一种用于有刷直流电机校正刷盒的定位夹具
文献发布时间:2023-06-19 10:22:47
技术领域
本发明涉及电机装配技术领域,具体为一种校正刷盒的定位夹具,用来完成有刷直流电机校正刷盒的工作。
背景技术
传统的直流电机运行理论认为:物理中性线和几何中性线偏离越多,越不利于电机工作。物理中性线和几何中性线越接近或重合,越利于电机工作。如何做到接近或重合,需通过零组件的加工与装配精度来实施控制。
直流电机的电刷和换向器的相对位置精度直接影响物理中性线和几何中性线的偏离程度,是保证整机正常运行的前提。因此直流电机制造业中,有刷式电机装配过程涉及电刷、刷盒、换向器等零组件装配的环节尤为重要。
发明内容
本发明的目的是提供一种刷盒校正定位夹具,在电机装配过程中使用,用于保证整机状态下使电刷与换向器接触时,处于设计要求的角度偏差范围之内,以保证电刷和换向器的相对位置精度。
本发明的技术方案为:
所述一种用于有刷直流电机校正刷盒的定位夹具,包括底座、心轴、定位块、导尺;
所述底座具有中心孔,用于安装心轴;
在所述底座上开有四组,每组两个用于避让安装螺钉的避让孔,所述螺钉为有刷直流电机换向器端端盖上用于安装刷盒组件的螺钉;四组所述避让孔以中心孔圆心为中心,间隔90°均匀分布,相对的两组所述避让孔各自中心连线的中垂线共线且过所述中心;
在所述底座上还开有四组用于安装定位块的安装孔,每组所述安装孔包括至少两个安装孔;四组所述安装孔分布方向与四组所述避让孔的分布方向一一对应;每组所述安装孔与每组避让孔之间的关系为:取一组避让孔中心连线的中垂线,绕该组避让孔中心连线的中点旋转α角度,得到对应一组安装孔中心连线的中垂线;所述α角度为设计要求角度,为刷盒上用于安装到端盖上的两处安装孔中心连线与刷盒上用于安装电刷的方孔中心线垂线之间的夹角;
所述心轴为台阶式圆柱结构,下端能够与所述底座中心孔安装配合,上端开有4处相互连通的槽,相对的两处槽相对中心对称分布,相邻两处槽的开槽方向相互垂直,每处槽的一侧槽边过心轴8的中心,槽宽等于导尺宽度;
所述定位块为T型结构,具有底部安装面和开槽竖直段;所述底部安装面上具有用于与所述底座上的每组所述安装孔对应连接的连接孔;所述开槽竖直段开有用于与导尺配合的槽,槽宽等于导尺宽度;而且底部安装面连接孔中心点连线的中垂线处于开槽竖直段中开槽部位的开槽方向中心对称面上;
所述导尺宽度与刷盒上用于安装电刷的方孔宽度的名义尺寸相同。
进一步的,所述底座正向端面具有以所述中心为圆心的盲孔,盲孔孔径等于所述端盖外径,用于安放所述端盖。
进一步的,所述底座、所述心轴和所述定位块均采用45
进一步的,所述心轴上端开槽的槽底高度,以及所述定位块开槽竖直段中开槽的槽底高度,用于对导尺进行轴向定位,使导尺在轴向高度上与刷盒上用于安装电刷的方孔高度对应。
进一步的,所述心轴与所述底座中心孔连接位置通过加固销紧固。
进一步的,所述底座外缘为圆形,所述定位块的底部安装面外侧边缘为圆弧形,且所述定位块在所述底座上安装后,定位块外圆与底座外圆同心,外形贴合。
