一种散件CPU散热片连续电镀方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及CPU散热片电镀装置技术领域,具体涉及一种散件CPU散热片连续电镀方法。
背景技术
随着我国IC封装测试生产能力的提升,国内芯片设计、封测、使用厂家来说,供应链的稳定性严重影响了企业的健康稳定发展,因此行业内半导体企业及科技企业龙头诸如海思、海光、华天、长电等均有了IC封测材料国产替代的需求,其中CPU散热片就是其中一类典型代表。
国产化的需求带来了新一轮的技术创新需求,目前行业内做该类产品的模式为:
一种连续电镀工艺:产品与料带为连体式结构,电镀线体位连续镀线体,产品电镀工艺流程为:卷盘开料--上料--除油--活化--预镀--电镀--脱水--热水洗--离水--封孔--烘干--卷盘收料--产品切离(断点发生漏镀)包装
另一种挂镀工艺:产品为单片结构,挂具为电镀载体,其主要形式有圆柱形、平板型、网格型、六面体或多面体型,一个挂具可以安装多个产品,将产品装满挂具后,挂具随电镀线体的工作顺序进行连续电镀。该类主要电镀流程为:产品装片--上料--除油--活化--预镀--电镀--脱水--热水洗--离水--封孔 --烘干--下料--取件包装。
连续电镀工艺的问题在于最后断点的漏镀,会导致产品容易氧化,从而影响产品最终性能及使用寿命。
挂镀工艺的问题在于,产品生产效率较低,自动化程度差,产品一致性不好,生产成本较高。
综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
发明内容
针对现有技术中的缺陷,本发明提供一种散件CPU散热片连续电镀方法,用以解决传统技术中的连续电镀工艺由于断点的漏镀,导致产品易氧化;以及挂镀形式的镀层不均、颜色差异、生产效率及成品良率低的问题。
为实现上述目的,本发明提供如下技术方案:
一种散件CPU散热片连续电镀方法,包括以下步骤:S1:卷盘开料,S2:产品装片,S3:上料,S4:除油,S5:活化,S6:预镀,S7:电镀,S8:脱水, S9:热水洗,S10:离水,S11:封孔,S12:烘干,S13:卷盘收料。
作为一种优化的方案,所述产品装片包括载带片,所述载带片的始端卷绕于所述卷盘开料上,所述载带片的末端卷绕于所述卷盘收料上。
作为一种优化的方案,所述载带片沿其延伸方向并列设有若干个安装孔,每个所述安装孔内卡装有散热片。
作为一种优化的方案,所述安装孔处于横向的两个相对孔壁上固接有弹片,两个所述弹片上固接有与散热片侧壁相抵夹持的扣点。
作为一种优化的方案,所述安装孔处于横向方向的孔壁上还并列固接有两个竖直设置的保护片,所述保护片的下端部与所述安装孔的孔壁相连接。
作为一种优化的方案,所述弹片包括固定段,两个固定段由上到下呈渐扩式设置,所述扣点固接于所述固定段的相对端面上。
作为一种优化的方案,两个所述固定段的上端部还固接有由下到上呈渐扩式设置的导入段,所述导入段的下端部与所述安装孔的孔壁相连接。
作为一种优化的方案,所述安装孔处于横向的两个相对孔壁之间共同固接有两个沿横向设置的连接桥。
