塑钢型材定位焊接装置
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及一种塑钢型材定位焊接装置。
背景技术
无缝焊接机广泛应用在塑钢加工作业中,无缝焊接机具有作业平台、压紧块、压紧气缸、定位块和熔焊机构,塑钢型材放置在无缝焊接机的作业平台上,塑钢型材侧壁与定位块紧贴,实现塑钢型材位置矫正,由压紧气缸带动压紧块向下压紧并固定塑钢型材的位置,再由熔焊机构的预热片完成两个塑钢型材的焊接作业,但目前无缝焊接机的定位块高度固定,在焊接高度较高的塑钢型材,定位块高度与塑钢型材不能匹配,压紧块下压时仅仅作用在塑钢型材上端面,则会造成相邻两个塑钢型材的焊接位置缝隙过大,影响焊接质量。
发明内容
本发明所要解决的技术问题是提供一种结构合理、使用方便的塑钢型材定位焊接装置。
为解决上述技术问题,本发明提供了一种塑钢型材定位焊接装置;
包括无缝焊接机、轨道组件和辅助支撑组件;
无缝焊接机包括作业平台、压紧块、压紧气缸、熔焊机构和若干定位块,无缝焊接机的作业平台上为供塑钢型材焊接的作业区域,压紧气缸处于作业区域上侧,压紧气缸的活塞杆向下伸出,压紧块固定连接在压紧气缸的活塞杆上,压紧块对准放置在作业区域内的塑钢型材,熔焊机构的预热片对准相邻塑钢型材的焊接位置,定位块固定连接在作业平台上,定位块处于压紧块下侧;
轨道组件包括若干轨道,若干定位块与若干轨道一一对应,所述轨道固定在无缝焊接机外侧,所述轨道上端面与无缝焊接机的作业平台处于同一水平高度;
辅助支撑组件至少包括主垫块,主垫块包括第一水平板体和第一竖直板体,第一竖直板体与定位块侧壁固定连接,第一水平板体的下端面与定位块上端面接触。
采用这样的结构后,辅助支撑组件与无缝焊接机上的定位块进行连接,使定位块与辅助支撑组件配合使得高度变成可调式,不同截面高度的塑钢型材通过定位块的高度调节,将塑钢型材与定位块紧密连接,无缝焊接机的上压紧块落下后压紧塑钢型材,避免型材晃动,完成焊接。
为了更清楚的理解本发明的技术内容,以下将本塑钢型材定位焊接装置简称为本定位焊接装置。
本定位焊接装置的有益技术效果:构造简单,便于制作,可满足不同截面的塑钢型材焊接,提高熔焊机构的利用率,降低设备的空置率,降低人工成本。
本定位焊接装置的辅助支撑组件还包括辅垫块,辅垫块包括第二水平板体和第二竖直板体,第二竖直板体与主垫块的第一竖直板体固定连接,第二水平板体的下端面与主垫块的第一水平板体上端面接触。
采用这样的结构后,辅垫块可以进一步改变辅助支撑组件的高度,使得本定位焊接装置适应更多尺寸的塑钢型材。
本定位焊接装置的辅助支撑组件还包括若干连接螺栓,定位块侧壁开有若干螺纹孔,主垫块侧壁开有若干腰形沉孔,所述腰形沉孔的长度方向与竖直方向一致,若干腰形沉孔、若干连接螺栓与若干螺纹孔一一对应,所述连接螺栓贯穿对应腰形沉孔且与定位块上的对应螺纹孔配合。
