一种轮胎自动组装设备
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及一种组装设备,尤其涉及一种轮胎自动组装设备。
背景技术
由于现如今人们生活水平有所提高,基本每家每户都有属于自己的汽车,轮胎是汽车必不可少的零件。
现阶段,人们对轮胎进行挤压组装,需要人们手动将轮胎放入挤压组装设备中,并且需要人们手动使用挤压设备对轮胎进行挤压组装,操作过程中,人们比较容易压到自己的手,安全性不高,并且工作效率较低,需要耗费很多时间。
在现有技术中,申请专利号为CN211166275U,包括有一机架、一定位部、一轮毂顶压部、一轮胎顶压部、以及一外拉机构,该定位部转动地安装于所述机架,该轮毂顶压部和轮胎顶压部均安装于所述机架,该外拉机构包括一外拉件,所述外拉件可提供沿所述定位部的径向的外拉力,但是只能单独对一个轮胎进行组装,效率较低。
针对上述问题,我们设计出一种可以自动对轮胎进行挤压组装,并且可以高效率的生产轮胎的轮胎自动组装设备。
发明内容
为了克服老式的轮胎组装设备安全性不高并且效率较低的缺点,技术问题:提供一种工作效率较高并且较为安全的轮胎自动组装设备。
一种轮胎自动组装设备,包括有:
底座和桌子,底座上设有桌子;
电机,桌子内部安装有电机;
旋转机构,桌子上设有旋转机构;
压料机构,底座上设有压料机构。
可选地,旋转机构包括有:
第一圆盘,桌子上设有第一圆盘;
第一转动轴,底座上转动式连接有第一转动轴;
第二转动轴,底座上转动式设有第二转动轴;
第三转动轴,底座上设有第三转动轴,第二转动轴位于第三转动轴右侧;
第二圆盘,第二转动轴上设有第二圆盘;
槽轮,第三转动轴上设有槽轮;
全齿轮组,第一转动轴和电机的输出轴上设有全齿轮组;
锥齿轮组,第一转动轴和第二转动轴上设有锥齿轮组,锥齿轮组位于全齿轮组左侧。
可选地,压料机构包括有:
第一支撑架,底座上设有第一支撑架;
第四转动轴,第一支撑架转动式设有两根第四转动轴;
皮带组件,第四转动轴与电机的输出轴上均连接有皮带组件;
凸轮,第四转动轴内侧均设有凸轮;
压料器,第一支撑架中部内侧滑动式设有压料器;
固定架,压料器上设有两个固定架,固定架与的凸轮配合;
收缩杆,第一支撑架内侧设有收缩杆;
第一弹簧,收缩杆上均绕有第一弹簧。
可选地,还包括有放料机构,放料机构包括有:
第二支撑架,第一支撑架中部设有第二支撑架;
放料板,第二支撑架后部设有放料板,放料板与第一支撑架连接;
楔形块,压料器上设有楔形块;
第一挡料板,放料板中部滑动式设有第一挡料板;
第二挡料板,放料板中部设有第二挡料板,第二挡料板位于第一挡料板下侧;
第五转动轴,第二支撑架上转动式设有第五转动轴;
第一齿轮,第五转动轴中部设有第一齿轮,第一齿轮位于第一挡料板与第二挡料板之间,第一齿轮与第一挡料板和第二挡料板均啮合;
第二弹簧,第一挡料板左右两侧均连接有第二弹簧,第二弹簧与放料板连接。
可选地,还包括有下料机构,下料机构包括有:
下料板,第二支撑架上设有下料板;
旋转盘,下料板上设有旋转盘;
