一种3D曲面面板玻璃视窗智能移印装置及移印工艺
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及3D曲面面板玻璃视窗智能移印与智能制造技术领域,尤其涉及一种3D曲面面板玻璃视窗智能移印装置及移印工艺。
背景技术
3D曲面玻璃的特色符合3C产品设计需求。3C产品设计如智能手机、平板计算机、智能手表等可穿戴式智能产品、仪表板等陆续出现3D造型产品,已经明确引导3D曲面玻璃发展方向;
在3D曲面玻璃的生产过程中,需要对面板玻璃进行视窗移印,一般通过移印机进行移印,现有的移印机在工作时,一次移印需要进行一次上墨,其中浪费大量的时间,工作效率较低,且体积较大。
因此,有必要提供一种3D曲面面板玻璃视窗智能移印装置及移印工艺解决上述技术问题。
发明内容
为解决上述技术问题,本发明是提供一种3D曲面面板玻璃视窗智能移印装置及移印工艺。
本发明提供的一种3D曲面面板玻璃视窗智能移印装置,包括机架、安装板、固定座、油蛊、YZ轴移动装置、移印装置、移印钢板、控制面板、检修门和自锁万向轮,所述机架内壁中部固定有安装板,所述安装板上表面中部固定有固定座,所述固定座上表面对称固定有油蛊,所述固定座上表面中部固定有移印钢板,所述安装板上表面一端固定有清理装置,所述安装板上表面远离清理装置的一端固定有上下料装置,所述上下料装置底部固定有驱动机构,所述机架顶部固定有YZ轴移动装置,所述YZ轴移动装置底部对称安装有移印装置,所述机架一侧上端固定有控制面板,所述机架一侧通过铰链对称铰接有检修门,所述机架底部对称固定有自锁万向轮;
所述YZ轴移动装置包括线性电机、滑板、液压缸、升降板、滑柱、连接块、转环、转动板、第一伺服电机和转盘,所述机架顶部固定有线性电机,所述线性电机的动端固定有滑板,所述滑板中部固定有液压缸,所述液压缸的输出端穿过滑板固定有升降板,所述升降板四角对称固定有滑柱,所述滑柱通过滑孔与滑板滑动连接,所述升降板底部对称固定有连接块,两个所述连接块底部固定有转环,所述转环外侧通过轴承转动连接有转动板,所述升降板下表面中部固定有第一伺服电机,且第一伺服电机的输出端穿过转环固定有转盘,且转盘与转动板固定连接;
所述移印装置包括第一燕尾槽滑座、第二燕尾槽滑座、第三燕尾槽滑座和移印胶头,所述转动板下表面对称固定有第一燕尾槽滑座,所述第一燕尾槽滑座底部滑动连接有与第一燕尾槽滑座相配合的第二燕尾槽滑座,所述第二燕尾槽滑座底部滑动连接有与第二燕尾槽滑座相配合的第三燕尾槽滑座,所述第三燕尾槽滑座底部固定有移印胶头。
优选的,所述上下料装置包括下料板、转轴、上料盘、滑槽、载物板、固定工装、滑道、限位槽和拨柱,所述安装板一端固定有下料板,所述下料板中部通过轴承转动连接有转轴,所述转轴顶部固定有上料盘,所述上料盘上表面中部开设有滑槽,所述滑槽内壁对称滑动连接有载物板,所述载物板上表面固定有固定工装,所述滑槽内壁底部对称开设有滑道,所述下料板上表面开设有限位槽,且限位槽的轮廓呈六边形设置,所述载物板下表面固定有拨柱,所述拨柱底部穿过滑道与限位槽滑动连接。
