短坯料径向锻造方法
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及锻造技术领域,尤其涉及690合金短坯料径向锻造方法。
背景技术
690合金是一种含30%Cr的奥氏体镍基高温合金,具有优良的应力腐蚀开裂抗力和热稳定性,在航空、航海及核工业上具有广阔的应用前景,目前已经在压水堆核电站的蒸汽发生器上获得广泛应用。但是,690合金作为高温合金,其锻造温度区间较小,一般情况下需要多火次锻造成形。径向锻造因为其独有特性可一火锻造成形。径向锻造是在坯料周围对称分布的多个锤头,对着被锻坯料的轴线进行高频率同步锻打,坯料边旋转边轴向送进,使坯料在多头螺旋式延伸变形情况下拔长变细。操作机位于主机两侧,负责夹持坯料边旋转边轴向进给。一般情况下,操作机A夹持坯料第一道次向前推打时,在操作机A达到零位前,工件的长度超出主机,伸进操作机B夹钳内,伸出长度达到操作机的夹持长度,此时,操作机A和操作机B交接,操作机B夹持工件向后拉打。但是,如果坯料初始长度较短,坯料在操作机A夹持,按照第一道次变形量进行推打时,操作机A到达零位时,工件的长度并不能达到操作机B的夹持长度。此时就无法完成交接,锻造过程无法进行。
发明内容
本发明的目是解决上述技术问题,提供一种短坯料径向锻造方法。
为了实现上述技术目的,达到上述的技术要求,本发明所采用的技术方案是:短坯料的径向锻造方法,其特征在于:包括以下步骤:
步骤一、在操作机A侧锻造主机旁,安装升降辊道;
步骤二、在操作机A和操作机B夹钳上包裹保温棉;
步骤三、将短坯料放在中频炉中加热至可塑状态;
步骤四、操作机A夹持短坯料,按照第一道次变形量和工进速度进行推打,直至操作机A到达零位;
步骤五、操作机A侧升降辊道升起 ,托起工件;
步骤六、操作机A夹持工件以最快速度向后退出主机,至工件完全退出锤头范围;
步骤七、主机锤头按照第二道次的变形量进行位置变换;
步骤八、操作机A侧升降辊道下降;
步骤九、操作机A夹持工件,按照第二道次变形量和工进速度进行推打;
步骤十、长度达到交接后,操作机A向操作机B交接;
步骤十一、主机锤头位置变化至第一道次位置,操作机B按照第一道次变形量和工进速度进行拉打,至工件完全退出锤头范围;
步骤十二、主机锤头按照第二道次的变形量进行位置变换;
步骤十三、操作机B夹持工件,按照第二道次变形量和工进速度进行推打。
优选的:所述步骤九中,操作机A夹持工件,按照第二道次变形量和工进速度进行推打,如果长度还不够操作机B夹持,可以操作机A夹持进行第三道次的推打,至工件长度满足操作机B可夹持。
本发明结构新颖合理,操作方便,在操作机A侧增加一升降辊道,专为操作机A夹持工件快速向后退出主机时使用,可以保证工件退出过程中保持工件与锻锤中心对中,退出过程中锤头不会锻打到工件;增加升降辊道便于对长度较短的坯料进行径向锻造,通过第二道次向前推打或第三道次向前推打,保证操作机A向操作机B的交接顺利进行。
附图说明
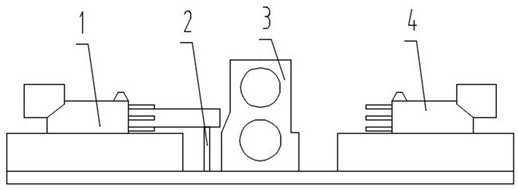
图1为本发明结构示意图;
在图中:1. 操作机A,2. 升降辊道,3. 锻造主机,4.操作机B。
具体实施方式
下面结合附图对本发明作进一步说明。
图中:短坯料径向锻造方法,其特征在于:包括以下步骤:
步骤一、在操作机A侧锻造主机旁,安装升降辊道;
步骤二、在操作机A和操作机B夹钳上包裹保温棉;
步骤三、将短坯料放在中频炉中加热至可塑状态;
步骤四、操作机A夹持短坯料,按照第一道次变形量和工进速度进行推打,直至操作机A到达零位;
步骤五、操作机A侧升降辊道升起 ,托起工件;
步骤六、操作机A夹持工件以最快速度向后退出主机,至工件完全退出锤头范围;
步骤七、主机锤头按照第二道次的变形量进行位置变换;
步骤八、操作机A侧升降辊道下降;
步骤九、操作机A夹持工件,按照第二道次变形量和工进速度进行推打;
步骤十、长度达到交接后,操作机A向操作机B交接;
步骤十一、主机锤头位置变化至第一道次位置,操作机B按照第一道次变形量和工进速度进行拉打,至工件完全退出锤头范围;
步骤十二、主机锤头按照第二道次的变形量进行位置变换;
步骤十三、操作机B夹持工件,按照第二道次变形量和工进速度进行推打。
本优选实施例中,所述步骤九中,操作机A夹持工件,按照第二道次变形量和工进速度进行推打,如果长度还不够操作机B夹持,可以操作机A夹持进行第三道次的推打,至工件长度满足操作机B可夹持。
本发明中操作机A夹持推打不能超过3道次,因为如果操作机A夹持进行3道次锻打,一是坯料的温度可能会降低至材料可锻范围外;二是夹持部位的表面和芯部温度差过大,此时锻造会导致工件内外性能差异明显,影响锻件质量。
本发明的上述实施例,仅仅是清楚地说明本发明所做的举例,但不用来限制本发明的保护范围,所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由各项权利要求限定。
- 短坯料径向锻造方法
- 一种径向锻造成形反向式行星滚柱丝杠副短丝杠的方法