一种检测油漆洗涤液洗涤能力的方法及膜厚试验装置
文献发布时间:2023-06-19 12:13:22
技术领域
本申请涉及洗涤液清洗技术领域,具体涉及一种检测油漆洗涤液洗涤能力的方法及膜厚试验装置。
背景技术
目前,在汽车生产的过程中,经常会用到油漆洗涤液,进行油漆的清洗工作;尤其是输漆管线的清洗工作,若输漆管线没有清洗干净,会大大影响后续的输漆工作;尤其,不同颜色的油漆会相互干扰,大大影响车辆的喷漆工作。为了加快输漆管线的清洗工作,则需要油漆洗涤液的清洗能力越强越好;而要知道油漆洗涤液的清洗能力,通常需要对油漆洗涤液的清洗能力试验。
相关技术中,油漆洗涤液的洗涤能力试验一般采用两种方法,第一种是点滴试验法,第二种是重量试验法。如图1所示,点滴试验法,将玻璃板1d擦拭干净,用湿膜涂布器在玻璃板1d中间位置涂布一定厚度的漆膜,将玻璃板1d放在玻璃板架1c上,闪干一定时间;打开被立杆1b支撑的推进器1a,确保测试开始前有数秒钟的稳定时间,使得从推进器1a中滴落的油漆洗涤液更加稳定均匀,用废液杯收集流出的溶剂;当闪干结束时,移开废液杯,使油漆洗涤液滴在玻璃板1d的漆膜上,记录油漆洗涤液的滴数,结束后关闭推进器1a;将多种油漆洗涤液在相同测试条件下,进行点滴试验,然后进行对比分析,玻璃板1d上剩余的漆膜面积越小,表示清洗效果越好。
具体地,重量试验法,先清洁玻璃试片,干燥后测定其重量为W
但是,上述两种油漆洗涤液的洗涤能力的试验方法,均存在一定的缺陷,具体地,点滴试验法和重量试验法的基材均是玻璃板,其表面状况和实际的输漆管线的钢管有较大区别,因此其洗涤效果并不能真正表征在输漆管线中的洗涤情况。点滴试验法的洗涤方式是滴加洗涤,和实际中的浸泡冲洗差异很大,最终的清洗效果与实际洗涤工况存在较大差别;其次,当检测的是透明的清漆时,由于清漆是无色透明的,无法准确观察洗涤液的洗涤效果。重量试验法在洗涤前需要干燥测重,将导致样品油漆与实际管线中的油漆状态不符合,与实际洗涤结果会有较大差别;但是如果不干燥,该油漆样品质量将无法准确称量。
发明内容
针对现有技术中存在的缺陷,本申请的目的在于提供一种检测油漆洗涤液洗涤能力的方法及膜厚试验装置,利用洗涤前后的漆膜厚度的差异,量化计算油漆洗涤液的洗涤能力。
为达到以上目的,采取的技术方案是:本申请公开了一种检测油漆洗涤液洗涤能力的方法的实施例,包括步骤:
S1:用油漆在不锈钢板上刮出一定厚度的湿膜,形成涂漆区,水平放置闪干;
S2:将不锈钢板的涂漆区的一半浸入油漆洗涤液中,放置闪干;
S3:将不锈钢板烘干,测量出未浸泡区的平均厚度为T
S4:计算出该油漆洗涤液的洗涤能力为(T
在上述技术方案的基础上,步骤S1、步骤S2和步骤S3的试验环境均为温度23℃±2℃,相对湿度50%±5%。
在上述技术方案的基础上,在步骤S1和步骤S2中,闪干的时间均为180±5s。
在上述技术方案的基础上,在步骤S1中,制作不锈钢板完成后,用无水乙醇将不锈钢板擦拭干净。
在上述技术方案的基础上,在步骤S1中,用湿膜涂膜器在不锈钢板上刮膜。
在上述技术方案的基础上,在步骤S3中,在未浸泡区和浸泡区分别设置9个膜厚检测点,用磁性测厚仪测量出多个膜厚,求得平均值T
在上述技术方案的基础上,在步骤S2中,所述涂漆区的一半浸入油漆洗涤液中20±2s;在步骤S3中,将不锈钢板放入140±5℃烘箱中烘烤20±1min。