作为一种优化的方案,所述连接桥的两端设有由下到上呈渐扩式设置的支撑段,所述支撑段的上表面固接有沿横向延伸的支撑凸起。
作为一种优化的方案,所述支撑凸起的横截面呈三角形设置。
作为一种优化的方案,两个所述支撑段的下端部之间固接有连接段,所述连接段的中间位置还设有预紧框。
作为一种优化的方案,所述安装孔处于纵向的相对孔壁上固接有挡料片。
作为一种优化的方案,所述载带片还开设有辅助孔,所述辅助孔与所述固定段相连接。
作为一种优化的方案,所述载带片为SUS301钢带。
与现有技术相比,本发明的有益效果是:
通过该载带片的结构设计实现与散热片之间形成可拆卸分体式设置,两者之间不具有连料点,可以克服传统技术中因连料点的存在,导致连料点处存在漏镀的问题;
并且通过载带片上并列设置保护片,实现了当载带片卷绕时,利用保护片可以实现对处于同一径向方向的裁带片进行支撑,防止处于同一径向上的散热片出现挤压划伤的现象,保证了产品的良品率;
本发明解决了目前行业内解决目前行业内的瓶颈问题,实现高速连续生产、无漏镀、良率高,实现此类产品的电镀技术的提升。经过试验验证,产品镀层质量稳定,性能可靠、良品率高达99.5%。由此可见本电镀工艺方案大大提高了此类产品的良率和生产效率。产品的尺寸、安全性、一致性、外观均超过了目前同类产品的参数要求;
制造成本低廉,维护方便;设计合理,结构间配合精密;方便快捷;提高工作过程中的稳定性;部件少,工序简便,且故障率低;结构简单,使用寿命长;操作控制简便,易于大规模制造与安装,应用范围广。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
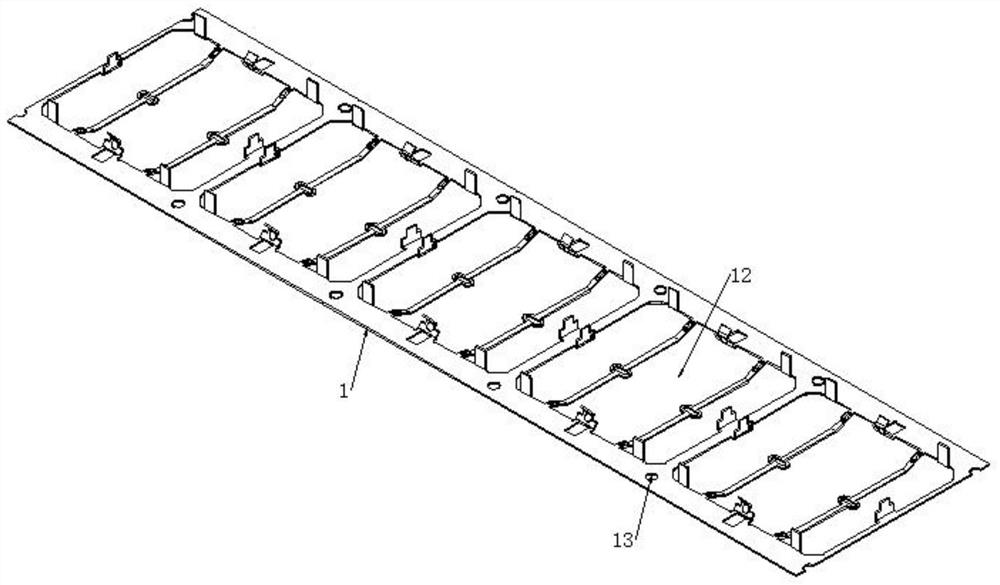
图1为本发明的结构示意图;
图2为本发明载带片的结构示意图;
图3为本发明载带片俯视状态的结构示意图;
图4为本发明载带片侧视状态的结构示意图。
图中:1-载带片;2-固定段;3-导入段;4-扣点;5-保护片;6-挡料片; 7-支撑段;8-支撑凸起;9-连接段;10-预紧框;11-辅助孔;12-安装孔;13- 小孔。
具体实施方式
下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
如图1至图4所示,散件CPU散热片连续电镀方法,包括以下步骤:S1:卷盘开料,S2:产品装片,S3:上料,S4:除油,S5:活化,S6:预镀,S7:电镀,S8:脱水,S9:热水洗,S10:离水,S11:封孔,S12:烘干,S13:卷盘收料。
在S13:卷盘收料之后,还有S14:自动取件,S15:包装。
不同于普通的连续电镀,因为电镀时挂点的存在导致电镀后切断挂点时,产品漏镀易氧化。同时该工艺也不同于无连料点的连续挂镀工艺,连续挂镀需要专用挂具进行浸镀生产,不同挂具位置的产品受到的电流密度不同,导致电镀一致性差,色差、镀层不均匀问题不良较高。
产品装片包括载带片1,载带片1的始端卷绕于卷盘开料上,载带片1的末端卷绕于卷盘收料上。
