EI变压器的包壳系统与包壳工艺
文献发布时间:2023-06-19 13:26:15
技术领域
本发明属于变压器领域。
背景技术
变压器铁芯的四周包裹金属外壳起到屏蔽电磁波和保护外部结构的作用;现有的变压器外壳的装配结构和组装结构都很复杂,由此可见有必要设计一种包壳工艺更加简单,成本更加低廉的包壳结构和具体工艺。
发明内容
发明目的:为了克服现有技术中存在的不足,本发明提供一种工艺简单,成本低的EI变压器的包壳系统与包壳工艺。
技术方案:为实现上述目的,本发明的EI变压器的包壳系统,包括水平的滑轨,所述滑轨上设置有导轨槽,所述导轨槽内设置有滑块,驱动装置能驱动所述滑块沿所述导轨槽直线位移;所述滑块的上方设置有水平的第一矩形框架,所述第一矩形框架的下端通过若干第一支柱固定连接所述滑块;所述第一矩形框架的上方通过若干第二支柱固定连接有第二矩形框架;所述第二矩形框架的上方通过若干第三支柱固定连接有第三矩形框架;所述第三矩形框架的内侧为矩形限位口;
还未包壳的EI型变压器由EI电子变压器铁芯、线圈挠组骨架和卷绕在线圈挠组骨架上的线圈绕组构成,所述线圈挠组骨架下端低于EI电子变压器铁芯的部分卡入限位于所述矩形限位口中;
所述第一矩形框架、第二矩形框架和限位于矩形限位口中EI型变压器的俯视轮廓完全一致;所述第一矩形框架的外周面记为第一外周滚轮行走面;所述第二矩形框架的外周面记为第二外周滚轮行走面;
所述第三矩形框架的正上方设置有回转电机,所述回转电机通过电机支架与地面固定连接;所述回转电机的输出轴竖向朝下;将限位于矩形限位口中EI型变压器的俯视轮廓的几何中心记为中心点,所述滑块沿导轨槽直线位移能使所述中心点平移至与所述输出轴轴线重合;
还包括粘接剂储量箱,所述粘接剂储料箱内储存有粘接剂,所述粘接剂储料箱靠近第一矩形框架和第二矩形框架的一侧通过连接件固定连接有竖向固定轴,所述竖向固定轴的下端和上端分别通过轴承同轴心转动安装有第一行走滚轮和第二行走滚轮,所述第一行走滚轮和第二行走滚轮分别与第一矩形框架的第一外周滚轮行走面和第二矩形框架的第二外周滚轮行走面滚动配合;
还包括竖向回转臂,所述竖向回转臂上设置有上下设置有两横向导孔,所述竖向回转臂的上端通过第一横向臂固定连接所述输出轴,所述粘接剂储料箱远离第一矩形框架和第二矩形框架的一端固定连接有两横向导柱,两横向导柱活动穿过竖向回转臂上的两横向导孔;所述导柱上套设有弹簧,所述弹簧远离竖向回转臂的一端弹性顶压所述粘接剂储料箱,从而在弹簧的弹力作用下,所述第一行走滚轮和第二行走滚轮始终分别顶压所述第一外周滚轮行走面和第二外周滚轮行走面;
所述粘接剂储料箱的上端靠近第三矩形框架的一侧固定连接有轴承座,所述轴承座的上方设置有圆柱形出胶头,所述圆柱形出胶头的下端同轴心一体化连接有转轴,所述转轴通过轴承转动安装在所述轴承座上;所述圆柱形出胶头与所述第一行走滚轮和第二行走滚轮同轴心;所述圆柱形出胶头的外圆柱面与EI电子变压器铁芯的外周面之间形成小于0.5mm的间隙;所述圆柱形出胶头的外圆柱面靠近EI电子变压器铁芯的一侧沿竖向方向等距阵列分布若干出胶口,所述圆柱形出胶头的上端同轴心连接有胶水进液直管,胶水进液直管通过圆柱形出胶头内的导液通道连通各个出胶口,所述胶水进液直管的上端为进胶口,所述粘接剂储料箱的粘接剂导出端连接有导液管,导液管的出液端通过轴承与所述胶水进液直管的上端转动套接,从而使胶水进液直管上端的进胶口连通所述导液管的导出端;所述导液管上还设置有液泵;