在上述技术方案的基础上,在步骤S1中,在不锈钢板上刮出厚度为60μm的湿膜。
在上述技术方案的基础上,所述不锈钢板为矩形,且其尺寸为300mm×100mm。
本申请还公开了一种进行上述检测油漆洗涤液洗涤能力的方法的膜厚试验装置,包含:
呈倒L型设置的支撑杆,包含竖杆和横杆;
烧杯,位于所述横杆下方,用于容纳油漆洗涤液;
竖直设置的夹持杆,其一端固定于所述横杆远离竖杆的一端,其另一端用于将涂漆的不锈钢板夹持浸泡在油漆洗涤液中。
本申请提供的技术方案带来的有益效果包括:
1、本申请的一种检测油漆洗涤液洗涤能力的方法,采用不锈钢板作为基材,与输漆管线同等材质,与传统的点滴试验法和重量试验法相比,其洗涤效果更能真正表征油漆洗涤液在输漆管线中的洗涤情况,能够更加精准的模拟油漆洗涤液在输漆管线中洗涤油漆的效果。
2、本申请的试验方法,不同于传统的点滴试验法和重量试验法,该方法主要利用漆膜厚度的差异,根据油漆漆膜在用油漆洗涤液洗涤前后的厚度差异,量化计算油漆洗涤液的洗涤能力,且厚度计算精度极高,洗涤能力的量化结果更加精准;同时在实验时,多种不同油漆洗涤液的洗涤实验环境完全相同,包含在不锈钢板上刮出的油漆漆膜的厚度相同,闪干的时间相同,浸泡在油漆洗涤液中的时间相同,将不锈钢板的烘干时间相同,量化不同的油漆洗涤液的洗涤能力,进行比对分析,结果准确,可行性强。
3、本申请的试验方法,采用浸泡洗涤,与实际输漆管线的浸泡冲洗基本一致,清洗效果更加接近实际洗涤工况,整个实验测量过程操作简便,测量高效;相对于点滴试验法,本申请在油漆为透明的清漆时,能够照常测量;相对于重量试验法,本申请在洗涤前不需要进行烘干,其油漆状态更接近实际输漆管线的油漆状态,洗涤能力的试验结果更加真实可靠。
4、本申请的试验方法,需要的辅助装置少,仅需要膜厚试验装置(包含烧杯和钢板夹持架)、湿膜涂膜器、漆膜测厚仪、秒表和烘箱即可完成实验,实验步骤简单,实验结果精确,且膜厚试验装置、湿膜涂膜器、漆膜测厚仪、秒表和烘箱均可重复利用,实验成本低。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本申请实施例提供的点滴试验法的装置示意图;
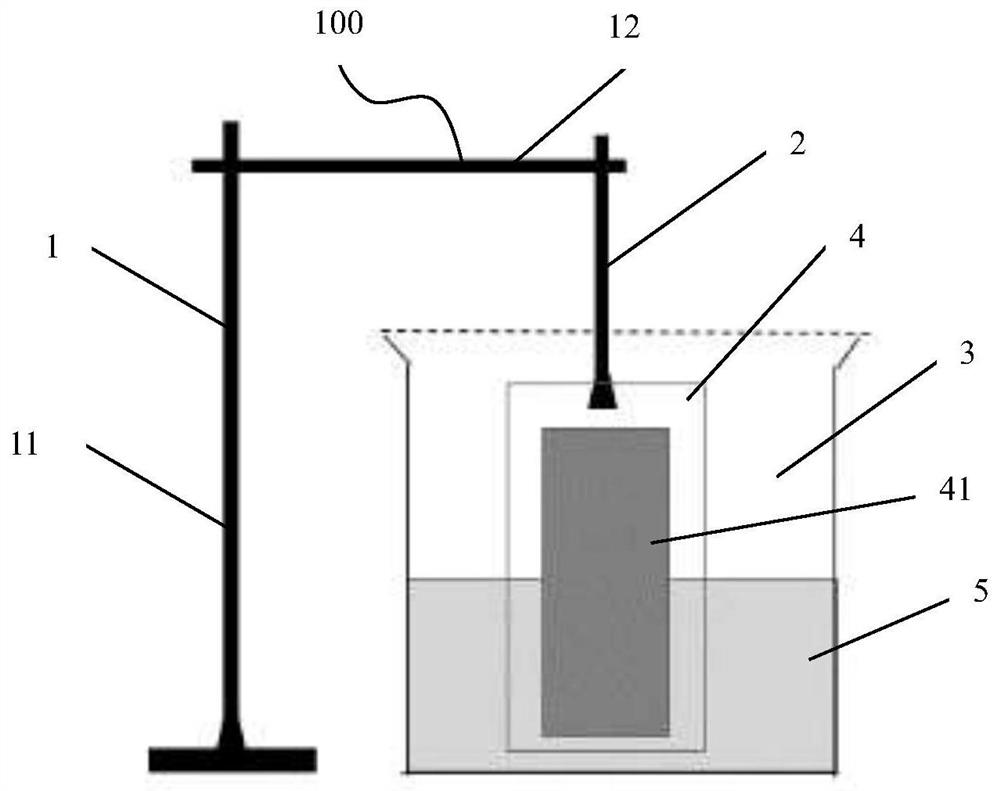
图2为本申请实施例提供的膜厚试验法的装置示意图;
图3为本申请实施例提供的膜厚检测点在不锈钢板的布置示意图。
附图标记:1a、推进器;1b、立杆;1c、玻璃板架;1d、玻璃板;1、支撑杆;11、竖杆;12、横杆;2、夹持杆;3、烧杯;4、不锈钢板;5、油漆洗涤液;41、涂漆区;42、膜厚检测点;100、膜厚试验装置。
具体实施方式
为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
本申请公开了一种检测油漆洗涤液洗涤能力的方法的实施例,具体包括步骤:
S1:用油漆在不锈钢板4上刮出一定厚度的湿膜,形成涂漆区41,水平放置闪干;湿膜的厚度与输漆管线在输送油漆的过程中,油漆残留的厚度基本一致,用该厚度的湿膜进行试验更能模拟真实的工况,真实反映油漆洗涤液的洗涤能力。
S2:将不锈钢板4的涂漆区41的一半浸入油漆洗涤液5中,放置闪干;涂漆区41的一半浸入油漆洗涤液5中,另一半不浸入油漆洗涤液5中,为后续的厚度对比分析做准备。
