一种贝氏体钢轨焊接接头热处理工艺
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及钢轨焊接领域,尤其是一种贝氏体钢轨焊接接头的热处理工艺。
背景技术
贝氏体钢轨具有良好的耐磨性和抗剥离性能,为了提高重载铁路钢轨的使用寿命、降低换轨大修费用,国内外对贝氏体钢轨进行了试验研究,但目前国际上还没有将贝氏体钢轨应用于重载铁路的商业运营,其原因是贝氏体钢轨的焊接难题没有解决。
焊接贝氏体钢轨的难点在于,焊缝处的显微组织不完全是贝氏体组织,存在一定数量的马氏体组织,导致焊缝内部存在较大的组织应力,接头容易发生折断。国外焊接钢轨,均不采用对焊接接头进行重新加热的热处理工艺,因此国外没有能够解决贝氏体钢轨焊缝的组织问题,焊接接头无法满足上道运营的需要,所以制约了贝氏体钢轨在重载铁路的商业运营。
我国国铁集团牵头研发并试制了用于重载铁路的贝氏体钢轨,其母材抗拉强度达到了1380MPa级及以上。贝氏体钢轨具有较高的合金含量,从一般意义上讲合金含量越高该金属材料焊接性越差,出现焊接缺陷的可能性越高,焊接接头的性能越难以保证。热处理是一种改善焊接接头性能的有效方法,根据材料特性设计并试验确立出合适的热处理工艺对实现焊接接头的良好性能至关重要。
我国焊接珠光体钢轨,均采用对焊接接头进行重新加热的正火热处理工艺,加热温度一般为850℃~950℃,使焊缝显微组织完全奥氏体化,然后在环境温度下自然冷却、或喷射压缩空气强制冷却,从而得到较细的珠光体组织。
贝氏体钢强化机制与珠光体钢强化机制有明显差异,珠光体强化的实现方式一般是细晶强化,而贝氏体钢一般依靠极细的片层结构或岛状结构实现。贝氏体钢经过焊接热循环后在焊缝热影响区往往由于合金元素偏聚而不能形成良好的贝氏体结构。
我国前期进行了贝氏体钢轨焊接试验研究,采用珠光体钢轨焊接接头热处理的方法,对贝氏体钢轨焊接接头进行正火热处理试验,发现正火不能消除贝氏体钢轨焊缝及过热区的马氏体组织,既有的钢轨焊接接头热处理技术无法解决贝氏体钢轨焊接接头的组织问题。
在进行大量试验研究的基础上,我国创新研发了贝氏体钢轨焊接接头的热处理工艺,使贝氏体钢轨焊缝的显微组织全部是贝氏体组织,成功解决了焊接贝氏体钢轨的世界难题。
发明的创新性在于:在国际上没有针对贝氏体钢轨焊接接头采用在其冷却到常温后进行重新加热的热处理工艺;国内针对珠光体钢轨焊接接头虽然有重新加热的热处理工艺,但需要加热到奥氏体化以上的温度(850℃~950℃)。本发明针对贝氏体钢轨焊接接头采用在其冷却到常温后进行重新加热的热处理工艺,且加热不使组织奥氏体化(与国内既有的珠光体钢轨焊接接头热处理技术有本质的区别),本发明所述的加热温度必须严格控制在550℃-650℃,本发明实现了贝氏体钢轨焊缝的显微组织在全断面范围内全部是贝氏体,是世界首创。
发明内容
本发明提出了一种贝氏体钢轨焊接接头热处理工艺。
将常温下的、没有经过热处理的贝氏体钢轨焊接接头进行气体火焰加热,当贝氏体钢轨焊接接头全断面范围内加热至550℃-650℃时,停止加热,在环境温度下自然冷却至常温。
其中,所述的贝氏体钢轨焊接接头,是焊态接头,即在焊接后没有经过任何热处理的贝氏体钢轨焊接接头。
其中,所述的贝氏体钢轨焊接接头,是常温接头,即对贝氏体钢轨焊接接头进行热处理加热的起始温度为常温。。
其中,所述的加热,是对钢轨焊接接头全断面进行加热,使贝氏体钢轨焊接接头均匀受热。
其中,所述的加热温度,为550℃-650℃,是热处理加热的终止温度。
其中,所述的加热温度,为550℃-650℃,是贝氏体钢轨焊接接头全断面范围内的各个部位温度。
其中,所述的气体火焰加热,所述气体是氧气与乙炔气体的混合气体。
其中,所述的自然冷却,是贝氏体钢轨焊接接头热处理加热到达终止温度后,在自然环境条件下的自然冷却。
可选地,所述气体火焰加热,所述气体也可以为氧气与液化气的混合气体.