所述圆柱形出胶头下端远离EI型变压器的一侧沿圆弧轮廓阵列有若干传动齿体;还包括出胶口微调电机,所述胶口微调电机的电机输出轴上同轴心连接有偏移补偿齿轮,所述偏移补偿齿轮与若干传动齿体啮合;
所述EI型变压器的一侧设置有卡口座,所述卡口座连接在第二竖向回转臂上,所述第二竖向回转臂的上端通过第二连接臂固定连接所述输出轴;
所述卡口座靠近EI型变压器的一侧设置有直角卡口;还包括俯视轮廓为直角的折板状铁芯外壳,所以折板状铁芯外壳的两背侧面平行贴靠在所述直角卡口的两内侧面;所述直角卡口中设置有能吸住所述折板状铁芯外壳的磁性部件;所述磁性部件为电磁铁;
EI型变压器俯视状态下的矩形轮廓的一个对角线延伸线与所述导轨槽延伸方向平行;设置一个水平的参考直线,所述参考直线在俯视视角下经过所述中心点,且所述参考直线与圆柱形出胶头的圆柱形轴线垂直相交;满足所述参考直线与所述导柱的轴线平行;
EI变压器的包壳系统的工作方法:
步骤一,滑块沿导轨槽直线位移,使中心点平移至与输出轴轴线重合;将EI型变压器的线圈挠组骨架下端低于EI电子变压器铁芯的部分卡入限位于所述矩形限位口中,从而使EI型变压器被限位;这时圆柱形出胶头的外圆柱面与EI电子变压器铁芯的外周面之间形成小于0.5mm的间隙;俯视状态下圆柱形出胶头的外圆柱面轮廓为圆形轮廓,在俯视视角下,各出胶口在所述圆形轮廓的一个点上,在俯视视角下,将外圆柱面圆形轮廓上最接近EI电子变压器铁芯外周面的一个点记为理想点,在俯视状态下当出胶口与理想点重合时,说明出胶口处于最接近EI电子变压器铁芯外周面的位置,这时出胶口挤出的绝缘粘接剂才会更好的粘附在EI电子变压器铁芯的外周面上;
步骤二,控制回转电机使输出轴缓慢回转360°,由于在弹簧的弹力作用下,第一行走滚轮和第二行走滚轮始终分别顶压第一外周滚轮行走面和第二外周滚轮行走面,因此输出轴缓慢回转360°的过程中第一行走滚轮和第二行走滚轮会分别沿第一外周滚轮行走面和第二外周滚轮行走面滚动行走走完一个闭环的矩形路径;
输出轴缓慢回转360°的过程中,圆柱形出胶头会在第一行走滚轮和第二行走滚轮的引导下,圆柱形出胶头也会跟着沿所述闭环的矩形路径围绕EI电子变压器铁芯环绕一周,且圆柱形出胶头沿所述闭环的矩形路径围绕EI电子变压器铁芯环绕一周的过程中圆柱形出胶头的外圆柱面与EI电子变压器铁芯的外周面之间始终形成小于0.5mm的间隙;
圆柱形出胶头沿所述闭环的矩形路径对EI电子变压器铁芯环绕一周的过程中,如果偏移补偿齿轮始终为锁定状态,根据几何关系可知,出胶口与理想点不会始终为重合的关系,而是始终处于动态变化过程中,进而使出胶口不会始终处于最接近EI电子变压器铁芯外周面的位置,进而影响上胶的稳定性;为了解决这个问题,实时通过出胶口微调电机控制偏移补偿齿轮,进而根据传动关系,使圆柱形出胶头沿自身轴线方向来回正反微调回转,进而实现了对圆柱形出胶头上的出胶口的方位微调,保证在俯视状态下,出胶口始终与理想点重合,从而达到补偿效果,使出胶口挤出的绝缘粘接剂才会更好的粘附在EI电子变压器铁芯的外周面上;这样圆柱形出胶头也会跟着沿所述闭环的矩形路径围绕EI电子变压器铁芯环绕一周的过程中若干出胶口会持续挤出绝缘粘接剂并连续粘附在EI电子变压器铁芯的四个方向的外周面上,从而使EI电子变压器铁芯的四个方向的外侧壁面均粘附有绝缘粘接剂;从而实现上胶的过程;
步骤三,这时在俯视视角下,EI电子变压器铁芯的四个方向的外周面分别为已经粘附绝缘粘接剂的第一侧面、第二侧面、第三侧面和第四侧面;
