一种新型超回弹坑条针织物及其加工方法、应用
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及机织面料加工领域,具体指一种新型超回弹坑条针织物及其加工方法、应用。
背景技术
随着材料技术的不断发展,飞织面料出现并已发展应用成熟。通过使用电脑进行设计编程,将纱线按照电脑的设置一体编织成飞织面料,在衣物或包的拉伸部位如上衣的袖口、领口处由于面料弹性不够大,时间长了袖口、领口会发生松散变形,当前市场上,机织面料加工领域生产的鞋面普遍选择整片鞋面采用同一种织物的做法,即整片鞋面的材料和编织方式为单一的,目的是方便操作,最大限度压缩原料、机器和人工成本。由于穿着者的足部在日常生活和运动锻炼时对鞋面的不同部位的挤压拉扯情况不同,因此鞋面同质化会造成鞋面的易损耗部位损耗情况较其他部位严重,如果鞋面质地较硬会造成穿着者体验不良,鞋面质地较软会减短鞋子使用寿命,整片鞋面采用同一种织物无法在使用体验和使用寿命两方面达到平衡。
发明内容
为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种新型超回弹坑条针织物及其加工方法、应用。
本发明的目的通过下述技术方案实现:
本发明一方面提供一种新型超回弹坑条针织物,所述新型超回弹坑条针织物由编织材料通过编织机器一次成型编织而成,所述编织材料包括弹性编织材料和其他编织材料,所述新型超回弹坑条针织物至少两层,外层为弹性编织材料或其他编织材料,内层为弹性编织材料,针织物在结构上分为凸出部分和凹陷部分。
弹性编织材料质地较其他编织材料软,弹性大,在新型超回弹坑条针织物的内层,具备柔韧和弹性,应用于鞋面时提高鞋面对穿着者足部的包覆性,增加穿着者的舒适度,应用于衣物袖口、领口处提供更大的拉伸弹性,衣物不易变形。其他编织材料质地较硬,弹性小,在新型超回弹坑条针织物的外层,使针织物兼具耐磨、防变形的特点。弹性编织材料单独使用或弹性编织材料与其他编织材料组合使用,针织物至少两层,由于采用的编织材料和编织方式不同,针织物的组织结构产生不同的效果,即针织物的凸出部分、凹陷部分的宽度和高度可随着编织材料的改变而呈现不同效果。
进一步的,所述弹性编织材料包括氨纶、氨纶包覆材料和高弹性涤纶纤维中的至少一种。氨纶通常情况下不单独使用,大多采用氨纶包覆材料包覆氨纶的弹力包芯纱,氨纶包覆材料为天然纤维组成的弹力包芯纱有良好的触感和外观,添加少量的氨纶即可生产优质出优质的弹力包芯纱,根据针织物应用的要求调整弹力包芯纱的弹性。
进一步的,所述其他编织材料包括长丝类纱线、短纤类纱线和单丝中的至少一种。长丝类纱线光滑均匀,具有光泽,纱线排列紧密规则,纤维强度利用系数高,抗弯刚度大;短纤类纱线包括但不限于分环锭纱、自由端纺纱和自拈纱;单丝的细度较复丝中的单根丝粗,是在化学纤维生产中用单孔喷丝头制备的单根长丝。
进一步的,所述其他编织材料包括热熔丝。
进一步的,所述编织材料的组合方式包括冚纱和混纱中的至少一种。
进一步的,所述编织机器为纬编电脑针织横机。
进一步的,所述新型超回弹坑条针织物需要经过加热处理。加热温度不超过180℃。对未使用热熔丝的针织物加热处理,使编织材料受热收缩到较为理想的织物效果;对使用热熔丝的针织物加热处理使热熔丝熔化将编织材料粘合至较为理想的织物效果。
