加工机械
文献发布时间:2023-06-19 13:26:15
技术领域
本发明涉及一种加工机械。
背景技术
关于以往的加工机械,在例如国际公开第2011/49143号(专利文献1)中公开有使用粉末烧结层叠法而制造三维形状造形物的装置。在三维形状造形物的制造装置中,在腔室的壁面设置有供给喷嘴。通过从供给喷嘴进行气体供给,在腔室内形成局部的气流。由此,随着粉末烧结层叠而产生的烟的至少一部分随着局部的气流而被向腔室外排出。
除了上述文献之外,作为公开以往的加工机械的文献,存在日本特开2012-224919号公报(专利文献2)、日本特开2018-127710号公报(专利文献3)、日本特开2016-107454号公报(专利文献4)以及日本特开2016-153529号公报(专利文献5)。
现有技术文献
专利文献
专利文献1:国际公开第2011/49143号
专利文献2:日本特开2012-224919号公报
专利文献3:日本特开2018-127710号公报
专利文献4:日本特开2016-107454号公报
专利文献5:日本特开2016-153529号公报
发明内容
发明要解决的问题
作为利用熔融后的材料进行工件的附加加工的方法,例如,存在指向性能量沉积(DED:Directed Energy Deposition)、选择性激光熔融(SLM:Selective Laser Melting)或者喷镀(Thermal Spraying)等。在使用了这些方法的情况下,随着工件的附加加工产生粉尘(烟),因此,要求从加工区域内高效地排出粉尘。
另一方面,在上述的专利文献1所公开的三维形状造形物的制造装置中,在腔室内形成局部的气流,使烟随着该气流,从而尝试了烟的排出。然而,在粉末烧结层叠的加工点处产生的烟在腔室内扩散得较广,因此,难以利用腔室内的局部的气流高效地排出烟。
因此,本发明的目的在于解决上述的问题,提供一种能够从加工区域内高效地排出随着工件的附加加工而产生的粉尘的加工机械。
用于解决问题的方案
依据本发明的加工机械是利用熔融后的材料进行工件的附加加工的加工机械。加工机械具备第1罩体,该第1罩体具有在水平方向上彼此相对的第1壁部和第2壁部,在第1壁部与第2壁部之间形成有加工区域。在第1壁部设置有用于使气体流入加工区域内的第1开口部。加工机械还具备产生沿着第2壁部从下方朝向上方的气流的引导流产生部。在第1罩体设置有用于使气体从加工区域内流出的第2开口部。
根据如此构成的加工机械,利用引导流产生部产生沿着第2壁部从下方朝向上方的气流(以下,称为“引导流”)。由此,能够在加工区域内产生沿着水平方向的气流和朝上的气流,该沿着水平方向的气流是经由第1开口部流入到加工区域内的气体从设置有第1开口部的第1壁部朝向引导流所流动的第2壁部流动而成的,该朝上的气流是从第1壁部朝向第2壁部流动来的气体被引导流引导从而从下方朝向上方流动而成的。随着附加加工而在加工区域内产生的粉尘乘着这样的气流,经由第2开口部被向外部排出,因此,能够进行粉尘的高效的排出。
另外,优选的是,加工机械还具备第2罩体,该第2罩体机械形成收纳空间,在收纳空间收纳有朝向加工区域供给材料粉末的材料粉末供给装置。引导流产生部具有:第1鼓风机,其从收纳空间向加工区域内供给气体;和管道部,其使从收纳空间供给的气体作为从下方朝向上方的气流向加工区域内送出。
根据如此构成的加工机械,通过使第1鼓风机运转,能够使在收纳空间中产生的粉尘也乘着引导流而向外部排出。因此,能够以简易的结构从加工区域和收纳空间这两者排出粉尘。
另外,优选的是,加工机械还具备:集尘机;第2鼓风机,其从加工区域内经由第2开口部向集尘机供给气体;以及控制装置,其控制第1鼓风机和第2鼓风机。在进行工件的附加加工的期间内控制装置使第1鼓风机和第2鼓风机运转;在未进行工件的附加加工、进行材料粉末向材料粉末供给装置的补给的期间内控制装置使第1鼓风机运转,使第2鼓风机停止。
