一种板坯角部缺陷清理装置及方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及一种板坯角部缺陷清理装置及方法,属于冶金行业连铸设备及方法技术领域。
背景技术
板坯角部横裂纹是高品质微合金钢连铸工艺中最为突出的质量问题。为了消除角部裂纹缺陷对后续轧钢工序的影响,连铸工序被迫将大量板坯下线,再进行火焰清理及切角处理,对生产顺行、成本控制、质量稳定、热装热送、钢板成材率和合同兑现率均产生了较大影响。
发明内容
本发明目的是提供一种板坯角部缺陷清理装置及方法,通过预热枪和清理枪的使用,将板坯角部缺陷区域熔融吹扫,操作简便,实现板坯角部缺陷的在线清理,有效地消除角部裂纹缺陷对后续轧钢工序的影响,对生产顺行、成本控制、质量稳定、热装热送、钢板成材率和合同兑现率均产生了较大促进作用,有效地解决了背景技术中存在的上述问题。
本发明的技术方案是:一种板坯角部缺陷清理装置,包含框架本体、行走机构、夹持机构、预热枪、清理枪、预热枪咀、清理枪咀、能介管道、能介控制阀台组、电控箱和冲渣水系统,所述行走机构活动安装在框架本体上,预热枪与清理枪通过夹持机构固定,夹持机构与行走机构连接,预热枪咀和清理枪咀分别设置在预热枪和清理枪的末端,清理枪和预热枪咀与能介管道连接,能介控制阀台组设置在能介管道上,能介控制阀台组与电控箱连接;冲渣水系统的出口位置与板柸的位置相匹配。
所述清理枪设有角度调整结构式,角度调整范围105°--135°。
所述能源介质为燃气和氧气,燃气调整范围值0.05-0.25MPa,预热氧调整范围值0.1-0.5MPa,主切割氧调整范围值0.2-0.7MPa。
所述行走机构的行走速度高速为0.6米/分,低速为0.2米/分。
所述清理枪咀包含两种形式,分别为熔融吹扫枪咀或切割枪咀,清理枪咀的形式与板坯角部缺陷的处理方式相匹配;熔融吹扫枪咀主切割氧孔直径在5mm以上,切割枪咀的主切割氧孔在3mm以下。
所述冲渣水系统的冲渣水压力≥1Mpa。
还包含车轮,车轮安装在框架本体的下部。
一种板坯角部缺陷清理方法,包含以下步骤:(1)行走机构控制调节清理宽度范围,使之与板坯宽度相匹配;(2)预热枪喷出高温高压火焰,将板坯角度预清理区域的氧化渣皮熔化并吹扫干净;(3)采用清理枪预热火焰及高压氧将板坯缺陷角部进行火焰熔化清理,板坯角度缺陷的清理深度由清理枪的调整角度控制;(4)利用冲渣水系统的冲渣水对熔化的氧化渣进行冷却吹扫凝固。
所述框架本体安装有四组车轮,通过驱动装置实现框架本体在轨道上的移动,便于辊道检修及切割位置的调整。
所述清理枪设有角度调整结构式,角度调整范围105°--135°。
所述能源介质为燃气和氧气,燃气调整范围值0.05-0.25MPa,预热氧调整范围值0.1-0.5MPa,主切割氧调整范围值0.2-0.7MPa。
所述行走机构的行走速度高速为0.6米/分,低速为0.2米/分。
所述清理枪咀包含两种形式,分别为熔融吹扫枪咀和切割枪咀,清理枪咀的形式与板坯角部缺陷的处理方式相匹配;熔融吹扫枪咀主切割氧孔直径在5mm以上,切割枪咀的主切割氧孔在3mm以下。
所述冲渣水系统的冲渣水压力≥1Mpa。
本发明的有益效果是:通过预热枪和清理枪的使用,将板坯角部缺陷区域熔融吹扫,操作简便,实现板坯角部缺陷的在线清理,有效地消除角部裂纹缺陷对后续轧钢工序的影响,对生产顺行、成本控制、质量稳定、热装热送、钢板成材率和合同兑现率均产生了较大促进作用。
附图说明
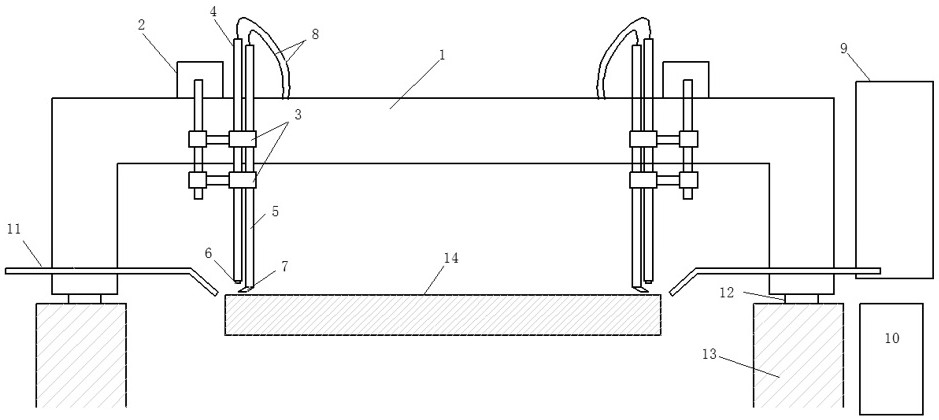
图1是本发明的结构示意图;
图中标记如下:框架本体1、行走机构2、夹持机构3、预热枪4、清理枪5、预热枪咀6、清理枪咀7、能介管道8、能介控制阀台组9、电控箱10、冲渣水系统11、车轮12、轨道13、板坯14。
实施方式
为了使发明实施案例的目的、技术方案和优点更加清楚,下面将结合实施案例中的附图,对本发明实施案例中的技术方案进行清晰的、完整的描述,显然,所表述的实施案例是本发明一小部分实施案例,而不是全部的实施案例,基于本发明中的实施案例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施案例,都属于本发明保护范围。