第六转动轴,第二支撑架上转动式设有第六转动轴;
第二齿轮,第六转动轴上设有第二齿轮,第二齿轮与第一转盘啮合;
第三挡料板,第六转动轴上设有第三挡料板;
第四挡料板,第六转动轴上设有第四挡料板,第四挡料板位于第三挡料板上侧。
本发明具有以下优点:
1、通过旋转机构和压料机构的设计,实现了对多个轮胎的自动组装,不需要人们手动对轮胎进行组装挤压,提高了人们在组装轮胎时的安全性,也提高了组装的效率。
2、通过放料机构和下料机构的设计,实现了自动对轮胎进行交替下料,不需要人们手动将轮胎放入第一圆盘中,使人们在对轮胎进行组装时更加方便,提高了产品的生产效率。
附图说明
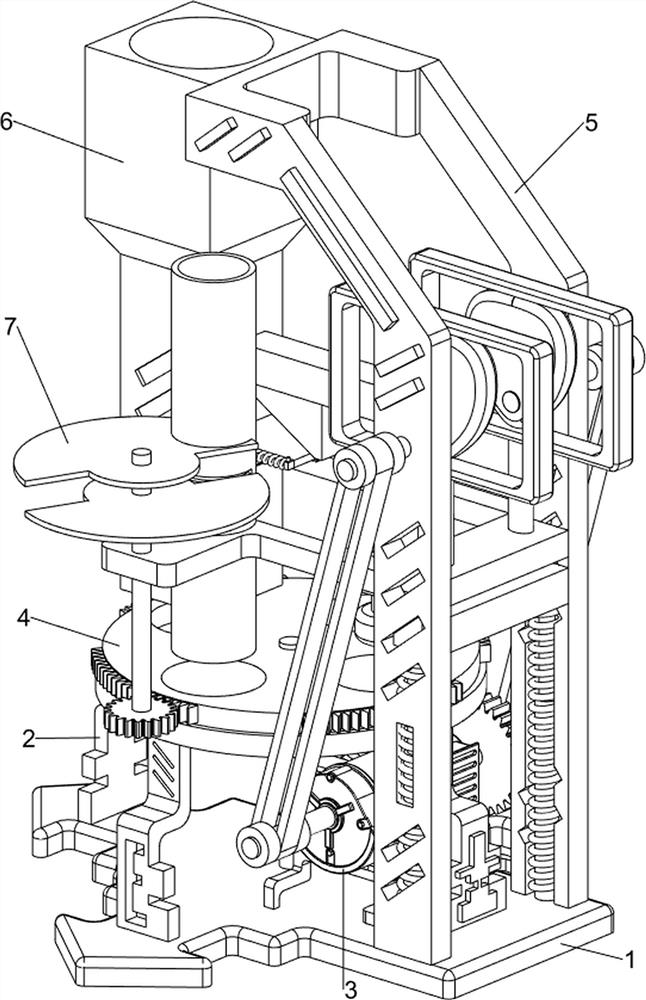
图1为本发明的立体结构示意图。
图2为本发明底座和桌子的立体结构示意图。
图3为本发明的旋转机构的立体结构示意图。
图4为本发明电机、第一转动轴和压料机构的立体结构示意图。
图5为本发明第一支撑架和放料机构的立体结构示意图。
图6为本发明第一圆盘、第二支撑架和下料机构的立体结构示意图。
图中附图标记的含义:1:底座,2:桌子,3:电机,4:旋转机构,41:第一圆盘,42:第一转动轴,43:第二转动轴,44:第三转动轴,45:第二圆盘,46:槽轮,47:全齿轮组,48:锥齿轮组,5:压料机构,51:第一支撑架,52:第四转动轴,53:皮带组件,54:凸轮,55:固定架,56:压料器,57:收缩杆,58:第一弹簧,6:放料机构,61:放料板,62:第二支撑架,63:楔形块,64:第一挡料板,65:第二挡料板,66:第五转动轴,67:第一齿轮,68:第二弹簧,7:下料机构,71:下料板,72:第二齿轮,73:旋转盘,74:第六转动轴,75:第三挡料板,76:第四挡料板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
一种轮胎自动组装设备,如图1、图2、图3和图4所示,包括有底座1、桌子2、电机3、旋转机构4和压料机构5,底座1上侧设有桌子2,桌子2内部前侧安装有电机3,桌子2上侧设有旋转机构4,底座1上侧前部设有压料机构5。
当人们准备对轮胎进行组装时,先将轮胎放入旋转机构4中,此时启动电机3,电机3的输出轴将带动旋转机构4和压料机构5运转,旋转机构4将带动轮胎转动,压料机构5将对轮胎进行挤压,当轮胎被挤压好后,关闭电机3,此时旋转机构4和压料机构5将停止运动,此时人们将组装好的轮胎取出即可,若需再次组装时,重复上述操作即可。
实施例2
在实施例1的基础之上,如图3、图4、图5和图6所示,旋转机构4包括有第一圆盘41、第一转动轴42、第二转动轴43、第三转动轴44、第二圆盘45、槽轮46、全齿轮组47和锥齿轮组48,桌子2上侧设有第一圆盘41,底座1右部上侧转动式连接有第一转动轴42,底座1上侧中部转动式设有第二转动轴43,底座1上侧中部设有第三转动轴44,第二转动轴43位于第三转动轴44右侧,第二转动轴43上设有第二圆盘45,第三转动轴44上设有槽轮46,第一转动轴42左侧和电机3右侧的输出轴上设有全齿轮组47,第一转动轴42左侧和第二转动轴43中部设有锥齿轮组48,锥齿轮组48位于全齿轮组47左侧。