根据如此构成的加工机械,与在加工区域和收纳空间中分别产生粉尘的时刻相应地使第1鼓风机和第2鼓风机选择性地运转。由此,能够抑制鼓风机中的能量消耗,并且从加工区域和收纳空间排出粉尘。
另外,优选的是,第1罩体还具有顶部。第2开口部设置于顶部。
根据如此构成的加工机械,顶部位于从下方朝向上方流动的引导流的前方,因此,能够进一步高效地经由第2开口部向外部排出粉尘。
另外,优选的是,引导流产生部具有管道部,该管道部包括送出口,经由送出口向加工区域内送出气体。送出口设置于与第1开口部的高度相同的高度、或者设置于比第1开口部低的位置。
根据如此构成的加工机械,能够使从第1壁部朝向第2壁部流动来的气体更可靠地与引导流碰撞。由此,易于产生从下方朝向上方流动的朝上的气流,因此,能够进一步高效地向外部排出粉尘。
另外,优选的是,加工机械还具备整流机构部,该整流机构部设置有第1开口部,使向加工区域内流入的气体成为沿着水平方向的气流。
根据如此构成的加工机械,经由第1开口部流入到加工区域内的气体易于到达引导流,因此,能够进一步高效地向外部排出粉尘。
发明的效果
如以上进行了说明那样,根据本发明,能够提供一种能够从加工区域内高效地排出随着工件的附加加工而产生的粉尘的加工机械。
附图说明
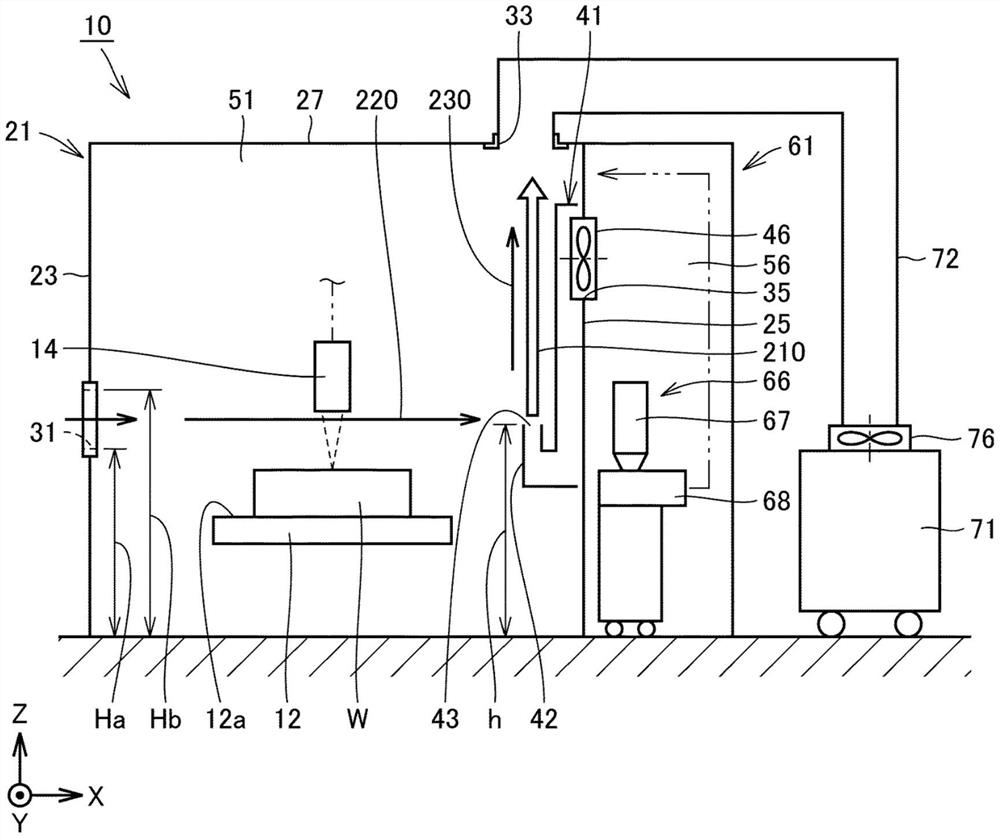
图1是表示本发明的实施方式的加工机械的主视图。
图2是表示图1中的引导流产生部的管道部的立体图。
图3是表示图1中的第1开口部的变形例的立体图。
图4是与第1鼓风机和第2鼓风机的控制有关的框图。
具体实施方式
参照附图而对本发明的实施方式进行说明。此外,在以下所参照的附图中,对同一构件或相当于同一构件的构件标注相同的附图标记。
图1是表示本发明的实施方式的加工机械的主视图。在图1中,通过透视构成加工机械的外观的罩体的前表面来表示加工机械的内部。
参照图1,加工机械10是能够利用熔融后的材料进行工件的附加加工(AM(Additive Manufacturing)加工)的加工机械。附加加工是通过使材料附着而在工件形成3维形状的加工法,工件的质量在附加加工的前后增加。
加工机械10是利用由计算机进行的数值控制使工件加工用的各种动作自动化的NC(数控:Numerically Control)加工机械。
加工机械100既可以是仅能够进行工件的附加加工的加工机械,也可以是能够进行工件的附加加工和工件的去除加工(SM(Subtractive Manufacturing)加工)的AM/SM混合加工机械。
加工机械10具有第1罩体21、加工头14、以及工件移动台12。
第1罩体21形成了用于对工件W进行附加加工的加工区域51。
加工头14设置于加工区域51内。激光和材料粉末被导入加工头14。加工头14具有用于喷出材料粉末的喷嘴和照射激光的激光照射装置(未图示)。加工头14向工件W喷出材料粉末,并且,照射激光,从而进行附加加工(指向性能量沉积(DED:Directed EnergyDeposition))。
工件移动台12设置于加工区域51内。工件移动台12在与上下方向平行的Z轴方向上与加工头14相对。工件移动台12设置于加工头14的下方。工件移动台12具有载置面12a。载置面12a由包括与水平方向平行的X轴和与水平方向平行且与X轴正交的Y轴的平面(称为“X轴-Y轴平面”)构成。在载置面12a载置有工件W。工件移动台12以能够保持已载置到载置面12a的工件W的方式构成。
工件移动台12利用各种输送机构、引导机构以及伺服马达等使工件W在X轴-Y轴平面内移动。通过使工件移动台12移动,能够使工件W中的附加加工的加工点移动。