一种板坯角部缺陷清理装置,包含框架本体1、行走机构2、夹持机构3、预热枪4、清理枪5、预热枪咀6、清理枪咀7、能介管道8、能介控制阀台组9、电控箱10和冲渣水系统11,所述行走机构2活动安装在框架本体1上,预热枪4与清理枪5通过夹持机构3固定,夹持机构3与行走机构2连接,预热枪咀6和清理枪咀7分别设置在预热枪4和清理枪5的末端,清理枪5和预热枪咀6与能介管道8连接,能介控制阀台组9设置在能介管道8上,能介控制阀台组9与电控箱10连接;冲渣水系统11的出口位置与板柸14的位置相匹配。
所述清理枪5设有角度调整结构式,角度调整范围105°--135°。
所述能源介质为燃气和氧气,燃气调整范围值0.05-0.25MPa,预热氧调整范围值0.1-0.5MPa,主切割氧调整范围值0.2-0.7MPa。
所述行走机构2的行走速度高速为0.6米/分,低速为0.2米/分。
所述清理枪咀7包含两种形式,分别为熔融吹扫枪咀或切割枪咀,清理枪咀7的形式与板坯角部缺陷的处理方式相匹配;熔融吹扫枪咀主切割氧孔直径在5mm以上,切割枪咀的主切割氧孔在3mm以下。
所述冲渣水系统11的冲渣水压力≥1Mpa。
还包含车轮12,车轮12安装在框架本体1的下部。
一种板坯角部缺陷清理方法,包含以下步骤:(1)行走机构控制调节清理宽度范围,使之与板坯宽度相匹配;(2)预热枪喷出高温高压火焰,将板坯角度预清理区域的氧化渣皮熔化并吹扫干净;(3)采用清理枪预热火焰及高压氧将板坯缺陷角部进行火焰熔化清理,板坯角度缺陷的清理深度由清理枪的调整角度控制;(4)利用冲渣水系统的冲渣水对熔化的氧化渣进行冷却吹扫凝固。
所述框架本体安装有四组车轮,通过驱动装置实现框架本体在轨道上的移动,便于辊道检修及切割位置的调整。
所述清理枪设有角度调整结构式,角度调整范围105°--135°。
所述能源介质为燃气和氧气,燃气调整范围值0.05-0.25MPa,预热氧调整范围值0.1-0.5MPa,主切割氧调整范围值0.2-0.7MPa。
所述行走机构的行走速度高速为0.6米/分,低速为0.2米/分。
所述清理枪咀包含两种形式,分别为熔融吹扫枪咀和切割枪咀,清理枪咀的形式与板坯角部缺陷的处理方式相匹配;熔融吹扫枪咀主切割氧孔直径在5mm以上,切割枪咀的主切割氧孔在3mm以下。
所述冲渣水系统的冲渣水压力≥1Mpa。
在实际应用中,本发明安装在出坯区切前辊道上方,处在一个相对固定的状态。预热枪通过能介控制阀组的调节,喷射出高温、高压火焰将板坯预清理区域预热,将表层的氧化渣皮熔化并吹扫干净,然后再由清理枪咀的周边预热火焰及中心孔高压氧将缺陷角部进行火焰熔化清理,通过能介控制阀组的调整,控制火焰强度大小,得到一个平整的清理面。板坯随拉矫机保持在一个相对稳定的运行速度,给板坯切角提供匀速的切割量,不会致使板坯挖坑、割损等异常情况。由于板坯宽度是随着生产计划在变动,所以清理枪需要一个行走机构来控制调节清理宽度范围;板坯角度缺陷的清理深度由清理枪的的角度调整来控制。所有的这些操作都是通过电控箱按钮来进行控制,包含预热枪预热、切割、停止;清理枪预热、切割、停止;清理宽度调整;清理角度调整等。可以实现点火后自动切割、清理的目的。
能介气体主要技术参数控制范围:燃气调整范围值0.05-0.25MPa,预热氧0.1-0.5MPa,主切割氧0.2-0.7MPa,行走机构行走高速0.6米/分,低速0.2米/分,冲渣水压力≥1MPa。
清理方式分为两种,一种是将角部缺陷区域熔融吹扫,另外一种是将缺陷区域直接切割。这便对应两种清理枪枪咀形式,一种是熔融吹扫枪咀,主切割氧孔较大,直径在5mm以上,一种是切割枪咀,主切割氧孔在3mm以下。
随着角部缺陷区域的清理持续,形成了部分的高温熔融钢水,易沿板坯的侧面粘接。两侧加装冲渣水系统,将熔融的钢水直接通过高压水将其打碎冷却,形成细小的颗粒状钢渣,落入熔渣收集溜槽后,随着辊道地沟的冲渣水流入到泵站的旋流池内,再收集重复利用。
框架本体安装有四组车轮,通过驱动装置实现车体在轨道上的移动,便于辊道检修及切割位置的调整。
本发明操作简便,实现板坯角部缺陷的在线自动清理。有效地消除角部裂纹缺陷对后续轧钢工序的影响,对生产顺行、成本控制、质量稳定、热装热送、钢板成材率和合同兑现率均产生了较大促进作用。
- 一种串焊机吸附清理装置和吸附清理方法
- 一种全自动清理板坯角部缺陷的方法
- 一种板坯角部清理装置及清理方法