S3:将不锈钢板4烘干,测量出未浸泡区的平均厚度为T
S4:计算出该油漆洗涤液5的洗涤能力为(T
(T
本申请的实验方法,采用不锈钢板4作为基材,与输漆管线同等材质,与传统的点滴试验法和重量试验法相比,其洗涤效果更能真正表征油漆洗涤液在输漆管线中的洗涤情况,能够更加精准的模拟油漆洗涤液在输漆管线中洗涤油漆的效果。
优选地,涂漆区41的面积小于不锈钢板4的表面积,不锈钢板4的涂漆区41的四周有一圈未涂漆区;未涂漆区的设置便于在进行洗涤能力试验时,对不锈钢板4进行夹持。
具体地,闪干的作用是可以让油漆初步固定,防止油漆产生气泡,变得凹凸不平,让油漆充分流平。
在一个实施例中,上述步骤S1、步骤S2和步骤S3,具体地,S1:用油漆在不锈钢板4上刮出一定厚度的湿膜,形成涂漆区41,水平放置闪干;S2:将不锈钢板4的涂漆区41的一半浸入油漆洗涤液5中,放置闪干;S3:将不锈钢板4烘干,测量出未浸泡区的平均厚度为T
在一个实施例中,在步骤S1刮出湿膜形成涂漆区41,并水平放置闪干的时间,与在步骤S2中将不锈钢板4的涂漆区41的一半浸入油漆洗涤液5后放置闪干的时间相同,两者的时间均为180±5s。在进行多种油漆洗涤液的洗涤能力的试验过程中,全部采用该闪干时间。该时间经过大量实验验证,恰好能够使得等同于输漆管线残留油漆厚度的油漆充分流平。
在一个实施例中,在步骤S1中,在用油漆在不锈钢板4上刮出湿膜形成涂漆区41之前,需要制作不锈钢板4,制作的不锈钢板4能够满足试验的需要,同时质量轻便。
优选地,不锈钢板4为矩形,且其尺寸为300mm×100mm,该尺寸的不锈钢板4大小适中,质量轻便,能够方便高效地进行检测洗涤能力的试验。
进一步地,在制作完成不锈钢板4之后,要用无水乙醇将不锈钢板擦拭干净,去除钢板本身的油污、灰尘等杂质,减小检测洗涤能力的试验误差,提高检测洗涤能力的试验精度。
具体地,制作不锈钢板4的步骤如下:先用整块钢板,用剪床剪出合适大小的不锈钢板4,然后对不锈钢板4边沿部位进行打磨,对不锈钢板4的两面进行打磨抛光,使得不锈钢板4的厚度均匀,避免对试验结果造成不良影响。
在一个实施例中,步骤S1中,用油漆在不锈钢板4上刮出一定厚度的湿膜,形成涂漆区41;水平放置闪干;湿膜的厚度与输漆管线在输送油漆的过程中,油漆残留的厚度基本一致,用该厚度的湿膜进行试验更能模拟真实的工况,真实反映油漆洗涤液的洗涤能力。具体地,使用湿膜涂膜器在不锈钢板4上刮膜。湿膜涂膜器是一种比较成熟的涂膜机器,能够使得油漆在不锈钢板4上形成均匀的薄膜,为后续洗涤能力的检测试验奠定基础。
在一个实施例中,如图3所示,在步骤S3中,将不锈钢板4烘干,测量出未浸泡区的平均厚度为T
具体地,磁性测厚仪的测量精度高,磁性测厚计是一种新型的拉杆式测厚计。磁性测厚计组成:内、外磁块,套筒(带刻度),线绳(带游标),拉簧。测量原理:内、外磁块S、N极互相吸引,当待测物体放入内、外磁块之间似乎,内外磁块间会形成固定的间隙,间隙大小即为物体的厚度。不同的厚度会形成不同的间隙,内、外磁块间的吸引力也随之变化,其变化是非线性的,当线绳拉力与吸引力平衡时,内外磁块瞬间脱离,此时内磁块会在拉力的作用下与外套筒的端部发上撞击,从而发出“啪”的声音,此时游标对应的刻度位置就是被测物体的厚度。