此外,只要是使向工件W照射激光且供给材料粉末的加工头14、和保持工件W的工件移动台12相互移动的结构,就能够使工件W中的附加加工的加工点移动。例如,既可以是加工头14在加工区域51内进行空间移动的结构,也可以是工件移动台12与使加工头14进行空间移动的结构的组合。
加工机械10还具有第2罩体61和材料粉末供给装置66。
第2罩体61与第1罩体21一并设置。第2罩体61形成了收纳空间56。加工区域51和收纳空间56在X轴方向上排列。
材料粉末供给装置66收纳于收纳空间56。材料粉末供给装置66朝向加工头14供给用于附加加工的材料粉末。材料粉末供给装置66具有材料粉末罐67和混合部68。材料粉末罐67具有罐形状,积存用于附加加工的材料粉末。混合部68设置于材料粉末罐67的下方。混合部68以能够混合材料粉末和载气的方式构成。
在材料粉末罐67设置有在向罐内补给材料粉末之际所使用的补给口(未图示)。从安装有加工机械10的地面到上述补给口的高度例如既可以是1.2m以上,也可以是1.5m以上。
也可以是,在收纳空间56除了收纳有材料粉末供给装置66之外,还收纳有使附加加工所使用的激光振荡的激光振荡装置(未图示)。
第1罩体21具有第1壁部23、第2壁部25、以及顶部27。第1壁部23和第2壁部25在X轴方向上彼此相对。第1壁部23和第2壁部25以在X轴方向上相互分开的方式设置。第1壁部23和第2壁部25具有与Y轴-Z轴平面平行的平板形状。加工区域51形成于第1壁部23与第2壁部25之间。
顶部27设置于加工区域51的顶部。顶部27与第1壁部23的上方端以及第2壁部25的上方端连接。
作为典型的例子,第1罩体21还具有能够开闭的门部(未图示)。门部设置于图1所示的纸面的跟前侧(在图1中,进行透视)的第1罩体21的前表面。门部设置于第1罩体21的与第1壁部23和第2壁部25不同的前表面。门部在加工头14对工件W附加加工时设为闭状态,在工件W相对于工件移动台12拆装时等需要使用者访问加工区域51内时设为开状态。
第2壁部25在X轴方向上位于加工区域51与收纳空间56之间。加工区域51和收纳空间56由第2壁部25分隔开。
在第1壁部23设置有第1开口部31。第1开口部31是使空气流入加工区域51内的开口。第1开口部31由贯通第1罩体21(第1壁部23)的贯通孔构成。加工区域51与加工区域51的外侧的外部空间(例如设置加工机械10的工厂等的室内空间)经由第1开口部31连通。
第1开口部31设置于向上方与安装有加工机械10的地面分开的位置。第1开口部31在Z轴方向上设置于比工件移动台12的载置面12a高的位置(与载置面12a位于比第1开口部31的开口面的下端部低的位置的情况相对应)。
并不限于上述内容,第1开口部31也可以在Z轴方向上设置于与工件移动台12的载置面12a的高度相同的高度(与载置面12a位于从第1开口部31的开口面的上端部到下端部之间的高度的情况相对应)。第1开口部31也可以在Z轴方向上设置于比工件移动台12的载置面12a低的位置(与载置面12a位于比第1开口部31的开口面的上端部高的位置的情况相对应)。
此外,第1开口部31除了使空气流入加工区域51内的用途之外,也可以具有别的用途(例如在加工机械10是AM/SM混合加工机械的情况下,向机外排出切屑的用途)。
在第1开口部31可以设置用于使空气强制性地流入加工区域51内的鼓风机。
在第1罩体21还设置有第2开口部33。第2开口部33是用于使空气从加工区域51内流出的开口。第2开口部33由贯通第1罩体21的贯通孔构成。