进一步的,所述导尺分为工作导尺和检验导尺,工作导尺和检验导尺的名义尺寸相同,工作导尺和检验导尺尺宽的公差不同,检验导尺的公差小于工作导尺。
利用所述定位夹具进行定位方法,当刷盒组件安装到直流电机换向器端端盖上,将所述端盖放到所述底座上,并使端盖上用于安装刷盒组件的螺钉处于所述避让孔中,此时若导尺能够通过定位块上的槽、刷盒上用于安装电刷的方孔以及心轴上端的槽,则刷盒组件在直流电机换向器端端盖上安装合格。
有益效果
本发明可保证电刷和换向器的相对位置精度符合设计要求,对电机整机性能的提高奠定了基础。
本发明操作方便、省时省力,可使从事电机装配的操作人员提高生产效率,同时可有效提高整机性能合格率。针对不同的直流电机,只需改变相应零组件的尺寸即可,易于推广应用,具有较大的实用价值。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
图1:某有刷直流电机结构示意简图;
其中:1、直流电机;2、换向器端端盖;3、刷盒;4、电刷弹簧;
图2:换向器端端盖结构示意图;
图3:刷盒、电刷弹簧组成的刷盒组件结构示意图;
图4:换向器端端盖组件结构示意图;
其中:5-1、螺钉/垫圈;5-2、螺母/垫圈;
图5:定位夹具结构示意图;
其中:7、底座;8、心轴;9、加固销;10、定位块;11、工作导尺;12、螺钉;13、销子;14、检验导尺;
图6:底座结构示意图;
图7:心轴结构示意图;
图8:定位块结构示意图;
图9:工作导尺、检验导尺结构示意图;
图10:本发明整体示意图;
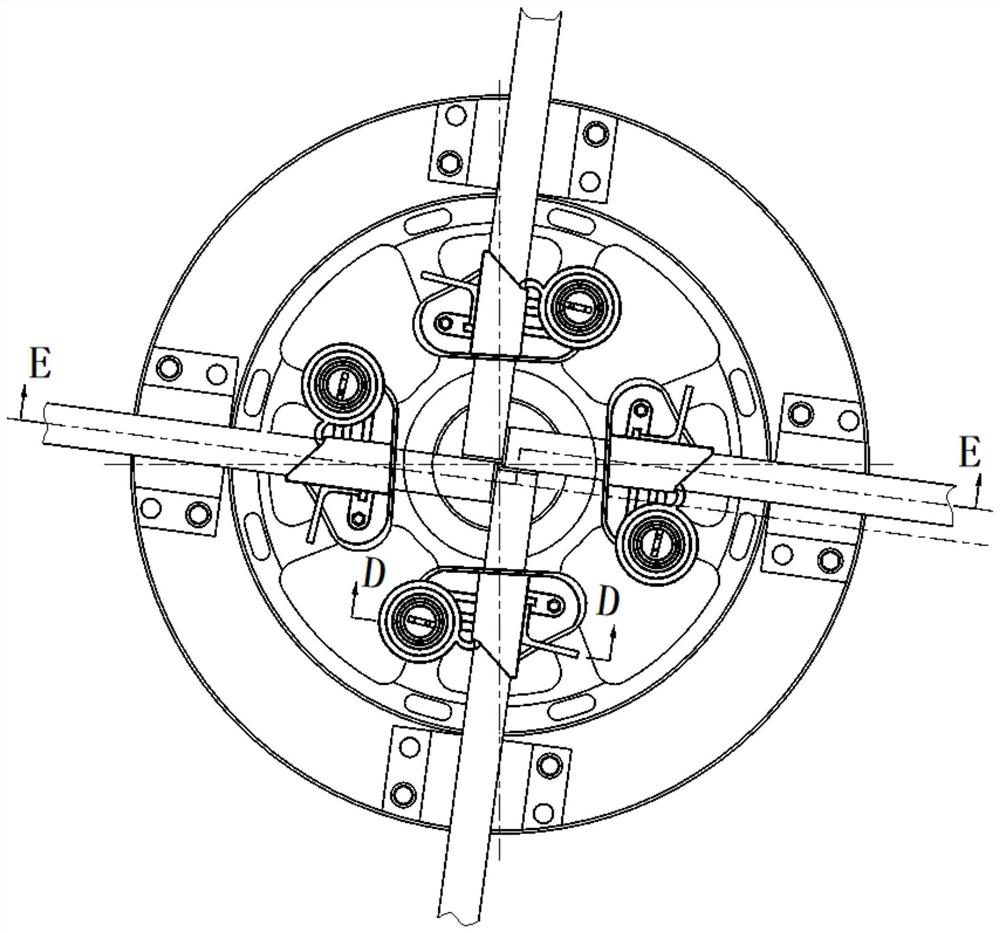
图11:本发明使用示意图;
图12:图11中的E-E剖视图;
图13:图11中的D-D剖视图。
具体实施方式
下面详细描述本发明的实施例,所述实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
某型有刷直流电机示意简图如图1所示,并且为了更为清楚的说明上述的零组件关系,以图2~图4示意主要零组件的结构。
图2所示是换向器端端盖2结构示意图,换向器端端盖用来安装由刷盒3、电刷弹簧4组成的刷盒组件(单台整机4个)。
图3所示是由刷盒3、电刷弹簧4组成的刷盒组件结构示意图,即:将两个电刷弹簧4安装在刷盒3上,电刷将安放在刷盒的方孔内,弹簧给电刷施力(见图1右),使电刷与换向器贴合。
图4所示是换向器端端盖组件结构示意图,即:将4个装有电刷弹簧的刷盒组件用件5-1(螺钉/垫圈)、件5-2(螺母/垫圈)安装在换向器端端盖2上。
按图4将换向器端端盖组件加工完成之后,将该端盖组件装配在直流电机的非传动端,然后将电刷组件装配在刷盒上,弹簧给电刷施力,使电刷与换向器接触实现机-电能量转换。在此过程中仅依赖零组件的加工精度,对刷盒的相对定位不做控制和校正。