优选的,所述驱动机构包括固定柱、驱动壳、第一转杆、第一转轮、拨槽、定位槽、第二转杆、第二转轮、第三转轮、驱动柱、避让槽、第二伺服电机、第一齿轮和第二齿轮,所述下料板下表面对称固定有固定柱,四个所述固定柱底部固定有驱动壳,所述驱动壳内壁通过轴承转动连接有第一转杆,所述第一转杆中部固定有第一转轮,所述第一转轮表面分别等距开设有拨槽和定位槽,所述驱动壳内壁一端通过轴承转动连接有第二转杆,所述第二转杆一端固定有第二转轮,所述第二转轮一侧固定有第三转轮,且第三转轮与定位槽滑动连接,所述第二转轮一侧外缘固定有驱动柱,且驱动柱与拨槽滑动连接,所述第三转轮外侧开设有避让槽,所述驱动壳底部固定有第二伺服电机,且第二伺服电机的输出端与第二转杆固定连接,所述第一转杆一端穿过驱动壳固定有第一齿轮,所述转轴底部穿过下料板固定有第二齿轮,且第一齿轮与第二齿轮啮合连接,所述第一齿轮的齿数为第二齿轮的齿数的两倍。
优选的,所述清理装置包括支撑架、固定板、收卷电机、收卷辊和放卷辊,所述安装板上表面一端固定有支撑架,所述支撑架顶部对称固定有固定板,一个所述固定板一侧固定有收卷电机,且收卷电机的输出端穿过固定板固定有收卷辊,另一个所述固定板一端通过轴承转动连接有放卷辊,且放卷辊表面缠绕有清理胶带。
优选的,所述滑槽内壁对称开设有滑动槽,所述载物板两侧对称固定有限位块,且限位块与滑动槽滑动连接。
优选的,所述检修门一测固定有把手。
优选的,所述第一伺服电机、第二伺服电机和收卷电机均为一种减速电机。
优选的,所述机架顶部固定有罩体。
本发明还包括一种3D曲面面板玻璃视窗智能移印工艺,依托于所述的3D曲面面板玻璃视窗智能移印装置,该移印工艺包括以下步骤:
S1:先将待印产品3D曲面玻璃放置在固定工装上,控制移印胶头上的胶头到移印钢板进行蘸油墨,将移印钢板的蚀刻图案油墨蘸在移印胶头上的胶头上;
S2:移印胶头上的胶头蘸油墨上升向前移动,使其移动至固定工装上,正好处于待印产品的3D曲面玻璃上方;
S3:移印胶头上的胶头蘸油墨下降并将油墨移印至产品上,移印胶头下压后将图案一次或一次以上转印到3D曲面玻璃凹面的位置,形成完成的视窗图案;
S4:通过热风烘干,印刷品印刷完成。
与相关技术相比较,本发明提供的3D曲面面板玻璃视窗智能移印装置及移印工艺具有如下有益效果:
本发明提供3D曲面面板玻璃视窗智能移印装置及移印工艺:
1、通过设置两个移印装置,使得在移印的同时可进行上油墨,然后再将两个移印胶头交换位置,实现无缝移印,而通过驱动装置和上下料装置,可将两个固定工装进行交换位置,配合移印胶头,实现无缝移印,提高效率;
2、在上下料装置工作的过程中,通过限位槽的限位,使得载物板在转动过程中可以进行收缩,并且在旋转过后又恢复伸出状态,进而可减小旋转时的半径,进而可降低整个设备的体积。
附图说明
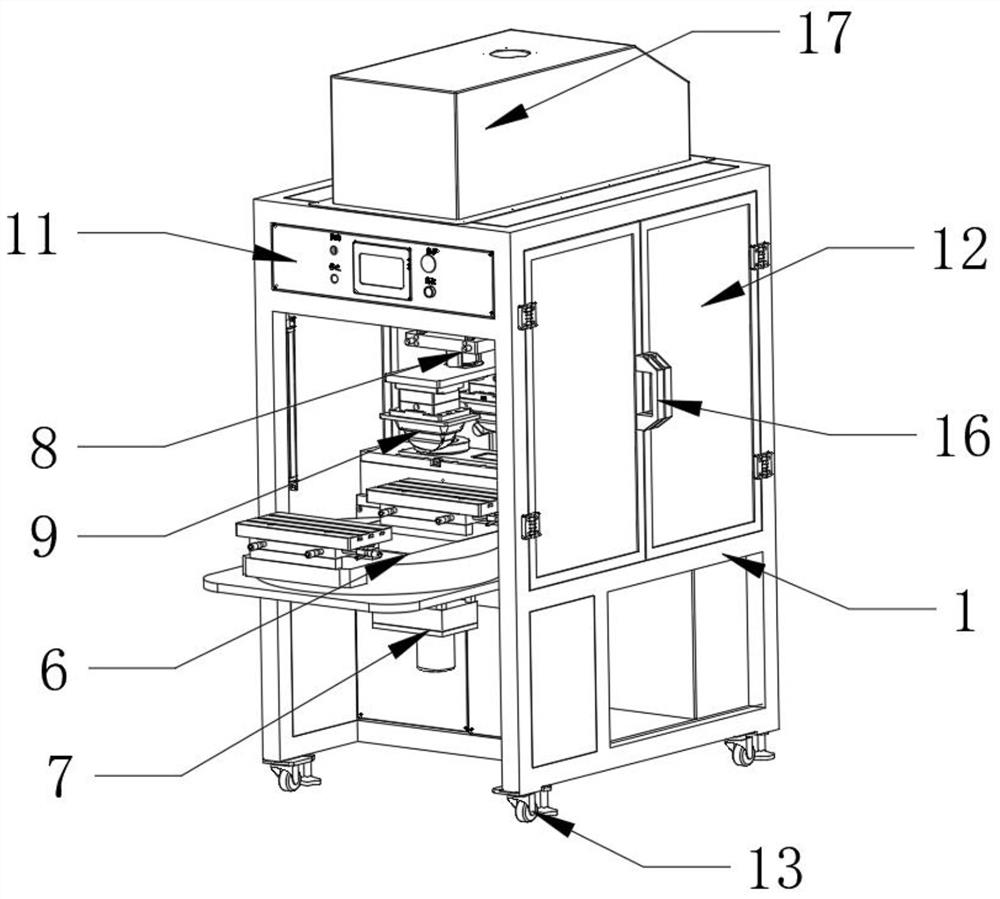
图1为本发明的整体结构示意图;
图2为本发明的机架内部结构示意图;
图3为本发明的YZ轴移动装置结构示意图;
图4为本发明的上下料装置结构示意图;
图5为本发明的滑道结构示意图;
图6为本发明的限位槽结构示意图;
图7为本发明的驱动机构结构示意图;
图8为本发明的驱动壳内部结构示意图;
图9为图7中的A处放大图;
图10为图本发明的移印工艺工艺流程示意图。
