一种锂离子圆柱动力电池的电芯及加工方法
文献发布时间:2023-06-19 13:29:16
技术领域
本发明涉及一种锂离子电池,特别是涉及一种锂离子圆柱动力电池的电芯及加工方法。
背景技术
现有技术的缺点:
①传统电芯均采用焊接正负极耳引线方式,其方式内阻大,自身消耗能量大;
②传统电芯正极片采用的正极敷料+空箔,并未考虑卷绕波动负极敷料边缘容易低于正极敷料边缘,以及揉片后敷料边缘(空箔与敷料交接处)损伤掉料,容易导致析锂安全隐患;
③传统电芯采用包全胶方式,电芯充放电过程中产生的形变应力无法释放,容易导致极片出现褶皱析锂现象。
发明内容
本发明的目的就是针对上述问题,提供一种锂离子圆柱动力电池的电芯及加工方法。
本发明所采用的技术方案是:
一种锂离子圆柱动力电池的电芯,包括电芯,电芯包括:正极片、负极片、隔膜一、隔膜二、C型胶、正极头部保护胶、负极头部保护胶,正极片上设有正极敷料,负极片上设有负极敷料, 所述的正极片上的正极敷料上方设有陶瓷层,陶瓷层的上方至正极敷料边设有正极空箔,正极空箔与电芯的顶端平齐,正极片的下端高于负极片的下端;所述的负极敷料延伸到负极片上端的边部,上端的负极敷料边缘位置与正极片的陶瓷层对应,负极敷料下方设有负极空箔,负极空箔与电芯的下端平齐,负极片的上端低于正极片。正极头部设有正极头保护胶,保护胶上端的高度超出正极揉平头部面;负极头部设有负极头保护胶,保护胶下端向下的超出负极揉平头部面;所述的正极头部和负极头部的直径小于电芯直径1-2毫米。
一种锂离子圆柱动力电池的电芯的加工方法,其特征在于包括如下加工步骤:
①先将隔膜一和隔膜二重叠卷2-3圈;
②将负极空箔朝下送进两层隔膜中间,然后负极片再预卷1-2圈;
③将正极片空箔朝上送入上层隔膜上面,开始卷绕,卷绕完成后切断两层隔膜;
④贴胶机构对电芯进行贴C型胶纸;
⑤将电芯送至揉平机构进行正负极两端的揉平;
⑥烫孔机对电芯上下端揉平的中心部位进行烫孔;
⑦对电芯正负极端进行极耳收拢,使正极头部和负极头部的直径小于电芯直径1-2毫米;
⑧收拢后由贴胶机对正负极头部电芯的侧壁贴头部保护胶纸,正极保护胶上端的高度超出正极揉平头部面,负极保护胶下端的超出负极揉平头部面,此时完成了电芯单个电芯的生产工作。
本发明的有益效果:本款产品采用以上技术方案,主要有以下优点:
①此款电芯采用全极耳结构,具有内阻小,导电快,自耗电小,体积能量比高的特点;
②此款电芯结构采用负极敷料边缘对应正极陶瓷层结构,可有效避免正极空箔揉平时损伤正极片敷料,同时也能有效的避免卷绕时极片波动导致的包覆不良问题,此结构安全可靠;
③此电芯卷绕包胶采用C胶结构,可缓解电芯充放电过程中产生的形变应力释放,解决极片出现褶皱析锂现象;