当人们准备对轮胎进行组装时,先将轮胎放入第一圆盘41上,此时启动电机3,电机3左侧的输出轴将带动全齿轮组47转动,全齿轮组47将带动第一转动轴42转动,第一转动轴42将带动锥齿轮组48转动,锥齿轮组48将带动第二转动轴43转动,第二转动轴43将带动第二圆盘45转动,第二圆盘45将带动槽轮46转动,槽轮46将带动第三转动轴44转动,第三转动轴44将带动第一圆盘41转动,第一圆盘41将带动轮胎转动,电机3左侧的输出轴将带动压料机构5运动,压料机构5将对第一圆盘41上的轮胎进行组装,当轮胎被组装好后,关闭电机3,此时第一圆盘41将停止转动,压料机构5将停止运动,人们将组装好的轮胎取出即可。
压料机构5包括有第一支撑架51、第四转动轴52、皮带组件53、凸轮54、固定架55、压料器56、收缩杆57和第一弹簧58,底座1前部上侧设有第一支撑架51,第一支撑架51左右两侧对称转动式设有第四转动轴52,左右两侧的第四转动轴52上与电机3左右两侧的输出轴上均连接有皮带组件53,左右两侧的第四转动轴52内侧均设有凸轮54,第一支撑架51中部内侧滑动式设有压料器56,压料器56上侧设有两个固定架55,左右两侧的固定架55与左右两侧的凸轮54配合,第一支撑架51内侧设有收缩杆57,收缩杆57上均绕有第一弹簧58。
当人们准备对轮胎进行组装时,先将轮胎放入第一圆盘41上,此时启动电机3,第一圆盘41将带动轮胎进行转动,电机3左右两侧的输出轴将带动左右两侧的皮带组件53转动,左右两侧的皮带组件53将带动左右两侧的第四转动轴52转动,左右两侧的第四转动轴52将带动左右两侧的凸轮54转动,左右两侧的凸轮54将带动左右两侧的固定架55向下移动,左右两侧的固定架55将带动压料器56向下运动,此时压料器56将对第一圆盘41中的轮胎进行挤压组装,收缩杆57将进行收缩,第一弹簧58将被压缩,当轮胎被组装好后,左右两侧的凸轮54将带动左右两侧的固定架55向上运动,左右两侧的固定架55将带动压料器56向上运动,收缩杆57将拉伸,第一弹簧58将由压缩状态恢复至初始状态,当所有的轮胎被挤压组合好后,关闭电机3,此时第一圆盘41将停止转动,压料器56将停止运动,人们将第一圆盘41上的轮胎取出即可,若需再次组装,重复上述操作即可。
还包括有放料机构6,放料机构6包括有放料板61、第二支撑架62、楔形块63、第一挡料板64、第二挡料板65、第五转动轴66、第一齿轮67和第二弹簧68,第一支撑架51中部设有第二支撑架62,第二支撑架62后部设有放料板61,放料板61上侧与第一支撑架51连接,压料器56上侧设有楔形块63,放料板61中部滑动式设有第一挡料板64,放料板61中部设有第二挡料板65,第二挡料板65位于第一挡料板64下侧,第二支撑架62后部上侧转动式设有第五转动轴66,第五转动轴66中部设有第一齿轮67,第一齿轮67位于第一挡料板64与第二挡料板65之间,第一齿轮67与第一挡料板64和第二挡料板65均啮合,第一挡料板64左右两侧均连接有第二弹簧68,第二弹簧68后侧与放料板61连接。
