修面采用38号三角锥型刺针及高频浅刺工艺,形成滤料基材。
形成滤料基材后,需将滤料基材需经热定型、烧毛处理。
步骤3、将聚四氟乙烯微孔膜10与滤料基材进行热压覆膜处理,并对聚四氟乙烯微孔膜10横纵向施加一定张力使膜进一步裂化形成更多微细纤维交织的空隙即深度原纤化处理,形成超洁净高通量滤料。
热压覆膜处理具体如下:
将可深度原纤化聚四氟乙烯微孔膜10平铺在滤料基材的细纤维层20上并设定一定的纵向牵伸力和横向张力,可深度原纤化聚四氟乙烯微孔膜10的两边比滤料基材宽出12cm,可深度原纤化聚四氟乙烯微孔膜10和特殊结构基材以3-10m/min通过热压覆合辊,在热压复合辊上施加0.1-0.6MPa的压力从而完成复合与深度原纤化处理,热压覆合辊的表面温度为100-380℃。
本发明将多层结构基材通过高频多针板针刺工艺或高压水刺工艺制成三维互嵌非对称结构基材,层间纤维互嵌融合连续交织,几乎消除了层间的“界面效应”。
通过细纤维层20设计及特殊的修面技术,确保覆膜后纤维与膜之间的节点细腻,不结块,明显降低了覆膜后的空隙损失率。本发明选择了一种可深度原纤化聚四氟乙烯微孔膜10,该类膜通量大,孔径适中,通过热压工艺与特殊结构基材复合时,可进一步深度原纤化提高孔隙率,制备的覆膜滤料孔径相较膜的孔径变得更小。
为详尽上述内容,以下将提供一具体实施例进行说明。
本实施例首先在利用双梳理双铺工艺将聚苯硫醚(下称PPS)基布层40两面分别铺上第二PPS常规纤维层30和第四PPS粗纤维层50,再利用单梳单铺工艺在第二PPS常规纤维层30与附上第一PPS细纤维层20,通过预针刺形成4层蓬松的PPS素毡;
其次将PPS素毡送入高压水刺机以速度6m/min进行正反两面喷刺,其中位于基布上面的第一、第二层固结采用高压高密工艺,即经采用孔径为0.01mm双排水针板,水刺头压力320~380bar进行至少2道喷刺,确保第一、第二层纤维及基布层40互嵌融合;第四层固结采用孔径为0.012mm单排水针板,水刺压力为280~340bar进行至少2到喷刺,确保第四层与基布层40互嵌融合;最后1道采用孔径0.1mm双排水针板,水刺压力为180~260bar(依纤维材质而有所差异)进行对第一细纤维层20的修面处理后,在220℃的温度下烘干和热定型,最终形成三维互嵌非对称的特殊结构PPS基材;
接着将可深度原纤化聚四氟乙烯微孔膜100通过热压复合在特殊结构PPS基材的细纤维层20面上,可深度原纤化聚四氟乙烯微孔膜101的两边应比特殊结构PPS基材宽出12cm,且在膜的纵向施加一定的压力和横向施加一定的张力,确保聚四氟乙烯微孔膜10进一步裂化形成更多细纤维交织空隙即进行深度原纤化,覆膜以6m/min速度通过热熔覆合辊,在热熔复合辊上施加0.4MPa的压力,热熔覆合辊的表面温度在230℃±5℃;
最后得到高通量、结点细腻、孔径更小的覆膜滤料(如图2和图3所示)。
以上所述,仅是本发明实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种滤料基材、超洁净高通量的滤料及其制备方法
- 一种低克重超级细纤维超洁净过滤高温滤料及其制备方法