采用这样的结构后,连接螺栓与腰形沉孔配合使得主垫块独立实现高度调整的功能。
附图说明
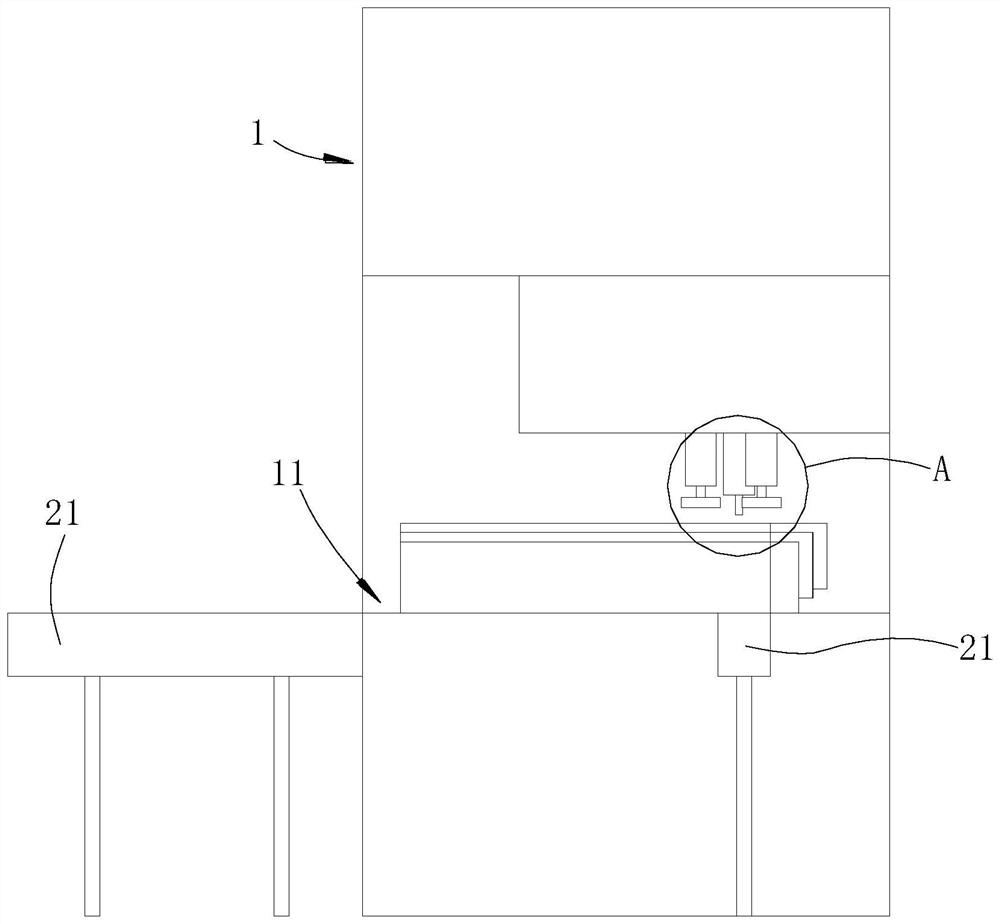
图1是本定位焊接装置实施例的主视图。
图2是图1的A部放大图。
图3是本定位焊接装置实施例定位块和辅助支撑组件的示意图的剖视图。
具体实施方式
如图1至3所示
本定位焊接装置包括无缝焊接机1、轨道组件和两组辅助支撑组件。
无缝焊接机1包括作业平台11、压紧块12、压紧气缸13、熔焊机构15和两个定位块14,无缝焊接机1的作业平台11上为供塑钢型材焊接的作业区域,压紧气缸13处于作业区域上侧,压紧气缸13的活塞杆向下伸出,压紧块12固定在压紧气缸13的活塞杆上,压紧块12对准放置在作业区域内的塑钢型材,熔焊机构15的预热片对准相邻塑钢型材的焊接位置,定位块14通过螺栓固定在作业平台11上,定位块14处于压紧块12下侧,定位块14侧壁开有两个螺纹孔。
轨道组件包括两根轨道21,两个定位块14与两根轨道21一一对应,轨道21通过支架支撑在无缝焊接机1外侧的地面上,轨道21上端面与无缝焊接机1的作业平台11处于同一水平高度,轨道21的走向与无缝焊接机1的作业平台11上塑钢型材的放置方向一致。
两组辅助支撑组件与无缝焊接机1的两个定位块14一一对应,每组辅助支撑组件包括主垫块31、辅垫块32和两个连接螺栓33,主垫块31包括第一水平板体31b和第一竖直板体31c,第一水平板体31b的下端面与定位块14上端面接触。
主垫块31的第一竖直板体31c侧壁开有两个腰形沉孔31a,所述腰形沉孔31a的长度方向与竖直方向一致,两个腰形沉孔31a、两个连接螺栓33与两个螺纹孔一一对应,所述连接螺栓33贯穿对应腰形沉孔31a且与定位块14上的对应螺纹孔配合,使得第一竖直板体31c与定位块14侧壁固定。
辅垫块32包括第二水平板体32a和第二竖直板体32b,主垫块31的第一竖直板体31c侧壁还开有螺纹孔,第二竖直板体32b与主垫块31的第一竖直板体31c通过螺栓固定,第二水平板体32a的下端面与主垫块31的第一水平板体31b上端面接触。
塑钢型材放置在作业区域内的作业平台11上,两根塑钢型材垂直布置,塑钢型材分别抵靠在定位块14侧壁上,两根塑钢型材相接的部位为焊接区域,不同截面高度的塑钢型材通过辅助支撑组件的高度调节,将塑钢型材与定位块14紧密连接,压紧气缸13的压紧块12落下后压紧塑钢型材,避免型材晃动,完成焊接。
以上所述的仅是本发明的一种实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干变型和改进,这些也应视为属于本发明的保护范围。