本发明另一方面提供一种上述新型超回弹坑条针织物的加工方法,该针织物由纬编电脑针织横机编织,至少使用两把纱嘴,纱嘴使用的材料包括至少一种弹性编织材料和其他编织材料,编织过程如下:
第一部分:面编织和底编织分别与浮线编织结合编织;
第二部分:进行前编织左移或右移一针翻针至后和后编织左移或右移一针翻针至前分别与浮线编织结合编织;
第三部分:以第一部分和第二部分为一个编织周期,进行若干次编织形成新型超回弹坑条针织物。
进一步的,一种上述新型超回弹坑条针织物的加工方法,该针织物由纬编电脑针织横机编织,至少使用两把纱嘴,纱嘴使用的材料包括至少一种弹性编织材料和其他编织材料,所述针织物编织过程如下:
第一部分:进行面编织和底编织;
第二部分:以第一部分为一个编织周期,进行若干次编织形成新型超回弹坑条针织物。
本发明另一方面针对鞋面、衣物或包中的拉伸部位弹性较小、材料同质化问题,还提供上述新型超回弹针织物在鞋面、衣物或包中的拉伸部位的应用。
和现有技术相比,本发明产生的有益效果在于:
本发明通过先行设计编程,利用纬编电脑针织横机将编织材料一次成型编织新型超回弹坑条针织物。面料若全为硬质地会导致产品弹性差,造成穿着者的不适,面料若全为软质地会导致产品耐磨性差、易损耗,减短使用寿命,本发明解决了上述传统面料同质化的问题,弹性编织材料单独使用或弹性编织材料与其他编织材料组合使用,针织物至少两层,由于采用的编织材料和编织方式不同,针织物的组织结构产生不同的效果,即针织物的凸出部分、凹陷部分的宽度和高度即坑条组织可随着编织材料的改变而呈现不同效果,弹性比一般织物大,不易变形,提高产品耐用度,延长产品寿命。
附图说明
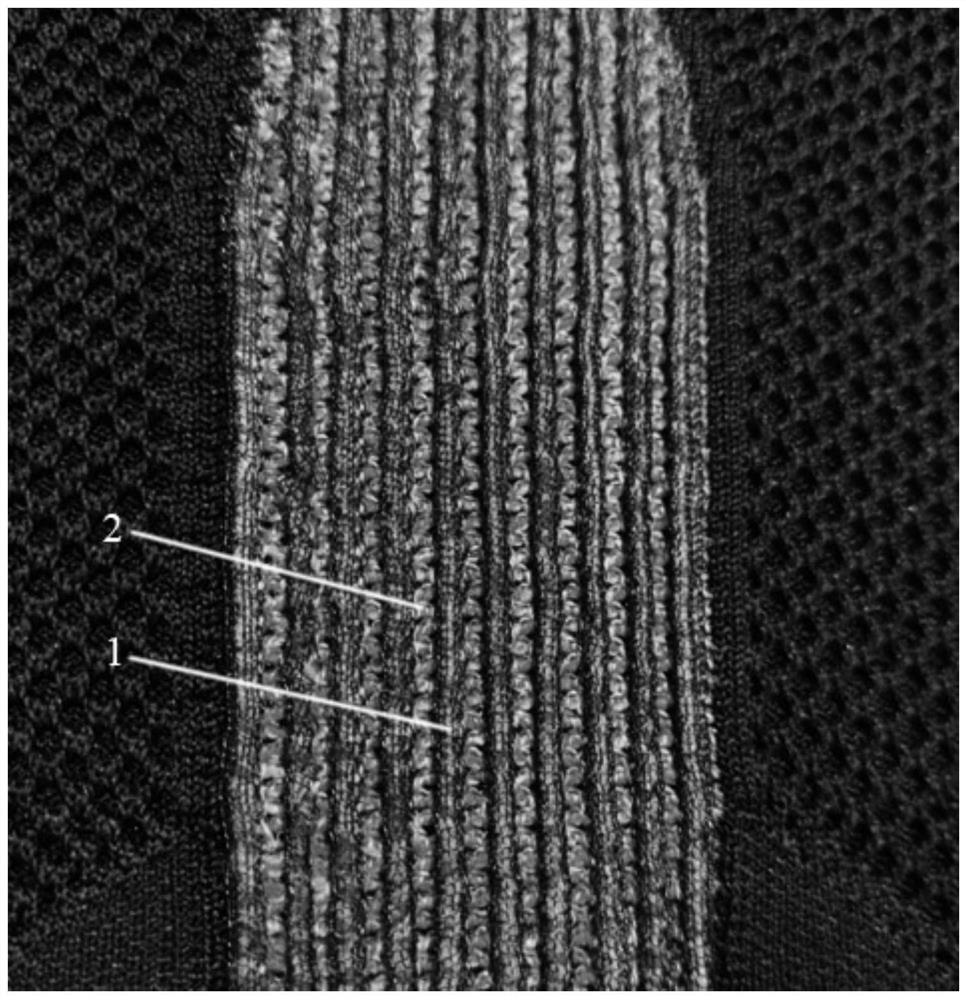
图1为本发明实物1的实物图;
图2为本发明实物2的实物图;
图3为本发明实施例1的编织结构示意图;
图4为本发明实物3的实物图;
图5为本发明实物4的实物图;
图6为本发明实施例2的编织结构示意图。
图中的附图标记为:1-凸出结构;2-凹陷结构;2(1)凹陷结构;2(2)凸出结构。
具体实施方式
现结合附图对本发明进行详细的说明。
本发明提供一种新型超回弹坑条针织物由弹性编织材料和其他编织材料通过编织机器一次成型编织而成,编织材料的组合方式包括冚纱和混纱中的至少一种,该针织物至少两层,外层为弹性编织材料或其他编织材料,内层为弹性编织材料,针织物在结构上分为凸出部分和凹陷部分。
弹性编织材料包括氨纶、氨纶包覆材料和高弹性涤纶纤维中的至少一种。氨纶通常情况下不单独使用,大多采用氨纶包覆材料包覆氨纶的弹力包芯纱,氨纶包覆材料为天然纤维组成的弹力包芯纱有良好的触感和外观,添加少量的氨纶即可生产优质出优质的弹力包芯纱,根据针织物应用的要求调整弹力包芯纱的弹性。弹性编织材料柔韧有弹性,应用于鞋面时提高鞋面对穿着者足部的包覆性,增加穿着者的舒适度,应用于衣物袖口、领口处提供更大的拉伸弹性,衣物不易变形。
其他编织材料包括长丝类纱线、短纤类纱线和单丝中的至少一种。长丝类纱线光滑均匀,具有光泽,纱线排列紧密规则,纤维强度利用系数高,抗弯刚度大;短纤类纱线包括但不限于分环锭纱、自由端纺纱和自拈纱;单丝的细度较复丝中的单根丝粗,是在化学纤维生产中用单孔喷丝头制备的单根长丝。其他编织材料质地较硬,弹性小,在新型超回弹坑条针织物的外层,使针织物兼具耐磨、防变形的特点。其他编织材料包括热熔丝,热熔丝在编织过程中通过冚纱的方式被编织在针织物夹层中。