载带片1沿其延伸方向并列设有若干个安装孔12,每个安装孔12内卡装有散热片。
安装孔12处于横向的两个相对孔壁上固接有弹片,两个弹片上固接有与散热片侧壁相抵夹持的扣点4。
载带片1为SUS301钢带,采用冲压工艺制作,工装为连续卷料形式,具有较窄的宽度和较长的长度。扣点4的厚度为0.3-0.4mm。
利用扣点4实现对散热片的侧壁进行相抵接触,其中扣点4与散热片之间为点接触。
其中弹片也可以设置于处于安装孔纵向的相对孔壁上,通过横向的两个弹片与纵向的两个弹片实现分别对散热片的侧壁相抵。
安装孔处于横向方向的孔壁上还并列固接有两个竖直设置的保护片5,保护片的下端部与安装孔的孔壁相连接,实现当载带片1卷绕时进行支撑防护散热片。
保护片5的高度为4mm。
弹片包括固定段2,两个固定段2由上到下呈渐扩式设置,扣点4固接于固定段2的相对端面上,利用固定段2由上到下呈渐扩式设置,可以保证卡入后散热片的牢固性,防止自动脱出。
固定段2与载带片1之间的夹角为115°±2°。
两个固定段2的上端部还固接有由下到上呈渐扩式设置的导入段3,导入段3的下端部与安装孔的孔壁相连接,利用导入段3实现导向,便于将散热片卡入至量固定段2之间。
安装孔处于横向的两个相对孔壁之间共同固接有两个沿横向设置的连接桥,起到了增加载带片1的强度。
连接桥的两端设有由下到上呈渐扩式设置的支撑段7,支撑段7的上表面固接有沿横向延伸的支撑凸起8,利用支撑凸起8实现对散热片处于下方的两个边角进行支撑。
支撑段7的两端沿水平方向的间距为2.3±0.15mm。
支撑凸起8的厚度为0.4-0.5mm。
支撑凸起8的横截面呈三角形设置,实现与散热片的边角之间为点接触。
两个支撑段7的下端部之间固接有连接段9,连接段9的中间位置还设有预紧框10,提高对安装孔处于横向方向的拉力。
连接段9的宽度为1.0±0.15mm。
安装孔处于纵向的相对孔壁上固接有挡料片6,实现对散热片的纵向方向限位,防止滑动掉落。
相对的挡料片6之间的间距为31.9mm。
载带片1还开设有辅助孔11,辅助孔11与固定段2相连接,提高固定段2 的弹性。
电镀载带片边缘设置3-5mm左右的平面区域,厚度为原材料的厚度,呈平板状设置,中间位置设置有数个小孔13,用于载带片生产时的步距控制及精确导正。
CPU散热片与载带片组装方式为卡式组装,组装后散热片与卡爪之间距离小于30%材料厚度,夹点接触点位于凸包位置,确保安装牢固,防止脱离,可以优选自动装配实现电镀载带片与CPU散热片的组装。
组装完成后使用卷盘形式进行收盘,节省物料存储空间,也有利于上线前的自动上料。
CPU自动装配机设置有卡爪剥动机构及散热片取放机构,可以实现散热片安装前将电镀载带片的卡爪打开,产品受重力作用自行滑下,落在电镀载带片的安装区域,而后卡爪剥动机构复位,卡爪夹住散热片,完成无接触组装。
以上各步骤涉及到的机械机构与市面上常见的结构相同,因具体结构不属于本方案的创新之处,所以在此不多做赘述。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。