将第一片折板状铁芯外壳两背侧面平行贴靠在直角卡口的两内侧面,并且直角卡口的磁性部件吸住直角卡口中贴靠的第一片折板状铁芯外壳;然后控制回转电机使输出轴带动卡口座,直至卡口座的直角卡口的两个内侧面分别与EI电子变压器铁芯的第一侧面和第二侧面平行时暂停;这时控制滑块,使EI电子变压器铁芯逐渐靠近卡口座的直角卡口,直至直角卡口中的第一片折板状铁芯外壳的两个内侧面在粘接剂的作用下粘接在EI电子变压器铁芯的第一侧面和第二侧面;然后控制滑块回到本步骤还未开始的状态;第一片折板状铁芯外壳与直角卡口分离,这时第一片折板状铁芯外壳已经胶接在EI电子变压器铁芯的第一侧面和第二侧面上;
将第二片折板状铁芯外壳两背侧面平行贴靠在直角卡口的两内侧面,并且直角卡口的磁性部件吸住直角卡口中贴靠的第二片折板状铁芯外壳;然后控制回转电机使输出轴带动卡口座沿输出轴轴线回转°,直至卡口座的直角卡口的两个内侧面分别与EI电子变压器铁芯的第三侧面和第四侧面平行时暂停;这时控制滑块,使EI电子变压器铁芯逐渐靠近卡口座的直角卡口,直至直角卡口中的第二片折板状铁芯外壳的两个内侧面在粘接剂的作用下粘接在EI电子变压器铁芯的第三侧面和第四侧面;然后控制滑块回到本步骤还未开始的状态;第二片折板状铁芯外壳与直角卡口分离,这时第二片折板状铁芯外壳已经胶接在EI电子变压器铁芯的第三侧面和第四侧面上;
这时第一片折板状铁芯外壳与第二片折板状铁芯外壳组合成俯视状态下为矩形轮廓的完整外壳,且组合成的完整外壳包裹在EI电子变压器铁芯四周外侧,形成的完整外壳的内壁与所述EI电子变压器铁芯的外周面通过绝缘粘接剂胶接,至此一个铁芯包壳工艺完成;
有益效果:本发明的出胶口偏移补偿单元通过传动关系实现对出胶口方位的实时微调,保证出胶口始终与理想点重合,从而达到补偿效果;从而使出胶口挤出的绝缘粘接剂才会更好的粘附在变压器铁芯的外侧壁面上。
附图说明
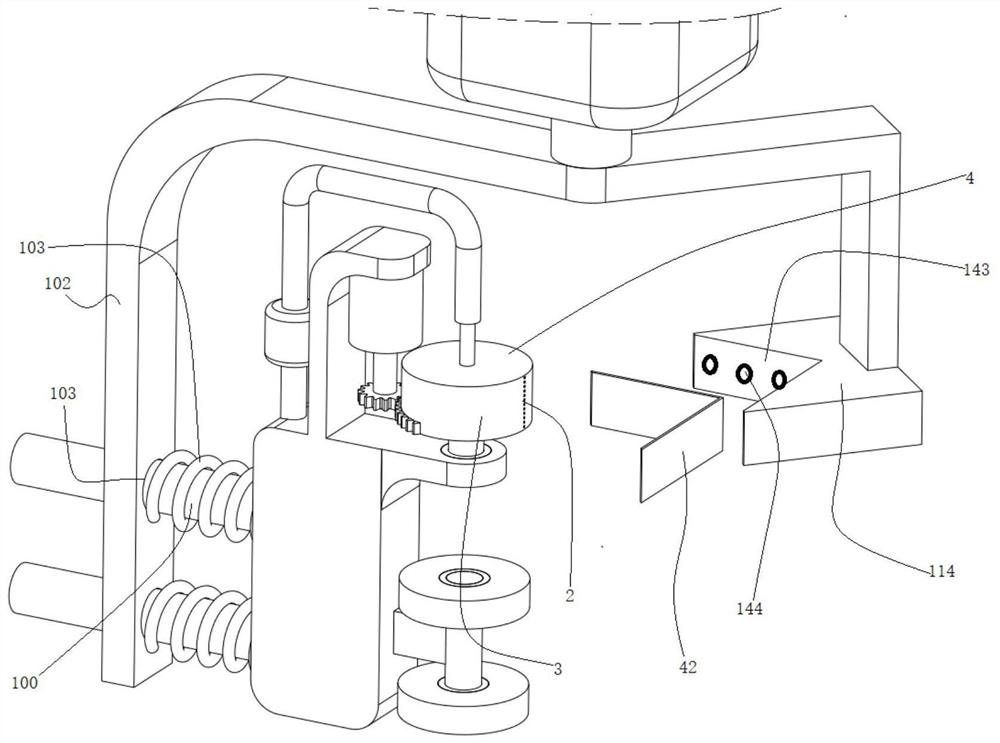
附图1为本装置的整体结构示意图;
附图2为本装置的第二视角示意图;
附图3为卡口座结构示意图;
附图4为滑块以及连接在滑块上的部件示意图;
附图5为附图4的基础上EI型变压器向上拆出的示意图;
附图6为俯视状态下,出胶口与理想点重合的示意图;
附图7为俯视状态下,出胶口与理想点不重合的示意图;
附图8为圆柱形出胶头结构示意图;
附图9为等待包壳工艺的EI型变压器结构示意图;
附图10为EI型变压器和两个折板状铁芯外壳示意图;
附图11为完整外壳包裹在EI电子变压器铁芯四周外侧后的示意图。
具体实施方式
下面结合附图对本发明作更进一步的说明。
如附图1至11所示的EI变压器的包壳系统,包括水平的滑轨119,所述滑轨119上设置有导轨槽118,所述导轨槽118内设置有滑块121,驱动装置能驱动所述滑块121沿所述导轨槽118直线位移;所述滑块121的上方设置有水平的第一矩形框架123,所述第一矩形框架123的下端通过若干第一支柱122固定连接所述滑块121;所述第一矩形框架123的上方通过若干第二支柱120固定连接有第二矩形框架118;所述第二矩形框架118的上方通过若干第三支柱116固定连接有第三矩形框架115;所述第三矩形框架115的内侧为矩形限位口45;
还未包壳的EI型变压器001由EI电子变压器铁芯32、线圈挠组骨架40和卷绕在线圈挠组骨架40上的线圈绕组41构成,所述线圈挠组骨架40下端低于EI电子变压器铁芯32的部分卡入限位于所述矩形限位口45中;