可选地,在保证达到加热温度、保证加热器摆动范围的前提下,可以采用其他的加热器摆动频率和加热时间。
本发明提供的提供一种贝氏体钢轨焊接接头热处理工艺。通过本发明所述热处理工艺实现了接头具有良好的贝氏体结构,实现了贝氏体钢轨焊接接头较好的力学性能。
附图说明
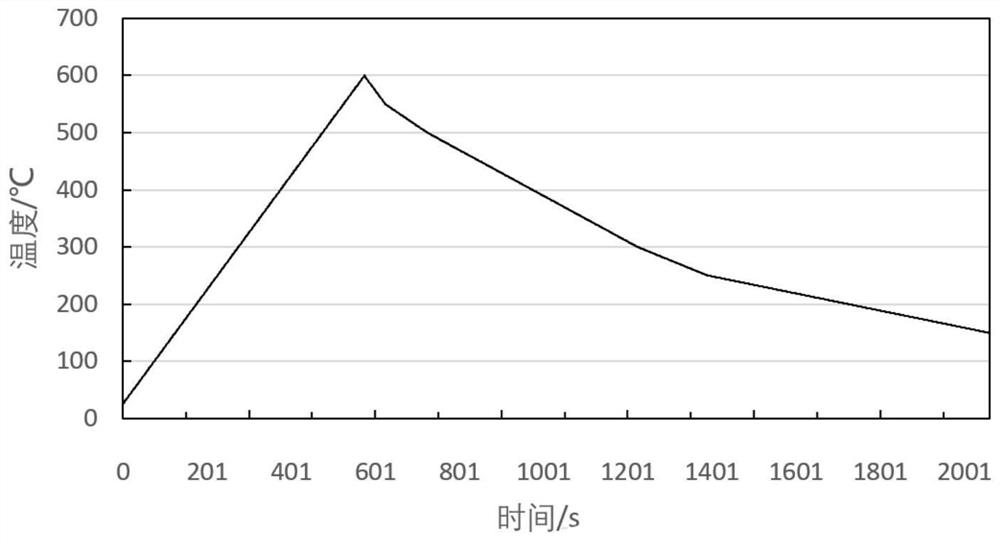
图1为贝氏体钢轨焊接接头热处理温度曲线示意图。
图2为焊缝显微组织检验结果。
具体实施方式
下面结合附图和具体实施例对本发明提供的一种贝氏体钢轨焊接接头热处理工艺进行详细描述。
图1所示,一种贝氏体钢轨焊接接头热处理工艺,
将冷却到常温的贝氏体钢轨焊接接头进行加热,
采用氧气与乙炔混合气体产生的火焰进行加热,
加热部位是贝氏体钢轨焊接接头的全断面,
当贝氏体钢轨焊接接头全断面的温度达到550℃-650℃时,停止加热,
使贝氏体钢轨焊接接头在环境温度下自然冷却至常温。
实施例
在一个实施例中:制备75kg/m贝氏体钢轨接头若干。加热方式采用氧气、乙炔混合气体产生的火焰加热,加热温度设定为在钢轨顶面测试的温度为600℃,其他部位温度处于550℃~650℃,加热到温后在室温下冷却。
取三支实例中接头按TB/T1632中方法进行疲劳试验,结果满足TB/T1632中关于75kg/m钢轨接头要求。
取一支实例中接头按TB/T1632中方法进行拉伸试验,拉伸试验结果见表1。
表1拉伸试验结果
取一支实例中接头按TB/T1632中方法进行布氏硬度试验,布氏硬度试验结果见表2。
表2布氏硬度试验结果
取一支实例中接头按TB/T1632中方法进行冲击试验,冲击试验结果见表3。
表3冲击试验结果
取一支实例中接头按TB/T1632中方法进行显微组织检验,焊缝显微组织检验结果见图2,可见显微组织全部是贝氏体组织。
接头按照TB/T1632中实验方法进行显微组织、拉伸、疲劳、硬度、冲击试验。在显微组织检验结果当中,可见焊缝过热区与焊缝均为贝氏体组织,接头组织形态良好,未见过烧、高碳马氏体等焊接缺陷,满足本发明中所述目的。
通过本发明所述热处理工艺,可实现贝氏体钢轨接头工业化生产。且生产出的接头具有良好的服役性能。
最后应说明的是,以上实施例仅用以描述本发明的技术方案而不是对本技术方法进行限制,本发明在应用上可以延伸为其他的修改、变化、应用和实施例,并且因此认为所有这样的修改、变化、应用、实施例都在本发明的精神和教导范围内。
- 一种贝氏体钢轨焊接接头及控制贝氏体钢轨焊接接头“白块”组织的焊后热处理方法
- 一种贝氏体钢轨焊接接头及控制贝氏体钢轨焊接接头“白块”组织的焊后热处理方法