在一个实施例中,在步骤S2中,将不锈钢板4的涂漆区41的一半浸入油漆洗涤液5中20±2s;涂漆区41的一半浸入油漆洗涤液5中,另一半不浸入油漆洗涤液5中,为后续的厚度对比分析做准备。在步骤S3中,将不锈钢板4烘干,测量出未浸泡区的平均厚度为T
在一个实施例中,用油漆在不锈钢板4上刮出一定厚度的湿膜,形成涂漆区41;湿膜的厚度与输漆管线在输送油漆的过程中,油漆残留的厚度基本一致,用该厚度的湿膜进行试验更能模拟真实的工况,真实反映油漆洗涤液的洗涤能力。具体地,经过多次实验验算,要不锈钢板4上刮出厚度为60μm的湿膜,该厚度与输漆管线在使用过程中,残留的厚度基本一致。
在一个实施例中,检测油漆洗涤液洗涤能力的方法的详细步骤如下:
先准备实验所需要的器材,主要由膜厚试验装置(烧杯和钢板夹持架)、湿膜涂膜器、漆膜测厚仪、秒表、烘箱组成。在准备好上述设备之后,先进行试验的准备,试验准备具体包含选择试验室,试验室的环境为室内温度为23℃±2℃,相对湿度50%±5%的环境中进行。
开始制作不锈钢板,具体地,制作不锈钢板4的步骤如下:先用整块钢板,用剪床剪出合适大小的不锈钢板4,然后对不锈钢板4边沿部位进行打磨,对不锈钢板4的两面进行打磨抛光,使得不锈钢板4的厚度均匀,避免对试验结果造成不良影响。
具体地,不锈钢板4的尺寸为300mm×100mm,该尺寸的不锈钢板4大小适中,重量适宜,且能够被量杯容纳。
之后,用无水乙醇将不锈钢板擦拭干净,去除钢板本身的油污、灰尘等杂质,减小检测洗涤能力的试验误差,提高检测洗涤能力的试验精度。
在做完上述准备工作之后,即可开始进行油漆洗涤液的洗涤能力的检测试验。具体方法如下:
a、如图2和图3所示,使用湿膜涂膜器在不锈钢板4上刮出60μm的湿膜,形成涂漆区41,水平放置闪干180±5s。该厚度的湿膜与输漆管线在使用过程中,残留的厚度基本一致,既不太厚,也不会太薄。优选地,在刮膜的时候,沿不锈钢板4的长度方向进行刮膜。
b、将不锈钢板4的涂漆区41的一半浸入油漆洗涤液中20±2s;具体地,如图2所示,不锈钢板4的上半段置于空气中,不锈钢板4的下半段置于油漆洗涤液5中;
c、取出不锈钢板4水平放置闪干180±5s;该段时间能够使得不锈钢板4的浸泡区的油漆充分流平,使得油漆的各个部位更加均匀。
d、将不锈钢板4放入140±5℃烘箱中烘烤20±1min;该段时间既能保证油漆洗涤液5及水分完全烘干,又能保证涂漆区41的油漆不会干燥起皮。
e、取出不锈钢板4,冷却后如图3所示,使用磁性测厚仪分别检测未浸泡区和浸泡区的9个膜厚检测点的膜厚,并计算平均值,得到未浸泡区的9个膜厚检测点的膜厚平均值为T
f、进一步计算,该油漆洗涤液的清洗能力为(T
当多种油漆洗涤液5进行洗涤能力试验时,(T
本申请还公开了一种进行上述检测油漆洗涤液洗涤能力的方法的膜厚试验装置,该膜厚试验装置100为了辅助进行油漆洗涤液的洗涤能力试验。膜厚试验装置100包含支撑杆1、烧杯3和夹持杆2,支撑杆1呈倒L型设置,支撑杆1包含竖杆11和横杆12;竖杆11起着支撑的作用,横杆12的一端垂直固定于竖杆11的顶端,横杆12的另一端向外伸出悬置。烧杯3位于横杆12下方,用于容纳油漆洗涤液5,为后续浸泡不锈钢板4提供支持。夹持杆2竖直设置,其一端固定于横杆12远离竖杆11的一端,其另一端用于夹持不锈钢板4,在进行油漆洗涤液的洗涤能力试验时,夹持杆2向下的端部夹持住不锈钢板4,将其涂漆区41的一半浸泡在油漆洗涤液5中。