第2开口部33在Z轴方向上设置于比第1开口部31高的位置。第2开口部33在Z轴方向上设置于比加工头14和工件移动台12高的位置。第2开口部33在X轴方向上设置于与第1壁部23和第2壁部25分开的位置。第2开口部33在X轴方向上设置于距第2壁部25比距第1壁部23近的位置(X轴方向上的从第2壁部25到第2开口部33的距离<X轴方向上的从第1壁部23到第2开口部33的距离)。
第2开口部33设置于顶部27。第2开口部33由贯通顶部27的贯通孔构成。
第2开口部33的开口面积既可以比第1开口部31的开口面积大,也可以是第1开口部31的开口面积以下。
图2是表示图1中的引导流产生部的管道部的立体图。参照图1和图2,加工机械10还具有引导流产生部41。引导流产生部41设置于第2壁部25。引导流产生部41在加工区域51内产生沿着第2壁部25从下方朝向上方的空气流。
引导流产生部41具有第1鼓风机46和管道部42。第1鼓风机46随着其运转使空气流入加工区域51内。第1鼓风机46安装于第2壁部25。第1鼓风机46随着其运转使空气从收纳空间56流入加工区域51内。
管道部42具有管道形状,形成了供空气流动的流路。管道部42设置于加工区域51内。管道部42安装于第2壁部25。管道部42使从第1鼓风机46供给的空气作为从下方朝向上方的空气流向加工区域51内送出。
管道部42具有流入口44、上游部42P、翻转部42R、下游部42Q、以及送出口43。流入口44、上游部42P、翻转部42R、下游部42Q以及送出口43按照所列举的顺序从管道部42中的空气流的上游侧向下游侧排列设置。
流入口44在管道部42的一端开口。流入口44与设置到第2壁部25的开口部35(参照图1)重合。收纳空间56与管道部42内的空间经由开口部35和流入口44连通。在流入口44连接有第1鼓风机46。
流入口44在Z轴方向上设置于比送出口43高的位置。流入口44在Z轴方向上设置于比第1开口部31高的位置。流入口44在Z轴方向上设置于比第2开口部33低的位置。
上游部42P沿着第2壁部25在Z轴方向上延伸。上游部42P从流入口44朝向下方延伸。上游部42P也可以以空气的流路面积越朝向下方越小的方式具有尖细形状。翻转部42R与上游部42P的下方端连接。翻转部42R从上游部42P以一边向X轴方向的靠近第1壁部23的方向弯曲一边翻转180°的方式设置。下游部42Q与翻转部42R的上方端连接。下游部42Q从翻转部42R朝向上方延伸。下游部42Q的Z轴方向上的长度比上游部42P的Z轴方向上的长度小。
送出口43在管道部42的另一端开口。送出口43设置于下游部42Q的上方端。
送出口43设置于比第2开口部33低的位置。送出口43的开口面在Z轴方向上与第2开口部33的开口面相对。
送出口43也可以在Z轴方向上设置于与第1开口部31的高度相同的高度。在该情况下,与送出口43的开口面位于从第1开口部31的开口面的上端部到下端部之间的高度的情况相对应(在图1中,Ha≤h≤Hb)。送出口43也可以在Z轴方向上设置于比第1开口部31低的位置。在该情况下,与送出口43的开口面位于比第1开口部31的开口面的下端部低的位置的情况相对应(在图1中,h<Ha)。
送出口43优选在Y轴方向上设置在与第1开口部31重合的位置。
从第1鼓风机46供给的空气经由流入口44流入管道部42的内部。流入到管道部42内的空气通过上游部42P而从上方朝向下方流动。从上方朝向下方流动的空气流在翻转部42R中翻转成从下方朝向上方流动的空气流。空气在下游部42Q中从下方朝向上方流动了之后,作为从下方朝向上方的空气流经由送出口43向加工区域51内送出。
加工机械10还具有集尘机71、第2鼓风机76、以及集尘管道72。
集尘机71设置于加工区域51的外部空间。集尘机71借助集尘管道72与第2开口部33连接。