④此电芯正负极两头保护采用贴包裹胶方式,且包裹胶超出揉平头部,此结构可对隔圈下压进行限位,防止合盖后隔圈压伤电芯顶部;
⑤此电芯结构揉平后预留5-8mm的中心孔,可以使注液后电解液更好的渗入电芯内部,使极片浸润更充分;
⑥此电芯结构揉平后采用头部收拢方式,揉平后直径=卷绕直径-(1-2mm),可以使隔圈与电芯头部形成避空位,防止合盖后隔圈直接接触头部导致压伤电芯顶部。
附图说明
图1为本发明其中一个实施例的立体示意图。
图2为图1主要部件分解的立体示意图。
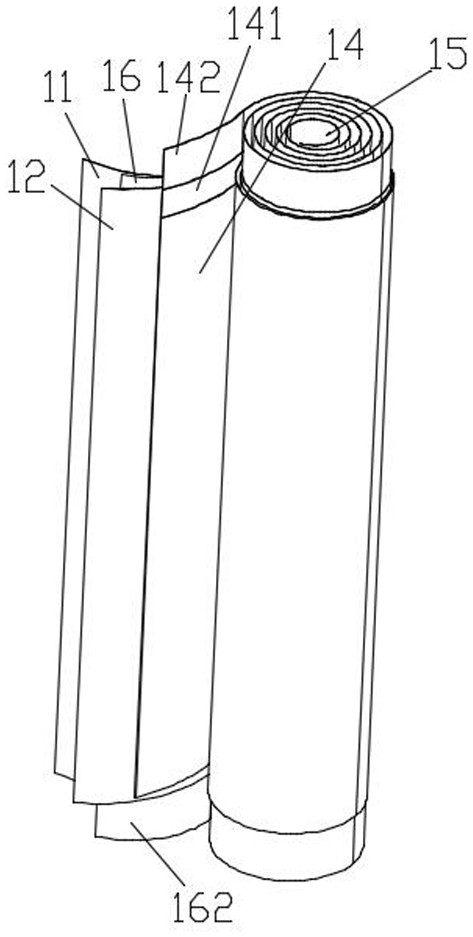
图3为卷芯的立体示意图。
图4为正极片展开后的正面示意图。
图5为负极片展开后的正面示意图。
具体实施方式
如图1至图5所示,本发明包括:电芯1,电芯包括正极片14、负极片16、隔膜一11、隔膜二12、C型胶3、正极头部保护胶2、负极头部保护胶4,正极片上设有正极敷料141,负极片上设有负极敷料161,所述的正极片上的正极敷料上方设有陶瓷层142,陶瓷层的上方至正极敷料边设有正极空箔143,正极空箔与电芯的顶端平齐,正极片的下端高于负极片的下端;所述的负极敷料延伸到负极片上端的边部,上端的负极敷料边缘位置与正极片的陶瓷层对应,负极敷料161下方设有负极空箔162,负极空箔与电芯的下端平齐,负极片的上端低于正极片;正极头部设有正极头保护胶,保护胶上端的高度超出正极揉平头部面;负极头部设有负极头保护胶,保护胶下端向下的超出负极揉平头部面;所述的正极头部和负极头部的直径小于电芯直径1-2毫米。
一种锂离子圆柱动力电池的电芯的加工方法,包括如下加工步骤:
①先将隔膜一和隔膜二重叠卷2-3圈;
②将负极空箔朝下送进两层隔膜中间,然后负极片再预卷1-2圈;
③将正极片空箔朝上送入上层隔膜上面,开始卷绕,卷绕完成后切断两层隔膜;
④贴胶机构对电芯进行贴C型胶纸;
⑤将电芯送至揉平机构进行正负极两端的揉平;
⑥烫孔机对电芯上下端揉平的中心部位15进行烫孔;
⑦对电芯正负极端进行极耳收拢,使正极头部和负极头部的直径小于电芯直径1-2毫米;
⑧收拢后由贴胶机对正负极头部电芯的侧壁贴头部保护胶纸,正极保护胶上端的高度超出正极揉平头部面,负极保护胶下端的超出负极揉平头部面,此时完成了电芯单个电芯的生产工作。
本发明并不局限于上述的实施方式,在不超出权利要求的发明构思下,对于具有本发明所属领域的基本知识的人员,可实施很多变形,这些变型也属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语 “上”、“下”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
- 一种锂离子圆柱动力电池的电芯及加工方法
- 一种圆柱锂离子电池电芯及圆柱锂离子电池