图中标号:1、机架;2、安装板;3、固定座;4、油蛊;5、清理装置;51、支撑架;52、固定板;53、收卷电机;54、收卷辊;55、放卷辊;6、上下料装置;61、下料板;62、转轴;63、上料盘;64、滑槽;65、载物板;66、固定工装;67、滑道;68、限位槽;69、拨柱;7、驱动机构;71、固定柱;72、驱动壳;73、第一转杆;74、第一转轮;75、拨槽;76、定位槽;77、第二转杆;78、第二转轮;79、第三转轮;710、驱动柱;711、避让槽;712、第二伺服电机;713、第一齿轮;714、第二齿轮;8、YZ轴移动装置;81、线性电机;82、滑板;83、液压缸;84、升降板;85、滑柱;86、连接块;87、转环;88、转动板;89、第一伺服电机;810、转盘;9、移印装置;91、第一燕尾槽滑座;92、第二燕尾槽滑座;93、第三燕尾槽滑座;94、移印胶头;10、移印钢板;11、控制面板;12、检修门;13、自锁万向轮;14、限位块;15、滑动槽;16、把手;17、罩体。
具体实施方式
下面结合附图和实施方式对本发明作进一步说明。
在具体实施过程中,如图1和图2所示,一种3D曲面面板玻璃视窗智能移印装置,包括机架1、安装板2、固定座3、油蛊4、YZ轴移动装置8、移印装置9、移印钢板10、控制面板11、检修门12和自锁万向轮13,机架1内壁中部固定有安装板2,安装板2上表面中部固定有固定座3,固定座3上表面对称固定有油蛊4,固定座3上表面中部固定有移印钢板10,安装板2上表面一端固定有清理装置5,安装板2上表面远离清理装置5的一端固定有上下料装置6,上下料装置6底部固定有驱动机构7,机架1顶部固定有YZ轴移动装置8,YZ轴移动装置8底部对称安装有移印装置9,机架1一侧上端固定有控制面板11,机架1一侧通过铰链对称铰接有检修门12,检修门12一测固定有把手16,方便人们打开检修门12,机架1底部对称固定有自锁万向轮13,便于机架1的移动,机架1顶部固定有罩体17,便于保护YZ轴移动装置8;
参考图3所示,YZ轴移动装置8包括线性电机81、滑板82、液压缸83、升降板84、滑柱85、连接块86、转环87、转动板88、第一伺服电机89和转盘810,机架1顶部固定有线性电机81,线性电机81的动端固定有滑板82,滑板82中部固定有液压缸83,液压缸83的输出端穿过滑板82固定有升降板84,升降板84四角对称固定有滑柱85,滑柱85通过滑孔与滑板82滑动连接,升降板84底部对称固定有连接块86,两个连接块86底部固定有转环87,转环87外侧通过轴承转动连接有转动板88,升降板84下表面中部固定有第一伺服电机89,且第一伺服电机89的输出端穿过转环87固定有转盘810,且转盘810与转动板88固定连接,通过线性电机81可带动滑板82进行水平方向的移动,然后通过液压缸83带动升降板84进行升降,实现竖直方向的移动,并且通过第一伺服电机89旋转带动转动板88进行旋转,实现两个移印装置9进行位置的交换;
参考图3所示,移印装置9包括第一燕尾槽滑座91、第二燕尾槽滑座92、第三燕尾槽滑座93和移印胶头94,转动板88下表面对称固定有第一燕尾槽滑座91,第一燕尾槽滑座91底部滑动连接有与第一燕尾槽滑座91相配合的第二燕尾槽滑座92,第二燕尾槽滑座92底部滑动连接有与第二燕尾槽滑座92相配合的第三燕尾槽滑座93,第三燕尾槽滑座93底部固定有移印胶头94,通过第一燕尾槽滑座91、第二燕尾槽滑座92和第三燕尾槽滑座93的配合安装,可调节移印胶头94的位置,以便于矫正位置,此为现有的已公开的技术,再此不做赘述。