第2鼓风机76随着其运转而从加工区域51内经由第2开口部33向集尘机71供给空气。第2鼓风机76内置于集尘机71。第2鼓风机76既可以设置于第2开口部33,也可以设置于集尘管道72的路径上。
接下来,对由本实施方式的加工机械10起到的作用效果进行说明。
在工件W的加工点处,材料粉末成为蒸气,该蒸气被冷却,从而在加工区域51内产生较细的颗粒状(例如1μm以下的颗粒)的烟。另外,在向材料粉末供给装置66(材料粉末罐67)补给材料粉末之际,在收纳空间56中,存在材料粉末(例如50μm左右的粉末)在收纳空间56飞舞的可能性。出于使用者的健康上的理由等考虑,要求这些粉尘从加工区域51内或收纳空间56内高效地排出。
对此,在本实施方式的加工机械10中,在加工区域51内产生的烟和在收纳空间56内飞舞的材料粉末经由集尘管道72被收集于集尘机71。
其中,利用引导流产生部41在加工区域51内产生沿着第2壁部25从下方朝向上方的空气流(图1中的空心箭头210所示的空气流(引导流))。由此,能够在加工区域51内产生沿着水平方向的空气流(图1中的箭头220所示的空气流)和朝上的空气流(图1中的箭头230所示的空气流),该沿着水平方向的空气流是经由第1开口部31流入到加工区域51内的空气从设置有第1开口部31的第1壁部23朝向引导流所流动的第2壁部25流动而成的,该朝上的空气流是从第1壁部23朝向第2壁部25流动来的空气被引导流引导从而从下方朝向上方流动而成的。
在工件W的加工点处产生的烟利用从第1壁部23朝向第2壁部25的沿着水平方向的空气流汇集于第2壁部25的附近。汇集到第2壁部25的附近的烟进一步利用沿着第2壁部25的朝上的空气流经由第2开口部33向加工区域51的外部排出。因而,能够高效地向外部排出随着附加加工而在加工区域50内产生的烟。
另外,第2开口部33设置于顶部27。根据这样的结构,顶部位于沿着第2壁部25的朝上的空气流的前方,因此,能够进一步高效地经由第2开口部33排出加工区域51内的烟。
另外,在送出口43设置于与第1开口部31的高度相同的高度、或者设置于比第1开口部31低的位置的情况下,能够使沿着从第1壁部23朝向第2壁部25的水平方向的空气流更可靠地与引导流碰撞。由此,易于产生沿着第2壁部25的朝上的空气流,因此,能够进一步高效地向外部排出加工区域51内的烟。
另外,引导流产生部41随着第1鼓风机46的运转而使空气从收纳空间56流入加工区域51内,从而产生上述的引导流。因此,在收纳空间56飞舞的材料粉末也在通过管道部42被引导到加工区域51内之后,被从送出口43送出的引导流向外部排出。由此,利用引导流产生部41不仅将在加工区域51内产生的烟向外部排出,也将在收纳空间56飞舞的材料粉末向外部排出,因此,能够将加工机械10中的粉尘的排出机构设为简易的结构。
图3是表示图1中的第1开口部的变形例的立体图。参照图1和图3,在本变形例中,加工机械10还具有整流机构部91。在整流机构部91设置有第1开口部31。整流机构部91使向加工区域51内流入的空气成为沿着水平方向的空气流。
整流机构部91具有块体92。在块体92设置有多个第1开口部31。多个第1开口部31在上下方向上排列。第1开口部31沿着Y轴方向呈狭缝状延伸。
根据这样的结构,经由第1开口部31流入到加工区域51内的空气易于到达沿着第2壁部25的引导流,因此,能够进一步高效地向外部排出粉尘。
图4是与第1鼓风机和第2鼓风机的控制有关的框图。参照图1和图4,加工机械10还具有控制装置81。控制装置81装备于加工机械10,是用于控制加工机械10中的各种动作的控制盘。控制装置81控制第1鼓风机46和第2鼓风机76。