编织材料和编织方式不同,针织物的组织结构产生不同的效果,即针织物的凸出部分、凹陷部分的宽度和高度可随着编织材料的改变而呈现不同效果。
实施例1
图1为新型超回弹坑条针织物实物1的实物图,实物1包括外层质地较硬的其他编织材料编织而成的凸出结构1和内层质地较软的弹性编织材料编织而成的凹陷结构2。图2为新型超回弹坑条针织物实物2的实物图,实物2仅由弹性编织材料制成,包括凹陷结构2(1)和凸出结构2(2)。
实物1和实物2有多种编织方式,其中一种编织方式如实施例1的编织结构示意图图3所示,A、B表示纱嘴,实物1中,A纱嘴使用的材料为其他编织材料,B纱嘴为弹性编织材料;实物2中,A纱嘴和B纱嘴都为弹性编织材料,箭头方向代表纱嘴的工作方向,针床上的针自左至右命名为1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18。
在横轴的1织行中,A纱嘴向右工作,在纵轴的1-5织针列、7-11织针列和13-17织针列进行面编织,在6、12和18织针列为浮线。
在2织行中,B纱嘴向右工作,在1-5织针列、7-11织针列和13-17织针列进行浮线编织,在6、12、18织针列进行底编织。
在3织行中,B纱嘴向左工作,在1-5织针列、7-11织针列和13-17织针列进行浮线编织,在6、12、18织针列进行面编织。
在4织行中,A纱嘴向左工作,在1-5织针列、7-11织针列和13-17织针列进行底编织,在6、12、18织针列为浮线。
1、2织行构成A纱嘴、B纱嘴的一个去程,3、4织行构成A、B纱嘴的一个回程,即1-4织行为一个编织周期,5-8织行的编织动作与1-4织行一致,即5-8织行为第二个编织周期,11-14织行为第三个编织周期,15-18织行为第四个编织周期。
9、10织行中,6、12、18织针列进行底层面层的平移翻针动作,作用是将6、7织行的6、12、18织针列的底编织和面编织共同向左平移一个针位,将原来的面编织翻针至底层,原来的底编织翻针至面层。具体翻针动作如下:
在9织行中,在6、12、18织针列进行前编织左移一针翻针至后的动作,即后针床向右移动一支针位,7织行的6、12、18织针列的面编织进行翻针动作,将前针床线圈移动至后针床对应的织针上;10织行中,在6、12、18织针列进行后编织左移一针翻针至前的动作,即后针床向左移动两支针位,6织行的6、12、18织针列的底编织进行翻针动作,将后针床线圈移动至前针床对应的织针上,后针床恢复为无翻针编织状态。
19、20织行中,6、12、18织针列进行底层面层的平移翻针动作,作用是将16、17织行的6、12、18织针列的底编织和面编织共同向右平移一个针位,将原来的面编织翻针至底层,原来的底编织翻针至面层。具体翻针动作如下:
在19织行中,在6、12、18织针列进行前编织右移一针翻针至后的动作,即后针床向左移动一支针位,17织行的6、12、18织针列的面编织进行翻针动作,将前针床线圈移动至后针床对应的织针上;20织行中,在6、12、18织针列进行后编织右移一针翻针至前的动作,即后针床向右移动两支针位,16织行的6、12、18织针列的底编织进行翻针动作,将后针床线圈移动至前针床对应的织针上,后针床恢复为无翻针编织状态。