在实际试验的过程中,膜厚试验装置100需要搭配湿膜涂膜器、漆膜测厚仪、秒表和烘箱进行使用。
在使用膜厚试验装置100的基础上,在步骤S2中,将不锈钢板4的涂漆区41的一半浸入油漆洗涤液5中;涂漆区41的一半浸入油漆洗涤液5中,另一半不浸入油漆洗涤液5中。此过程,用膜厚试验装置100的夹持杆2的端部夹持住不锈钢板4,静置一段时间。
进一步地,不锈钢板4为矩形,且其尺寸为300mm×100mm,涂漆区41的大小为290mm×90mm,为膜厚试验装置100的夹持杆2夹持工作留出一定的空间。
进一步地,在制作完成不锈钢板4之后,要用无水乙醇将不锈钢板擦拭干净,去除钢板本身的油污、灰尘等杂质,减小检测洗涤能力的试验误差,提高检测洗涤能力的试验精度。
优选地,烧杯的开口大小内径大于100mm,便于不锈钢板4的浸泡工作。
本申请的检测油漆洗涤液洗涤能力的方法,采用不锈钢板4作为基材,与输漆管线同等材质,与传统的点滴试验法和重量试验法相比,其洗涤效果更能真正表征油漆洗涤液在输漆管线中的洗涤情况,能够更加精准的模拟油漆洗涤液在输漆管线中洗涤油漆的效果。
本申请的试验方法,不同于传统的点滴试验法和重量试验法,该方法主要利用漆膜厚度的差异,根据油漆漆膜在用油漆洗涤液5洗涤前后的厚度差异,量化计算油漆洗涤液5的洗涤能力,且厚度计算精度极高,洗涤能力的量化结果更加精准;同时在实验时,多种不同油漆洗涤液5的洗涤实验环境完全相同,包含在不锈钢板4上刮出的油漆漆膜的厚度相同,闪干的时间相同,浸泡在油漆洗涤液5中的时间相同,将不锈钢板4的烘干时间相同,量化不同的油漆洗涤液5的洗涤能力,进行比对分析,结果准确,可行性强。
本申请的试验方法,采用浸泡洗涤,与实际输漆管线的浸泡冲洗基本一致,清洗效果更加接近实际洗涤工况,整个实验测量过程操作简便,测量高效;相对于点滴试验法,本申请在油漆为透明的清漆时,能够照常测量;相对于重量试验法,本申请在洗涤前不需要进行烘干,其油漆状态更接近实际输漆管线的油漆状态,洗涤能力的试验结果更加真实可靠。
本申请的试验方法,需要的辅助装置少,仅需要膜厚试验装置(包含烧杯和钢板夹持架)、湿膜涂膜器、漆膜测厚仪、秒表和烘箱即可完成实验,实验步骤简单,实验结果精确,且膜厚试验装置、湿膜涂膜器、漆膜测厚仪、秒表和烘箱均可重复利用,实验成本低。
在本申请的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
需要说明的是,在本申请中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
以上所述仅是本申请的具体实施方式,使本领域技术人员能够理解或实现本申请。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的精神或范围的情况下,在其它实施例中实现。因此,本申请将不会被限制于本文所示的这些实施例,而要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
- 一种检测油漆洗涤液洗涤能力的方法及膜厚试验装置
- 一种膜厚测量辅助定位装置与膜厚检测仪的同步方法