控制装置81具有送风控制部82、存储部83、以及加工控制部84。送风控制部82控制第1鼓风机46和第2鼓风机76的动作。在存储部83存储有由加工机械10的使用者作成的加工程序(数值控制程序)。加工控制部84根据来自使用者的指示执行已存储到存储部83的加工程序。
送风控制部82基于在加工控制部84中执行的加工程序判断是否进行着工件的附加加工。
材料粉末供给装置66还具有补给检测部85。补给检测部85检测材料粉末向材料粉末供给装置66(材料粉末罐67)的补给。补给检测部85例如由传感器构成,该传感器设置于材料粉末罐67上的材料粉末的补给口,能够检测已投入到该补给口的材料粉末。
在材料粉末罐67的补给口设置有能够开闭的盖构件。在该情况下,补给检测部85也可以由能够检测盖构件设为开状态的传感器构成。
送风控制部82接受来自补给检测部85的信号而判断是否进行着材料粉末向材料粉末供给装置66的补给。
控制装置81在进行工件的附加加工的期间内使第1鼓风机46和第2鼓风机76运转。控制装置81在进行工件的附加加工的期间内不管是否进行材料粉末向材料粉末供给装置66的补给都使第1鼓风机46和第2鼓风机76运转。
控制装置81在未进行工件的附加加工、进行材料粉末向材料粉末供给装置66的补给的期间内使第1鼓风机46运转,使第2鼓风机76停止。
在未进行工件的附加加工、进行材料粉末向材料粉末供给装置66的补给的期间内,仅使第1鼓风机46运转,从收纳空间56向加工区域51内供给空气,从而将在收纳空间56飞舞的材料粉末向加工区域51内送出。若进行工件的附加加工,则使第1鼓风机46和第2鼓风机76这两者运转,从而向外部排出在收纳空间56飞舞的材料粉末和在加工区域51内产生的烟。由此,能够抑制鼓风机中的能量消耗,并且在恰当的时刻清洁收纳空间56和加工区域51内的气氛。
若对以上进行了说明的、本发明的实施方式的加工机械10的构造进行总结,则本实施方式的加工机械10是利用熔融后的材料进行工件的附加加工的加工机械。加工机械10具备第1罩体21,该第1罩体21具有在水平方向上彼此相对的第1壁部23和第2壁部25,在第1壁部23与第2壁部25之间形成有加工区域51。在第1壁部23设置有用于使作为气体的空气流入加工区域51内的第1开口部31。加工机械10还具备产生沿着第2壁部25从下方朝向上方的空气流的引导流产生部41。在第1罩体21设置有用于使空气从加工区域51内流出的第2开口部33。
根据如此构成的本发明的实施方式的加工机械10,能够从加工区域51内高效地排出随着工件的附加加工而产生的粉尘(烟)。
此外,由本发明中的加工机械进行的附加加工例如也可以利用相对于工件送出丝来替代本实施方式中的材料粉末的类型的指向性能量沉积法。由本发明中的加工机械进行的附加加工既可以利用选择性激光熔融法,也可以是喷镀加工。
应该认为此次所公开的实施方式在全部的点都是例示,并非限制性的。本发明的范围不是由上述的说明、而是由权利要求书表示,意图在于包含与权利要求书相等的意思和范围内的全部的变更。
产业上的可利用性
本发明适用于进行附加加工的加工机械。
附图标记说明
10、加工机械;12、工件移动台;12a、载置面;14、加工头;21、第1罩体;23、第1壁部;25、第2壁部;27、顶部;31、第1开口部;33、第2开口部;41、引导流产生部;42、管道部;42P、上游部;42Q、下游部;42R、翻转部;43、送出口;44、流入口;46、第1鼓风机;51、加工区域;56、收纳空间;61、第2罩体;66、材料粉末供给装置;67、材料粉末罐;68、混合部;71、集尘机;72、集尘管道;76、第2鼓风机;81、控制装置;82、送风控制部;83、存储部;84、加工控制部;85、补给检测部、91、整流机构部、92、块体。
- 加工机械的显示装置和加工机械以及加工机械的显示方法
- 用于运行单张纸加工机械的方法以及单张纸加工机械