所述第一矩形框架123、第二矩形框架118和限位于矩形限位口45中EI型变压器001的俯视轮廓完全一致;所述第一矩形框架123的外周面记为第一外周滚轮行走面123.1;所述第二矩形框架118的外周面记为第二外周滚轮行走面118.1;
所述第三矩形框架115的正上方设置有回转电机109,所述回转电机109通过电机支架与地面固定连接;所述回转电机109的输出轴110竖向朝下;将限位于矩形限位口45中EI型变压器001的俯视轮廓的几何中心记为中心点50,所述滑块121沿导轨槽118直线位移能使所述中心点50平移至与所述输出轴110轴线重合;
还包括粘接剂储量箱126,所述粘接剂储料箱126内储存有粘接剂,本实施例的粘接剂可以为聚酯、环氧、聚氨酯、聚丁二烯酸、有机硅、聚酯亚胺及聚酰亚胺等绝缘液体材质。
所述粘接剂储料箱126靠近第一矩形框架123和第二矩形框架118的一侧通过连接件125固定连接有竖向固定轴28,所述竖向固定轴28的下端和上端分别通过轴承同轴心转动安装有第一行走滚轮124和第二行走滚轮5,所述第一行走滚轮124和第二行走滚轮5分别与第一矩形框架123的第一外周滚轮行走面123.1和第二矩形框架118的第二外周滚轮行走面118.1滚动配合;
还包括竖向回转臂102,所述竖向回转臂102上设置有上下设置有两横向导孔103,所述竖向回转臂102的上端通过第一横向臂107固定连接所述输出轴110,所述粘接剂储料箱126远离第一矩形框架123和第二矩形框架118的一端固定连接有两横向导柱100,两横向导柱100活动穿过竖向回转臂102上的两横向导孔103;所述导柱100上套设有弹簧103,所述弹簧103远离竖向回转臂102的一端弹性顶压所述粘接剂储料箱126,从而在弹簧103的弹力作用下,所述第一行走滚轮124和第二行走滚轮5始终分别顶压所述第一外周滚轮行走面123.1和第二外周滚轮行走面118.1;
所述粘接剂储料箱126的上端靠近第三矩形框架115的一侧固定连接有轴承座101,所述轴承座101的上方设置有圆柱形出胶头4,所述圆柱形出胶头4的下端同轴心一体化连接有转轴117,所述转轴117通过轴承转动安装在所述轴承座101上;所述圆柱形出胶头4与所述第一行走滚轮124和第二行走滚轮5同轴心;所述圆柱形出胶头4的外圆柱面3与EI电子变压器铁芯32的外周面032之间形成小于0.5mm的间隙;所述圆柱形出胶头4的外圆柱面3靠近EI电子变压器铁芯32的一侧沿竖向方向等距阵列分布若干出胶口2,所述圆柱形出胶头4的上端同轴心连接有胶水进液直管112,胶水进液直管112通过圆柱形出胶头4内的导液通道连通各个出胶口2,所述胶水进液直管112的上端为进胶口150,所述粘接剂储料箱126的粘接剂导出端连接有导液管108,导液管108的出液端通过轴承与所述胶水进液直管112的上端转动套接,从而使胶水进液直管112上端的进胶口150连通所述导液管108的导出端;所述导液管108上还设置有液泵104;
所述圆柱形出胶头4下端远离EI型变压器001的一侧沿圆弧轮廓阵列有若干传动齿体146;还包括出胶口微调电机106,所述胶口微调电机106的电机输出轴147上同轴心连接有偏移补偿齿轮145,所述偏移补偿齿轮145与若干传动齿体146啮合;