当人们准备对轮胎进行组装时,先将轮胎放入放料板61中,此时启动电机3,第一圆盘41将进行转动,压料器56将向下运动,压料器56将带动楔形块63向下运动,楔形块63将挤压第一挡料板64使其向后移动,此时左右两侧的第二弹簧68将被压缩,第一挡料板64将阻止放料板61中的轮胎继续下落,由于第一挡料板64与第一齿轮67啮合,第一挡料板64将带动第一齿轮67转动,第一齿轮67将带动第二挡料板65向前移动,此时在第一挡料板64与第二挡料板65之间的轮胎将落入第一圆盘41中,第一圆盘41将带动轮转动至压料器56下,压料器56将对轮胎进行挤压组装,当轮胎挤压组装好后,压料器56将向上运动,压料器56将带动楔形块63向上运动,此时楔形块63将不在顶住第一挡料板64,左右两侧的第二弹簧68将由压缩状态恢复至初始状态,第二弹簧68将带动第一挡料板64向前运动至初始位置,此时第一挡料板64将带动第一齿轮67转动,第一齿轮67将带动第二挡料板65向后运动至初始位置,使轮胎落入第一挡料板64与第二挡料板65之间,当轮胎被挤压组装好后,关闭电机3,此时第一圆盘41将停止转动,压料器56将停止运动,轮胎将不在落入第一圆盘41中,人们将第一圆盘41中的轮胎取出即可,若需再次挤压组装,重复上述操作即可。
实施例3
在实施例2的基础之上,如图5和图6所示, 还包括有下料机构7,下料机构7包括有下料板71、第二齿轮72、旋转盘73、第六转动轴74、第三挡料板75和第四挡料板76,第二支撑架62右侧设有下料板71,下料板71下侧设有旋转盘73,第二支撑架62右侧转动式设有第六转动轴74,第六转动轴74下侧设有第二齿轮72,第二齿轮72与第一转盘啮合,第六转动轴74上侧设有第三挡料板75,第六转动轴74上侧设有第四挡料板76,第四挡料板76位于第三挡料板75上侧。
当人们准备对轮胎进行组装时,先将轮胎放入放料板61与下料板71中,启动电机3,此时压料器56将向下移动,第一转盘将进行转动,第一转盘将带动第二齿轮72转动,第二齿轮72将带动第六转动轴74转动,第六转动轴74将带动第三挡料板75和第四挡料板76转动,此时轮胎将从下料板71中落入第一圆盘41中,第三挡料板75将阻止轮胎继续下落,放料板61与下料板71将交替进行下料,压料器56加对第一圆盘41中的轮胎进行挤压组装,当轮胎被挤压组装好后,关闭电机3,此时压料器56将停止运动,第一圆盘41将停止转动,第三挡料板75与第四挡料板76将停止转动,人们将第一圆盘41中的轮胎取出即可,若需再次挤压组装,重复上述操作即可。
以上结合具体实施例描述了本发明实施例的技术原理。这些描述只是为了解释本发明实施例的原理,而不能以任何方式解释为对本发明实施例保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明实施例的其它具体实施方式,这些方式都将落入本发明实施例的保护范围之内。
- 一种玩具轮胎自动化轮胎轮毂组装设备
- 一种自动化玩具轮胎和车轴组装设备