如果刷盒孔、端盖孔等零组件的相对位置精度产生偏差,则不能保证直流电机运行理论中关于物理中性线和几何中性线的偏离量,对整机性能产生不良影响。
我们在工程实践中发现,图3中的角度尺寸α3-1是设计给定的零件关键尺寸,实际装配后,该角度必须满足设计要求。角度α3-1是刷盒上弹簧安装部位所在的水平线(刷盒上用于安装电刷的方孔中心线的垂线)与刷盒上两处安装孔的连线之间的夹角。主要原理分析如下:
如背景技术中所描述的,传统的直流电机运行理论认为:物理中性线和几何中性线偏离越多,越不利于电机整机工作,物理中性线和几何中性线越接近或重合,越利于电机工作。这是因为直流电机在负载工作时,由于存在电枢反应,使得主极的前、后极尖的磁场产生畸变,如前极尖被削弱则后极尖被加强,如后极尖被削弱则前极尖被加强,两种情况均可导致物理中性线将沿着电枢旋转方向从几何中性线偏离,偏离越大,说明电枢反应越强烈,去磁作用越强,主磁通越弱,直流电机工作越不稳定。因此尽可能的减小这个偏离使得物理中性线和几何中性线接近或重合就成为我们保证产品性能的主要考虑。
保证几何中性线的零件都在产品定子上,本申请中不涉及,但保证物理中性线的一项重要指标就是电刷装于端盖上的相对位置的精确性。
在申请中,发明人通过电机生产工程实践确定:对于电刷装于端盖上的相对位置的精确性的关键特性就是图3中的α3-1角在整机中的定位,这个角度就是将来电机总装完成之后,(从换向器端截面上看)电刷与换向器之间的夹角。这是因为:图3中的安装孔与固定螺钉/垫圈(件5-1)之间必然存在着间隙,如果不进行定位校正,则整机装配完工之后形成的实物角度将偏离理论角度,从而导致电机运行时物理中性线偏离几何中性线超出设计范围。
本发明提供一种刷盒校正定位夹具,在电机装配过程中使用,主要目的是保证整机状态下使电刷与换向器接触时,处于设计要求的角度偏差范围之内,以保证电刷和换向器的相对位置精度。
该定位夹具的主要原理是首先将图3中的α3-1角进行转换,如前所述,图3中的α3-1角为刷盒上弹簧安装部位所在的水平线与刷盒上两处安装孔的连线之间的夹角;其中刷盒上弹簧安装部位所在的水平线与该刷盒上用于安装电刷的方孔中心线垂直;而当刷盒组件准确安装在换向器端端盖2时,刷盒上两处安装孔的连线平行于换向器端端盖2对应两个安装孔的连线,而换向器端端盖2上共有4组安装孔,4组安装孔在换向器端端盖2上间隔90°均匀分布;因此,可以将α3-1角转换为刷盒上用于安装电刷的方孔中心线与换向器端端盖2上对应一组安装孔连线的中垂线之间的夹角。而刷盒上用于安装电刷的方孔中心线通过定位块和心轴转换为导尺中心线,所以当通过对定位块和心轴的角度及其在底座上的安装角度设计,实现α3-1角要求后,利用工作导尺以及检验导尺就可以直接实现刷盒组件在换向器端端盖上的准确安装。
本发明提供的定位夹具结构图如图5所示,包含了:底座7、心轴8、加固销9、定位块10、工作导尺11、螺钉12、销子13、检验导尺14等零件。
如图6所示,底座7材料为45
这里通过四组