1-10织行与11-20织行的区别在于9、10织行进行后针床向右移动一支针位和后针床向左移动两支针位的动作,19、20织行进行后针床向左移动一支针位和后针床向右移动两支针位的动作,1-10织行与11-20织行都为完整的编织周期,1-10织行的编织动作与11-20织行的编织动作交替进行若干个编织周期的编织形成新型超回弹坑条针织物。
实物1和实物2编织完毕后经过加热处理得到,加热温度不超过180℃。对未使用热熔丝的鞋面加热处理,使编织材料受热收缩到较为理想的织物效果;对使用热熔丝的鞋面加热处理使热熔丝熔化将编织材料粘合至较为理想的织物效果。若使用热熔丝,热熔丝通过冚毛纱嘴与A纱嘴、B纱嘴的编织材料编织在针织物夹层中,热熔丝经加热熔化后将编织材料粘合。实物1中,其他编织材料织成凸出结构1和弹性编织材料织成凹陷结构2共同形成坑条结构,实物2都由弹性编织材料编织而成,凹陷结构2(1)和凸出结构2(2)的差别较实物1小,凹陷结构2(1)使用的弹性编织材料的弹性比凸出结构2(2)使用的弹性编织材料弹性大。
实施例2
图4为新型超回弹坑条针织物实物3使用弹性编织材料进行局部面空针的实物图。图5为新型超回弹坑条针织物实物4使用弹性编织材料进行局部底空针的实物图。
实物3和实物4有多种编织方式,其中一种编织方式如实施例2的编织结构示意图图6所示,A、B表示纱嘴,实物3和实物4中,A纱嘴和B纱嘴使用的材料都为弹性编织材料,箭头方向代表纱嘴的工作方向,针床上的针自左至右命名为1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18。
在1织行中,A纱嘴向右工作,在1-3织针列、7-9织针列、13-15织针列进行面编织,在4-6织针列、10-12织针列和16-18织针列进行底编织。
在2织行中,B纱嘴向右工作,在1-3织针列、7-9织针列、13-15织针列进行面编织,在4-6织针列、10-12织针列和16-18织针列进行底编织。
在3织行中,B纱嘴向左工作,在1-3织针列、7-9织针列、13-15织针列进行面编织,在4-6织针列、10-12织针列和16-18织针列进行底编织。
在4织行中,A纱嘴向左工作,在1-3织针列、7-9织针列、13-15织针列进行面编织,在4-6织针列、10-12织针列和16-18织针列进行底编织。
1、2织行构成A纱嘴、B纱嘴的一个去程,3、4织行构成A、B纱嘴的一个回程,即1-4织行为一个编织周期,5-8织行的编织动作与1-4织行一致,即5-8织行为第二个编织周期,9-12织行为第三个编织周期,13-16织行为第四个编织周期。以1-4织行的编制动作进行若干个编织周期的编织形成新型超回弹坑条针织物。
实物3和实物4编织完毕后经过加热处理得到,加热温度不超过180℃。对未使用热熔丝的鞋面加热处理,使编织材料受热收缩到较为理想的织物效果;对使用热熔丝的鞋面加热处理使热熔丝熔化将编织材料粘合至较为理想的织物效果。若使用热熔丝,热熔丝通过冚毛纱嘴与A纱嘴、B纱嘴的编织材料编织在针织物夹层中,热熔丝经加热熔化后将编织材料粘合。实物3和实物4都使用弹性编织材料编织,实物3进行局部面空针,实物4进行局部底空针,因此实物4凹陷结构2(1)和凸出结构2(2)较为紧密。
虽然参照示例性实施例对本发明进行了描述,但是应当理解,本发明并不限于所公开的示例性实施例。应当对所附权利要求的范围给予最宽的解释,以使其涵盖所有这些变形例以及等同的结构和功能。
- 一种新型超回弹坑条针织物及其加工方法、应用
- 一种超柔软针织物及其加工方法