参考图4、图5和图6所示,上下料装置6包括下料板61、转轴62、上料盘63、滑槽64、载物板65、固定工装66、滑道67、限位槽68和拨柱69,安装板2一端固定有下料板61,下料板61中部通过轴承转动连接有转轴62,转轴62顶部固定有上料盘63,上料盘63上表面中部开设有滑槽64,滑槽64内壁对称滑动连接有载物板65,载物板65上表面固定有固定工装66,滑槽64内壁底部对称开设有滑道67,下料板61上表面开设有限位槽68,且限位槽68的轮廓呈六边形设置,使得载物板65可以沿着限位槽68的轨迹进行运动,载物板65下表面固定有拨柱69,拨柱69底部穿过滑道67与限位槽68滑动连接,上料盘63带动载物板65及其固定工装66上的玻璃面板以转轴62为中心旋转180°,使得玻璃面板移动至移印胶头94的一端,且在上料盘63旋转的过程中,由于下料板61不动,使得上料盘63在旋转时,限位槽68拨动拨柱69,使得拨柱69沿着限位槽68的轨迹运动,使得上料盘63在旋转90°的过程中载物板65慢慢收进滑槽64内,并保持一端时间静止,而继续旋转90°的过程中,再保持一段静止后,又慢慢伸出,解决了机架1面积过小而导致载物板65无法调换位置的问题。
参考图7、图8和图9所示,驱动机构7包括固定柱71、驱动壳72、第一转杆73、第一转轮74、拨槽75、定位槽76、第二转杆77、第二转轮78、第三转轮79、驱动柱710、避让槽711、第二伺服电机712、第一齿轮713和第二齿轮714,下料板61下表面对称固定有固定柱71,四个固定柱71底部固定有驱动壳72,驱动壳72内壁通过轴承转动连接有第一转杆73,第一转杆73中部固定有第一转轮74,第一转轮74表面分别等距开设有拨槽75和定位槽76,驱动壳72内壁一端通过轴承转动连接有第二转杆77,第二转杆77一端固定有第二转轮78,第二转轮78一侧固定有第三转轮79,且第三转轮79与定位槽76滑动连接,第二转轮78一侧外缘固定有驱动柱710,且驱动柱710与拨槽75滑动连接,第三转轮79外侧开设有避让槽711,驱动壳72底部固定有第二伺服电机712,且第二伺服电机712的输出端与第二转杆77固定连接,第一转杆73一端穿过驱动壳72固定有第一齿轮713,转轴62底部穿过下料板61固定有第二齿轮714,且第一齿轮713与第二齿轮714啮合连接,第一齿轮713的齿数为第二齿轮714的齿数的两倍,通过第二伺服电机712转动带动第二转杆77转动,进而带动第二转轮78和第三转轮79转动,进而通过驱动柱710驱动拨槽75,进而带动第一转轮74转动,使得第一转轮74通过第一转杆73带动第一齿轮713转动,进而可带动第二齿轮714转动,由于第一齿轮713的齿数为第二齿轮714的齿数的两倍,使得第二伺服电机712旋转90°时,第一齿轮713旋转90°,进而带动第二齿轮714旋转180°,进而可带动上料盘63旋转180°。
参考图2所示,清理装置5包括支撑架51、固定板52、收卷电机53、收卷辊54和放卷辊55,安装板2上表面一端固定有支撑架51,支撑架51顶部对称固定有固定板52,一个固定板52一侧固定有收卷电机53,且收卷电机53的输出端穿过固定板52固定有收卷辊54,另一个固定板52一端通过轴承转动连接有放卷辊55,且放卷辊55表面缠绕有清理胶带,通过线性电机81将移印胶头94移动至清理胶带上方,然后通过液压缸83带动移印胶头94向下移动,使得移印胶头94底部与清理胶带接触,通过清理胶带将移印胶头94上的油墨粘附,粘附完成后,通过收卷电机53可将粘有油墨的清理胶带进行收卷。
参考图4所示,滑槽64内壁对称开设有滑动槽15,载物板65两侧对称固定有限位块14,且限位块14与滑动槽15滑动连接,便于载物板65滑动更加稳定。
参考图2、图3和图9所示,第一伺服电机89、第二伺服电机712和收卷电机53均为一种减速电机,便于降低转速,提高扭矩。