所述EI型变压器001的一侧设置有卡口座114,所述卡口座114连接在第二竖向回转臂113上,所述第二竖向回转臂113的上端通过第二连接臂111固定连接所述输出轴110;
所述卡口座114靠近EI型变压器001的一侧设置有直角卡口143;还包括俯视轮廓为直角的折板状铁芯外壳42(铁材质),所以折板状铁芯外壳42的两背侧面平行贴靠在所述直角卡口143的两内侧面;所述直角卡口143中设置有能吸住所述折板状铁芯外壳42的磁性部件144;所述磁性部件144为电磁铁;
EI型变压器001俯视状态下的矩形轮廓的一个对角线延伸线888与所述导轨槽118延伸方向平行;设置一个水平的参考直线51,所述参考直线51在俯视视角下经过所述中心点50,且所述参考直线51与圆柱形出胶头4的圆柱形轴线140垂直相交;满足所述参考直线51与所述导柱100的轴线平行;如图6和7;
EI变压器的包壳系统的工作方法:
滑块121沿导轨槽118直线位移,使中心点50平移至与输出轴110轴线重合;将EI型变压器001的线圈挠组骨架40下端低于EI电子变压器铁芯32的部分卡入限位于所述矩形限位口45中,从而使EI型变压器001被限位;这时圆柱形出胶头4的外圆柱面3与EI电子变压器铁芯32的外周面032之间形成小于0.5mm的间隙;俯视状态下圆柱形出胶头4的外圆柱面3轮廓为圆形轮廓,在俯视视角下,各出胶口2在所述圆形轮廓的一个点上,在俯视视角下,将外圆柱面3圆形轮廓上最接近EI电子变压器铁芯32外周面032的一个点记为理想点52,在俯视状态下当出胶口2与理想点52重合时,说明出胶口2处于最接近EI电子变压器铁芯32外周面032的位置,这时出胶口2挤出的绝缘粘接剂才会更好的粘附在EI电子变压器铁芯32的外周面032上;
控制回转电机109使输出轴110缓慢回转360°,由于在弹簧103的弹力作用下,第一行走滚轮124和第二行走滚轮5始终分别顶压第一外周滚轮行走面123.1和第二外周滚轮行走面118.1,因此输出轴110缓慢回转360°的过程中第一行走滚轮124和第二行走滚轮5会分别沿第一外周滚轮行走面123.1和第二外周滚轮行走面118.1滚动行走走完一个闭环的矩形路径;
输出轴110缓慢回转360°的过程中,圆柱形出胶头4会在第一行走滚轮124和第二行走滚轮5的引导下,圆柱形出胶头4也会跟着沿所述闭环的矩形路径围绕EI电子变压器铁芯32环绕一周,且圆柱形出胶头4沿所述闭环的矩形路径围绕EI电子变压器铁芯32环绕一周的过程中圆柱形出胶头4的外圆柱面3与EI电子变压器铁芯32的外周面032之间始终形成小于0.5mm的间隙;
圆柱形出胶头4沿所述闭环的矩形路径对EI电子变压器铁芯32环绕一周的过程中,如果偏移补偿齿轮145始终为锁定状态,根据几何关系可知,出胶口2与理想点52不会始终为重合的关系,而是始终处于动态变化过程中,例如,图7的出胶口2与理想点52就不重合,图6的出胶口2与理想点52就是重合的,进而使出胶口2不会始终处于最接近EI电子变压器铁芯32外周面032的位置,进而影响上胶的稳定性;为了解决这个问题,实时通过出胶口微调电机106控制偏移补偿齿轮145,进而根据传动关系,使圆柱形出胶头4沿自身轴线方向来回正反微调回转,进而实现了对圆柱形出胶头4上的出胶口2的方位微调,保证在俯视状态下,出胶口2始终与理想点52重合,从而达到补偿效果,使出胶口2挤出的绝缘粘接剂才会更好的粘附在EI电子变压器铁芯32的外周面032上;这样圆柱形出胶头4也会跟着沿所述闭环的矩形路径围绕EI电子变压器铁芯32环绕一周的过程中若干出胶口2会持续挤出绝缘粘接剂并连续粘附在EI电子变压器铁芯32的四个方向的外周面032上,从而使EI电子变压器铁芯32的四个方向的外侧壁面32.1均粘附有绝缘粘接剂;从而实现上胶的过程;