图6中,α7-1和α7-2是一组
所以可以这样描述底座7上的四组
如图7所示,心轴8材料为45
加固销9为标准件,用于在心轴周向位置确定后,对底座7和心轴8进行加固。
如图8所示,定位块10共4件,材料为45
由于在描述底座7时,以底座上的用于安装定位块10的安装孔作为角度约束对象,因此,在定位块10上,严格要求
如图9所示,工作导尺11(共4件),检验导尺14(仅1件),材料为T8A。工作导尺与检验导尺除“H”尺寸在公差上有区别之外,其余完全相同,此导尺是电刷的模拟件。所示导尺的L11/14-5的开槽部位是为了避让刷盒组件上两个方孔之间的筋部及电刷弹簧4而设计的结构。所示L11/14-2长度上滚花设计是供定位夹具使用者插/拔导尺时,增加摩擦,方便操作。所示导尺“H”尺寸来源于刷盒组件上两个方孔的宽度,尺寸公差既要保证校正精度,同时要使导尺可插入定位块10、心轴8的槽内。所示两个“H”尺寸中,检验导尺L14-11与工作导尺L11-11相比,名义尺寸相同,公差不同,检验导尺的尺寸略小于工作导尺。
按上述图纸加工零组件后,将其装配在一起组成一套定位夹具。下面通过图10、图11对该定位夹具的使用情况进行说明:
定位夹具制造和组装步骤说明:
A.按尺寸要求加工配备所有零组件(底座7、心轴8、加固销9、定位块10、工作导尺11、螺钉12、销子13、检验导尺14);
B.将心轴8安装在底座7上,用加固销9进行楔紧加固;
C.用螺钉12、销子13将4件定位块10安装在底座7上;
D.对组合而成的定位夹具所有尺寸(特别是角度尺寸),进行检测或计量,应符合要求,否则应进行检修、返工直至合格。
上述工作完成之后便具备了使用条件。
定位夹具使用说明:
第一步:将刷盒预装在端盖上,即:将螺钉、垫圈、螺母等零件装配齐全,见图4“A-A向旋转”视图,暂不固紧;
第二步:将预装完成的端盖组件整体放置在定位夹具上(见图11);
第三步:用工作导尺穿过刷盒,反复插、拔,工作导尺应能顺利通过刷盒方孔插入定位夹具中心部位的槽内且能顺利拔出(此过程即为校正过程)。因导尺轴向上开有空槽,用来避让刷盒内两个方孔之间的筋部,被空槽隔开的导尺被分成上下两部分,校正过程中,两部分各通向一个刷盒孔见图13中的“D-D(局部)视图”示意。
第四步:四件导尺全部插入所有刷盒校正完成之后,从定位夹具底部平面的另一端,通过用套筒扳手穿过底部的8个孔(图6-底座的8处
第五步:最后拿掉工作导尺,用检验导尺依次进行检验,若检验导尺能顺利通过刷盒方孔插入定位夹具中心部位的槽内且能顺利拔出,则认为合格,校正工作结束。
本发明所确定的定位夹具,操作方便、省时省力,使从事电机装配的操作人员提高了生产效率,可有效的提高整机装配质量及生产效率,减少生产成本,减轻操作人员的劳动强度。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 一种用于有刷直流电机校正刷盒的定位夹具
- 一种直流电机刷架校正工装