依托于所述的3D曲面面板玻璃视窗智能移印装置,本发明还提供一种3D曲面面板玻璃视窗智能移印工艺,该移印工艺包括以下步骤:
S1:先将待印产品3D曲面玻璃放置在固定工装66上,控制移印胶头94上的胶头到移印钢板10进行蘸油墨,将移印钢板10的蚀刻图案油墨蘸在移印胶头94上的胶头上;
S2:移印胶头94上的胶头蘸油墨上升向前移动,使其移动至固定工装上,正好处于待印产品的3D曲面玻璃上方;
S3:移印胶头94上的胶头蘸油墨下降并将油墨移印至产品上,移印胶头下94压后将图案一次或一次以上转印到3D曲面玻璃凹面的位置,形成完成的视窗图案;
S4:通过热风烘干,印刷品印刷完成。在本发明的实施例我们仅仅提供单个印刷品3D曲面面板玻璃视窗智能移印的移印工艺印刷的独立完整流程供本领域技术人员理解,由于本发明的移印装置设置两个移印装置9,使得在移印的同时可进行上油墨,然后再将两个移印胶头94交换位置,实现无缝移印,而通过驱动装置和上下料装置,可将两个固定工装66进行交换位置,配合移印胶头94,实现无缝移印,具体的工作方法我们在本发明的移印装置的工作原理中会做出介绍,依此本领域技术人员对本发明的装置和工艺可以有更加深入的了解,3D曲面面板玻璃视窗智能移印装置的工作原理:
面板玻璃通过机械手放置于一个固定工装66上,然后通过第二伺服电机712转动带动第二转杆77转动,进而带动第二转轮78和第三转轮79转动,进而通过驱动柱710驱动拨槽75,进而带动第一转轮74转动,使得第一转轮74通过第一转杆73带动第一齿轮713转动,进而可带动第二齿轮714转动,由于第一齿轮713的齿数为第二齿轮714的齿数的两倍,使得第二伺服电机712旋转90°时,第一齿轮713旋转90°,进而带动第二齿轮714旋转180°,进而可带动上料盘63旋转180°,使得上料盘63带动载物板65及其固定工装66上的玻璃面板以转轴62为中心旋转180°,使得玻璃面板移动至移印胶头94的一端,且在上料盘63旋转的过程中,由于下料板61不动,使得上料盘63在旋转时,限位槽68拨动拨柱69,使得拨柱69沿着限位槽68的轨迹运动,使得上料盘63在旋转90°的过程中载物板65慢慢收进滑槽64内,并保持一端时间静止,而继续旋转90°的过程中,再保持一段静止后,又慢慢伸出,解决了机架1面积过小而导致载物板65无法调换位置的问题;
在装有玻璃面板的固定工装66旋转至移印胶头94的一端后,通过液压缸83带动升降板84下降,进而使得移印胶头94下降,使得粘有墨汁的移印夹头印在玻璃面板上,则完成移印,在移印胶头94移印时,另一个移印胶头94则与移印钢板10接触进行粘油墨,使得粘油墨和移印同时进行;
在移印的过程中,通过机械手对远离移印胶头94的一个固定工装66上的玻璃面板进行下料和上料,然后在移印完成后,通过驱动机构7驱动上下料装置6旋转,使得移印完成的玻璃面板移动至外面等待下料,而刚上料的玻璃面板则又转动至移印胶头94的一端,再此过程中,通过第一电机旋转带动转盘810旋转,进而带动转动板88转动,使得刚粘油墨的移印胶头94与刚移印完的移印胶头94调换位置,配合上下料装置6的无缝吊环位置,直接无缝进行下一次的移印,提高工作效率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种3D曲面面板玻璃视窗智能移印装置及移印工艺
- 一种3D曲面盖板玻璃视窗移印装置及其移印工艺