如图7,这时在俯视视角下,EI电子变压器铁芯32的四个方向的外周面032分别为已经粘附绝缘粘接剂的第一侧面032.1、第二侧面032.2、第三侧面032.3和第四侧面032.4;
将第一片折板状铁芯外壳42两背侧面平行贴靠在直角卡口143的两内侧面,并且直角卡口143的磁性部件144吸住直角卡口143中贴靠的第一片折板状铁芯外壳42;然后控制回转电机109使输出轴110带动卡口座114,直至卡口座114的直角卡口143的两个内侧面分别与EI电子变压器铁芯32的第一侧面032.1和第二侧面032.2平行时暂停;这时控制滑块121,使EI电子变压器铁芯32逐渐靠近卡口座114的直角卡口143,直至直角卡口143中的第一片折板状铁芯外壳42的两个内侧面在粘接剂的作用下粘接在EI电子变压器铁芯32的第一侧面032.1和第二侧面032.2;然后控制滑块121回到本步骤还未开始的状态;第一片折板状铁芯外壳42与直角卡口143分离,这时第一片折板状铁芯外壳42已经胶接在EI电子变压器铁芯32的第一侧面032.1和第二侧面032.2上;
将第二片折板状铁芯外壳42两背侧面平行贴靠在直角卡口143的两内侧面,并且直角卡口143的磁性部件144吸住直角卡口143中贴靠的第二片折板状铁芯外壳42;然后控制回转电机109使输出轴110带动卡口座114沿输出轴110轴线回转180°,直至卡口座114的直角卡口143的两个内侧面分别与EI电子变压器铁芯32的第三侧面032.3和第四侧面032.4平行时暂停;这时控制滑块121,使EI电子变压器铁芯32逐渐靠近卡口座114的直角卡口143,直至直角卡口143中的第二片折板状铁芯外壳42的两个内侧面在粘接剂的作用下粘接在EI电子变压器铁芯32的第三侧面032.3和第四侧面032.4;然后控制滑块121回到本步骤还未开始的状态;第二片折板状铁芯外壳42与直角卡口143分离,这时第二片折板状铁芯外壳42已经胶接在EI电子变压器铁芯32的第三侧面032.3和第四侧面032.4上;
这时第一片折板状铁芯外壳42与第二片折板状铁芯外壳42组合成俯视状态下为矩形轮廓的完整外壳10,且组合成的完整外壳10包裹在EI电子变压器铁芯32四周外侧,形成的完整外壳10的内壁与所述EI电子变压器铁芯32的外周面032通过绝缘粘接剂胶接,至此一个铁芯包壳工艺完成。
在上面步骤的基础上为了提高绝缘粘接剂的粘接效果;可以不急于取出已经包壳的EI型变压器001,这时输出轴110再一次缓慢回转360°,圆柱形出胶头4会沿所述闭环的矩形路径再一次围绕已经包有完整外壳10的EI电子变压器铁芯32环绕一周,圆柱形出胶头4沿所述闭环的矩形路径围绕已经包有完整外壳10的EI电子变压器铁芯32环绕一周的过程中,圆柱形出胶头4会对包裹在EI电子变压器铁芯32四周外侧完整外壳10形成向内挤压的作用,起到对完整外壳10的压实作用,从而使绝缘粘接剂粘接的更加牢固,本实施例的折板状铁芯外壳42的板厚大于0.5mm。
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- EI变压器的包壳系统与包壳工艺
- 一种EI包壳变压器